Langkah dalam penelitian selanjutnya yaitu dengan
advertisement

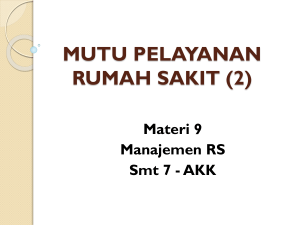
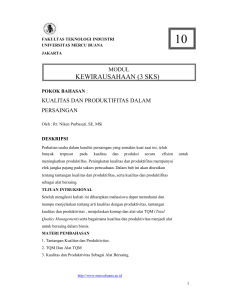
BAB 2 LANDASAN TEORI 2.1 Manajemen Operasional Menurut (Slack, Chambers, & Johnston, 2010) dalam bukunya yaitu operations management dijelaskan bahwa manajemen operasi merupakan serangkaian aktivitas dalam pengelolaan sumber daya yang dapat menghasilkan produk dan layanan dari sumber daya tersebut. Fungsi dari operasi merupakan bagian dari organisasi yang memiliki tanggung jawab terhadap segala aktivitas organisasi. Setiap organisasi yang memproduksi beberapa tipe produk atau jasa memiliki fungsi operasi. Untuk melaksanakan fungsi operasi, diperlukan serangkaian kegiatan yang merupakan suatu sistem. Menurut (Wahyono, 2012) ada empat macam fungsi operasi yang utama, yaitu: 1. Sebagai sebuah proses, berupa teknik dan metode yang digunakan untuk mengolah sumber daya. 2. Sebagai pengorganisasian teknik dan metode sehingga proses yang dilaksanakan dapat efektif. 3. Sebagai dasar penetapan perencanaan sumber daya. 4. Sebagai pengawasan atas tujuan penggunaan sumber daya. Ruang lingkup manajemen operasi terdiri dari tiga aspek yang saling berkaitan yaitu, aspek struktural, aspek fungsional, dan aspek lingkungan. Aspek struktural yaitu berupa input yang akan ditransformasikan menjadi output sesuai dengan kriteria produk yang diinginkan. Aspek fungsional yaitu berkaitan tentang antara komponen input dengan interaksinya mulai dari tahap perencanaan, pengendalian, maupun perbaikan untuk memperoleh kinerja yang optimum. Aspek ini dilakukan agar kegiatan operasi dapat berjalan secara terus-menerus. Selanjutnya pada aspek lingkungan yaitu kecenderungan atau tren yang terjadi di luar sistem operasi seperti masyarakat, pemerintah, teknologi, ekonomi, politik, dan sosial budaya (Wahyono, 2012). Manajemen operasi di dalamnya terdapat kegiatan operasi. Menurut (Herjanto, 2008), kegiatan operasi merupakan kegiatan yang dilakukan oleh perusahaan dalam proses penciptaan barang dan jasa yang ditawarkan oleh perusahaan. Kegiatan operasi melibatkan banyak karyawan dan merupakan jumlah terbesar dari aset 15 16 perusahaan. Melalui kegiatan operasi, segala input sumber daya yang dimiliki perusahaan diintegrasikan untuk menghasilkan output yang memiliki nilai tambah. Hasil output dapat berupa barang setengah jadi, barang jadi, atau jasa. Didalam buku manajemen operasi (Herjanto, 2008) juga menjelaskan bahwa kegiatan operasi merupakan bagian dari kegiatan organisasi yang melakukan sebuah proses transformasi dari masukan (input) menjadi hasil (output). Gambar berikut ini merupakan proses transformasi dari input menjadi output. INPUT Manusia, Mesin, Material, OUTPUT Proses Barang atau Jasa Modal, dan Metode Umpan Balik Gambar 2. 1 Skema Proses Transformasi Sumber: (Herjanto, 2008) Pada gambar diatas menunjukkan bahwa tahap awal proses transformasi yaitu merupakan sebuah masukan atau input yang dapat berupa semua sumber daya yang diperlukan. Sumber daya tersebut misalnya yaitu material, modal, peralatan dan metode yang digunakan. Sedangkan tahap akhir pada proses transformasi yaitu keluaran atau output. Output tersebut dapat berupa produk barang setengah jadi, produk barang jadi, atau produk jasa. Dalam proses transformasi dilengkapi dengan kegiatan umpan balik. Kegiatan umpan balik dilakukan untuk memastikan bahwa output yang diperoleh sesuai dengan yang diinginkan. Kegiatan umpan balik dilakukan dengan cara memeriksa pada beberapa titik dan membandingkannya dengan standar yang telah ditetapkan. Apabila dalam hasil atau output yang diperoleh tidak sesuai dengan yang diinginkan dan tidak sesuai dengan standar, maka harus dilakukan tindakan pengoreksian. Tindakan tersebut berupa