Keselamatan dan Kesehatan Kerja (K3)
advertisement
")
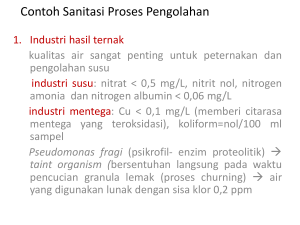
Pengawetan dengan Suhu Tinggi Disusun oleh: TIM DASAR THT FAPET UB Pengawetan dgn suhu tinggi: Jenis pemanasan: 1. Blansing yaitu: proses pemanasan bahan pangan dengan uap atau air panas secara langsung pd suhu kurang dari 100oC selama kurang dari 10 menit. atau…… - perlakuan panas pada bahan pangan yg dapat dilakukan dgn merendam bhn dlm air panas atau pemberian uap air pd bhn pangan. Suhu yg biasa dipakai 60-75oC selama kurang dari 10 menit. Biasa dilakukan utk bhn pangan yg akan dikalengkan, dikeringkan atau dibekukan. Tujuan blansing adalah: a. Menonaktifkan enzim, terutama polifenoloksidase, lipoksigenase, ascorbic acid oksidase, katalase dan peroksidase. b. Menghilangkan kotoran yg melekat c. Mengurangi jml mikroorganisme d. Mempermudah pengupasan dan memperkecil bahan e. Mengeluarkan udara dari jaringan utk mencegah oksidasi dan tekanan dlm kemasan agar tidak terlalu tinggi. f. Memudahkan sortasi berdasarkan berat jenis g. Membuat jaringan yg hijau tampak lebih cerah. 2. Pasteurisasi Yakni: proses termal yg dilakukan pd suhu kurang dari 100oC, akan tetapi dgn waktu yg bervariasi dari mulai bbrp detik sampai bbrp menit tergantung pd tingginya suhu tsb. Aplikasi yang umum - HTST: High Tempeerature Short Time - - Suhu 72oC waktu 15 detik LTLT: Low Temperature Long Time - - Suhu 63oC waktu 30 menit Suhu 65oC waktu 15 menit Pasteurisasi umumnya suatu proses termal yg dikombinasikan dgn proses pengawetan lainnya spt proses fermentasi atau refrigerasi. Tujuan pasteurisasi: - - Membunuh sebagian besar mikrorganisme pembusuk Membunuh semua mikroorganisme patogen Menginaktifkan enzim endogenous 3. Sterilisasi adalah: perlakuan panas sekitar 121oC dengan tekanan 1 atmosfir selama 15 menit dgn tujuan untuk mematikan mikroorganisme beserta spora-sporanya. Sterilisasi menggunakan autoklaf. Sterilisasi komersial: produk telah mengalami proses sterilisasi dan tidak ada lagi mikroorganisme hidup, akan tetapi mungkin masih terdapat spora bakteri yg setelah proses sterilisasi bersifat dorman. Klasifikasi bahan pangan utk proses termal: 1. 2. Bahan pangan berasam rendah jika pH-nya di atas 4,5 Bahan pangan berasam tinggi, yg dibagi lagi menjadi 2 yaitu: - golongan bhn pangan asam yg berpH antara 4,0 dan 4,5 - golongan bhn pangan berasam tinggi dgn pH di bawah 4,0. Faktor-faktor penentu pemanasan: 1. 2. 3. Kombinasi suhu dan waktu pemanasan yg efektif membunuh mikroorganisme patogen dan pembusuk yg tahan terhadap panas. Sifat-sifat penetrasi panas dari bhn makanan, bahan pembungkus atau kaleng. mikroorganisme pembusuk akan berkembang biak pd makanan tertentu, tgt jenis makanannya. Pengaruh suhu tinggi thd kualitas makanan: - Warna Cita rasa dan tekstur Protein Lemak dan minyak Karbohidrat Vitamin Kemasan untuk proses termal 1. Kaleng, terbuat dari lempengan tin-plate yang terdiri dari 9 lapis yang berfungsi mencegah pengkaratan. 2. Botol, kemasan terbuat dari gelas utk bahan makanan yg bersifat asam, yg memerlukan perlakuan termal ringan, utk bahan makanan yg bersifat korosif spt saos atau acar. •Keuntungan wadah kaleng untuk makanan dan minuman: mempunyai kekuatan mekanik yang tinggi barrier yang baik terhadap gas, uap air, jasad renik, debu dan kotoran Toksisitasnya rendah Tahan terhadap perubahan suhu yang ekstrim Mempunyai permukaan yang ideal untuk dekorasi • Bentuk kemasan logam untuk bahan pangan : - bentuk kaleng tin plate - kaleng aluminium - bentuk aluminium foil KALENG PLAT TIMAH (TIN PLATE) Tin plate adalah bahan pembuat kemasan kaleng yang tdd lembaran baja berlapis timah, ketebalan 0.15-0.5 mm, kandungan timah putih 1.0-1.25%. Digunakan untuk produk yang disterilisasi Pembuatan tin plate : - Pencelupan dalam timah cair panas (hot