perbaikan pada 17 komponen input atau penyempurnaan pada proses produksi sehingga mendapatkan hasil atau output sesuai dengan yang diharapkan. Kegiatan melalui proses transformasi yang dilakukan secara efektif dan efisien diukur berdasarkan kriteria tertentu secara spesfik. Hasil dari proses tersebut berupa kinerja produk atau jasa serta proses teknologi yang sesuai dengan tujuan pasar yang ingin dicapai. Terdapat beberapa indikator yang sangat menentukan kegiatan manajemen operasional yaitu (Rangkuti, 2006): 1. Proses transformasi Proses ini merupakan serangkaian kegiatan yang dapat mengubah input menjadi ouput yang berupa produk barang atau jasa dengan memberikan tambahan manfaat berupa nilai tambah. 2. Efektivitas Hal ini merupakan upaya dalam mengerjakan semua pekerjaan secara tepat dan sebaik-baiknya dengan menggunakan seluruh sumber daya yang dimiliki dan sesuai dengan tujuan operasional. 3. Efisiensi Hal ini merupakan upaya dalam mengerjakan semua pekerjaan secara optimal dan sebaik-baiknya dengan total biaya paling redah dan menghasilkan tingkat kesalahan nol. 4. Penggunaan sumber daya secara terpadu Pemakaian sumber daya harus dipergunakan sebaik-baiknya dan secara proporsional sesuai dengan kebutuhan dan perencanaan karena potensi sumber daya semakin mahal dan semakin terbatas. 5. Pencapaian ukuran kinerja tertentu Kinerja diukur berdasarkan perhitungan minimalisasi biaya, kualitas yang baik, jangka waktu pengiriman yang cepat, dan fleksibilitas yang tinggi. 6. Produk atau jasa, proses teknologi, dan tujuan pasar Fungsi operasional yaitu membuat produk atau jasa yang memberikan kotribusi besar kepada tujuan organisasi. Hasilnya dapat diukur dengan jelas dan baik berdasarkan produk barang atau jasa yang dihasilkan, proses teknologi yang digunakan, dan tujuan pasar yang ingin dicapai. Menurut (Heizer & Render, 2014) setiap manajer dalam mencapai keunggulan kompetitif dilaksanakan melalui cara diferensiasi, biaya rendah dan respon yang cepat. Cara tersebut dilakukan oleh manajer untuk dapat membuat keputusan efektif 18 dalam sepuluh wilayah manajemen operasional. Keputusan ini dikenal dengan keputusan operasi (operations decisions). Sepuluh keputusan menajemen tersebut adalah sebagai berikut: a. Perancangan barang dan jasa Perancangan barang dan jasa menetapkan sebagian besar proses transformasi yang akan dilakukan oleh organisasi. Keputusan biaya, kualitas dan sumber daya manusia bergantung pada keputusan perancangan barang dan jasa. b. Kualitas Ekspektasi pelanggan terhadap kualitas produk atau jasa harus ditetapkan sejak awal oleh organisasi. Peraturan serta prosedur harus diidentifikasi untuk mencapai standar kualitas yang telah ditetapkan. c. Perancangan proses dan kapasitas Keputusan proses yang diambil oleh organisasi, membuat manajemen mengambil komitmen dalam hal teknologi, kualitas, penggunaan sumber daya manusia, dan pemeliharaan yang spesifik. Komitmen terhadap pengeluaran dan modal akan menentukan struktur biaya dasar suatu perusahaan. d. Pemilihan lokasi Keputusan dalam menentukan lokasi operasional organisasi manufaktur dan jasa menentukan kesuksesan perusahaan. e. Perancangan tata letak Aliran bahan baku, kapasitas yang dibutuhkan, tingkat karyawan, keputusan teknologi dan kebutuhan persediaan mempengaruhi tata letak. f. Sumber Daya Manusia (SDM) dan rancangan pekerjaan Manusia merupakan bagian yang integral dan mahal dari keseluruhan rancangan sistem. Maka dari itu, kualitas lingkungan kerja yang diberikan, bakat dan keahlian yang dibutuhkan, dan upah harus ditentukan dengan jelas. g. Manajemen rantai pasokan Keputusan ini menjelaskan apa yang harus dibuat dan apa yang harus dibeli sehingga kualitas apa yang harus dibeli, akan menentukan kualitas apa yang dibuat. h. Persediaan Keputusan persediaan dapat dioptimalkan dengan memperhatikan kepuasan pelanggan, pemasok, perencanaan produksi dan Sumber Daya Manusia (SDM). 19 Keputusan ini juga dipengaruhi oleh perancangan proses dan kapasitas, SDM, dan perancangan tata letak. i. Penjadwalan Jadwal produksi yang dapat dikerjakan secara efisien harus dikembangkan. j. Pemeliharaan Keputusan harus dibuat pada tingkat keandalan dan stabilitas yang diinginkan. 2.2 Kualitas Menurut (Heizer & Render, 2014) kualitas merupakan keseluruhan fitur dan karakteristik yang terdapat pada sebuah produk atau jasa yang mengandalkan pada kemampuan memuaskan kebutuhan konsumen. Dalam buku manajemen kualitas produk dan jasa, (Yamit, 2013) memaparkan beberapa definisi kualitas dari tiga pakar kualitas tingkat internasional, yaiu W.Edwars Deming, Phillip B. Crosby dan Joseph M. Juran. Menurut Deming, kualitas adalah apapun yang menjadi kebutuhan dan keinginan konsumen. Crosby mempersepsikan sebagai nihil cacat, kesempurnaan dan kesesuaian terhadap persyaratan. Sedangkan menurut Juran, mutu didefinisikan sebagai kesuaian terhadap spesifikasi. Dari beberapa definisi kualitas diatas, dapat disimpulkan bahwa kualitas adalah kesempuranaan yang terdapat pada sebuah produk yang sesuai dengan spesifikasi untuk dapat memenuhi kebutuhan dan keinginan konsumen agar tercipta kepuasan pada konsumen tersebut. Kualitas bukan hanya menekankan pada hasil akhir (output), yaitu produk dan jasa tetapi juga mengenai kualitas manusia, kualitas proses, dan kualitas lingkungan. Sangat mustahil menghasilkan produk dan jasa yang berkualitas tanpa menggunakan manusia dan melalui proses yang berkualitas pula (Yamit, 2013). 2.2.1 Dimensi Kualitas Karkteristik kualitas dari suatu produk sangat multidimensional, karena setiap produk yang dihasilkan dapat memberikan kepuasan dan nilai kepada pelanggan dengan berbagai cara. Karakteristik pada produk yang bersifat kuantitatif sangat mudah ditentukan, seperti berat, panjang, dan waktu penggunaan. Beberapa karakteristik lain memiliki sifat kualitatif, seperti daya tarik (Yamit, 2013). Didalam bukunya, (Yamit, 2013) mengutip sebuah dimensi kualitas dari David Garvin. Dimensi tersebut dikembangkan ke dalam delapan dimensi yang dapat 20 digunakan sebagai perencanaan strategis teruama bagi perusahaan manufaktur yang menghasilkan suatu barang. Delapan dimensi kualitas tersebut adalah sebagai berikut: 1. Performance Merupakan kinerja dari produk itu sendiri dan merupakan bagaimana sebuah produk memiliki kesesuaian dengan fungsi utama dari produk itu sendiri. 2. Features Merupakan karakteristik tambahan, seperti fasilitas atau kemampuan dari produk tersebut yang membedakannya dari produk yang lain. 3. Reliability Merupakan kemungkinan tingkat kegagalan dalam pemakaian. 4. Conformance Merupakan sejuah mana karakteristik desain dan operasi sesuai dan memenuhi standar-stadar yang telah ditetapkan sebelumnya. 5. Durability Merupakan seberapa lama produk dapat terus digunakan. 6. Serviceability Merupakan kecepatan, kompetensi, kenyamanan, kemudahan dalam pemelihraan dan penanganan terhadap keluhan atas masalah-masalah yang timbul dari produk yang dihasilkan. 7. Estetika Merupakan corak, rasa, dan daya tarik terhadap produk yang telah dihasilkan. 8. Perceived Merupakan suatu citra dan reputasi produk yang menjadi tanggung jawab perusahaan untuk dapat mempertahankannya. 2.2.2 Biaya Kualitas Menurut (Kho, 2015) biaya kualitas adalah biaya-biaya yang timbul dalam penanganan masalah kualitas. Biaya tersebut dikeluarkan untuk meningkatkan kualitas maupun biaya yang timbul akibat kualitas yang buruk. Didalam buku operations management, (Heizer & Render, 2014) menyebutkan empat kategori utama yang berkaitan dengan biaya kualitas, antara lain: 21 1. Biaya Pencegahan Biaya yang terkait dengan pengurangan potensi produk atau jasa yang mengalami kerusakan. Contoh biaya pencegahan yaitu biaya pelatihan dan program peningkatan kualitas. 