dipping) - Elektrolisa Jenis-jenis kaleng plat timah : - kaleng 3 lapis (three pieces cans) - kaleng 2 lapis (two pieces cans) KALENG BEBAS TIMAH (TIN FREE-STEEL/TFS) TFS adalah lembaran baja yang tidak dilapisi timah putih Jenis TFS yang banyak digunakan : Tin Free Steel Chrome Type (TFS-CT) Keunggulan TFS-CT : harganya murah, daya adhesinya terhadap bahan organik baik. Kelemahan TFS-CT : peluang berkarat tinggi 10-6mm Minyak 10-6mm Lapisan Pasif timah baja Kromium oksida 10-3mm 10-4mm FeSn2 Minyak Kromium Baja 0.150.4mm FeSn2 Kromium timah Lapisan Pasif Minyak Minyak A. Plat Timah B. Baja Bebas Timah (TFS) Gambar. Penampang melintang lembaran kaleng Hal-hal yang perlu dipertimbangkan dalam pemilihan kemasan kaleng : Sifat korosif kaleng Sifat keasaman makanan Kekuatan kaleng (daya tahan terhadap tekanan dalam retort atau keadaan vakum) Ukuran kaleng Pemilihan tipe kaleng untuk pengemasan makanan dan minuman Klasifikasi Makanan Sifat Keasaman Jenis Kaleng a. Sangat Korosif Keasaman tinggi aau sedang (jus apel, ceri, acar) Tipe L b. Korosif Sedang Keasaman sedang (sayur asin, Tipe MS, Tipe aprikot, anggur, pir) MR c. Sedikit korosif Keasaman rendah (kapri, jagung, daging, ikan) Tipe MR, Tipe MC d. Tidak Korosif Makanan yang tidak asam (produk kering, makanan yang tidak diproses, makanan beku) Tipe MR, Tipe MC Coating (Lapisan Enamel) Tujuan pelapisan dengan enamel : mencegah kontak langsung antara kaleng pengemas dengan bahan pangan Interaksi antara kemasan kaleng dengan bahan pangan dapat menimbulkan korosi sehingga dihasilkan warna dan flavor yang tidak diinginkan, misalnya : - terbentuknya warna hitam karena reaksi besi atau timah dengan sulfida - pemucatan pigmen merah dari sayuran/buah-buahan Jenis-jenis enamel : - Epoksi-fenolik - Komponen Vinil - Phenolic lacquers - Butadiene lacquers - Acrylic lacquers - Epoxy amine lacquers - Alkyd lacquers - Oleoresinous lacquers Pembuatan Kemasan Tin Plate Proses pembuatan tin plate tdd : - Printing/coating - Slitting/shearing - Assembly Proses penyambungan dilakukan dengan cara : - Soldering (patri) - Cementing - Welding Pembuatan kemasan kaleng secara konvensional (Threepiece-cans) Kaleng 3 lembar (three-pieces cans) : kaleng yang mempunyai satu lingkaran dan 2 tutup Urutan pembuatan kaleng 3 lembar : Pemberian lapisan enamel pada lembar plat timah Pencetakan disain grafis Pembentukan badan kaleng (body making) Pembentukan leher kaleng (necking) Pembentukan body hood (flanging) Pembersihan permukaan dalam kaleng Pelapisan enamel kedua untuk kemasan minuman berkarbonasi Pemasangan tutup kaleng dengan mesin seamer A. B. C. D. E. F. G. Lembaran badan kaleng dengan sudut bercelah Lembaran badan kaleng berkait Pembentukan silinder Kaitan didatarkan, dilas bagian luar dan dalam Strip bagian luar Pembentukan body hook (flanging) Model lipatan sambungan Tahap-tahap pembentukan kaleng Kaleng Minuman Bir Berbagai bentuk kemasan TFS Pembuatan kaleng 2 lembar (Twopiece-cans) Dibuat dari bahan baku plat timah, aluminium atau lakur (alloy) Dilakukan dengan 2 cara : - Proses DWI (Draw and Wall Iron) - Proses DRD (Draw-and- Redraw) Kaleng DWI : dinding tipis, digunakan untuk memproduksi kaleng aluminium untuk minuman berkarbonasi Kaleng DRD : dinding lebih tebal, digunakan untuk bahan yang disterilisasi Urutan proses pembuatan kaleng lembar ganda tipe DWI Urutan proses pembuatan kaleng lembar ganda tipe DRD Proses pengalengan bahan pangan : Pembersihan dan persiapan bahan baku Blansing Pengisian dan exhausting Penutupan kaleng/seaming: double seaming Sterilisasi Pendinginan kaleng Pemberian label dan penyimpanan Kerusakan makanan kaleng : Flat sour Swells Hydrogen Swell Interaksi antara bahan dasar kaleng dengan makanan Kerusakan biologis Perkaratan/korosi Stack burn Botulinus TERIMA KASIH