2. Biaya Penilaian Biaya yang berkaitan dengan proses evaluasi produk, proses, komponen, dan jasa. Contoh biaya penilaian yaitu biaya pengujian, laboraturium, dan pemeriksa. 3. Biaya Kegagalan Internal Biaya yang diakibatkan dari hasil produksi barang atau jasa yang rusak sebelum diantarkan ke pelanggan. Contoh dari biaya kegagalan internal yaitu rework, scrap, dan waktu tunggu akibat mesin rusak. 4. Biaya Kegagalan Eksternal Biaya yang terjadi setelah pengiriman barang atau jasa yang cacat. Contoh dari biaya kegagalan eksternal yaitu rework, barang yang dikembalikan, kewajiban, kehilangan kepercayaan, dan biaya untuk masyarakat. Tiga biaya pertama yang disebutkan diatas dapat diperkirakan, namun untuk biaya eksternal sangat sulit untuk dihitung. 2.3 Standar Kualitas Internasional (ISO-9000) Kata ISO digunakan oleh organisasi internasional untuk standarisasi kualitas atau The International Organization for Standarization sebagai nama dari organisasinya dengan tujuan mengembangkan standarisasi di seluruh dunia. Organisasi ini didirikan pada tahun 1946 di Genewa, Swiss. Kata ISO berasal dari bahasa Yunani yaitu Isos yang berarti sama atau equivalent. Dalam benuk kata modern Isos kemudian ditransformasikan menjadi Iso. ISO merupakan federasi internasional dari badan-badan standarisasi nasional di seluruh dunia yang beranggotakan 130 negara. Pekerjaan pembuatan standar internasional biasanya dilakukan oleh komite teknis ISO. Organisasi-organisasi internasional lainnya baik milik pemerintah ataupun non-pemerintah yang berhubungan dengan ISO diizinkan ikut ambil bagian dalam pembuatan standar internasional. Contohnya yaitu dalam pekerjaan pembuatan standarisasi elektronik, ISO bekerjasama dengan komisi elektroteknik internasional atau International Electrotechnical Commision (IEC) (Purwoyo, 2007). 22 ISO 9000 adalah standar kualitas yang diakui secara internasional. Fokus dari standar kualitas tersebut adalah untuk meningkatkan kesuksesan melalui delapan prinsip pengelolaan kualitas (Heizer & Render, 2014). Prinsip tersebut dapat digunakan sebagai kerangka kerja (framework) yang membimbing organisasi menuju peningkatan kinerja. Kedelapan prinsip pengelolaan kualitas dijelaskan oleh (Purwoyo, 2007), yaitu: Prinsip 1 : Fokus pada Pelanggan (Customer Focus) Organisasi sangat bergantung kepada pelanggan. Memahami kebutuhan pelanggan harus dijalankan dengan baik oleh manajemen organisasi sekarang dan akan datang. Selain itu, manajemen organisasi harus giat berusaha memenuhi harapan para pelanggan. Prinsip 2 : Kepemimpinan (Leadership) Seoranng top manager harus menetapkan tujuan dan arah organisasi. Selain itu, seorang top manager harus menciptakan lingkungan yang harmonis agar orang-orang dapat terlibat secara penuh untuk mencapai tujuan-tujuan yang telah ditetapkan sebelumnya. Prinsip 3 : Keterlibatan Orang (Involvement of People) Karyawan pada semua level merupakan faktor yang sangat penting di dalam organisasi dan keterlibatan mereka pada kemampuan yang dimilikinya akan memugkinkan untuk digunakan dalam memberi manfaat pada organisasi. Prinsip 4 : Pendekatan Proses (Process Orientation) Suatu hasil yang diinginkan akan tercapai secara efisien, apabila aktivitas dan sumber-sumber daya yang berkaitan dikelola menjadi suatu proses yang dijalankan dengan baik. Suatu proses dapat didefinisikan sebagai integrasi sekuensial dari orang, material, metode, mesin dan peralatan, dalam suatu lingkungan guna menghasilkan nilai tambah output bagi pelanggan. Prinsip 5 : Pendekatan Sistem terhadap Manajemen (System Approach to Management) Pengidentifikasian, pemahaman, dan pengelolaan dari proses-proses yang saling berkaitan satu sama lain sebagai suatu sistem, akan memberikan kontribusi pada efektivitas dan efisiensi organisasi dalam mencapai tujuan-tujuannya. Prinsip 6 : Peningkatan Terus-menerus (Continual Improvement) Peningkatan terus-menerus pada seluruh sektor dalam organisasi salah satunya yaitu kinerja organisasi harus menjadi tujuan tetap organisasi. Peningkatan terus-menerus 23 didefinisikan sebagai suatu proses yang berfokus pada upaya terus-menerus dalam meningkatkan efektivitas dan efisiensi organisasi dalam mencapai tujuan. Prinsip 7 : Pendekatan Faktaual dalam Pembuatan Keputusan (Factual Approach to Decision Making) Keputusan yang efekif merupakan keputusan yang berdasarkan pada analisis data dan informasi untuk menghilangkan penyebab dari suatu masalah, sehingga masalahmasalah kualitas dapat teselesaikan secara efektif dan efisien. Prinsip 8 : Hubungan yang Saling Menguntungkan dengan Pemasok (Mutually Beneficial Supplier Relationship) Suatu organisasi dan pemasoknya adalah saling ketergantungan, dan suatu hubungan yang saling menguntungkan akan meningkatkan kemampuan bersama dalam menciptakan nilai tambah. Sistem manajmen kualitas ISO-9000 didefinisikan sebagai standarisasi sistem manajemen kualitas yang mengelola proses pencapaian kualitas. (Yamit, 2013) mengatakan bahwa implementasi sistem manajemen kualitas ISO-9000 pada dasarnya mempunyai manfaat pokok sebagai berikut: a. Meningkatkan efisiensi kerja, efektivitas kerja dan produktivitas. b. Meningkatkan daya saing terhadap organisasi lainnya. c. Adanya jaminan konsistensi terhadap kualitas produk. d. Meningkatkan kepercayaan konsumen terhadap produk. e. Struktur kerja lebih jelas dan transparan. f. Meningkatkan keterampilan pegawai karena pembinaan SDM (Sumber Daya Manusia) terprogram dengan baik. g. Lingkungan kerja lebih rapi, bersih, dan nyaman. h. Dokumentasi dilakukan lebih teliti. 2.4 Definisi Produk Cacat Produk cacat merupakan produk yang telah gagal setelah mengalami proses produksi yang secara teknis atau ekonomis masih dapat diperbaiki menjadi produk yang sesuai dengan standar tetapi masih membutuhkan biaya tambahan dalam perbaikannya. Menurut (Kholmi & Yuningsih, 2009) dalam bukunya menjelaskan bahwa produk cacat merupakan produk yang tidak memenuhi standar yang telah ditetapkan oleh perusahaan tetapi masih bisa untuk diperbaiki. Menurut (Bustami & Nurlela, 2007) dalam bukunya menjelaskan bahwa produk cacat merupakan produk 24 yang dihasilkan dalam proses produksi, dimana produk yang dihasilkan tersebut tidak sesuai dengan standar mutu yang ditetapkan, tetapi masih bisa diperbaiki dengan mengeluarkan biaya tertentu. Definisi produk cacat menurut persepsi perusahaan yaitu merupakan suatu produk yang tidak sesuai dengan yang diharapkan. Produk cacat juga merupakan produk yang telah gagal dalam melalui proses produksi. Jadi, perusahaan tidak hanya memperhatikan produk melalui hasil produksi saja tetapi juga melihat produk dari hasil bagian-bagian dari seluruh proses produksi. Produk cacat tersebut ada yang masih bisa diperbaiki kembali dan ada yang sudah tidak bisa diperbaiki kembali sehingga perusahaan langsung membuang produk cacat tersebut. 2.5 Total Quality Management (TQM) Total Quality Management (TQM) adalah sistem yang efektif untuk mengintegrasikan pengembangan kualitas, pemeliharaan kualitas, dan upaya meningkatkan kualitas. Sistem tersebut dilakukan dalam upaya meningkatkan kualitas dari berbagai kelompok dalam suatu organisasi sehingga memungkinkan produksi dan layanan memenuhi kepuasan pelanggan (Slack, Chambers, & Johnston, 2010). Terdapat enam elemen pokok dalam sistem Total Quality Management (TQM). Keenam elemen pokok tersebut dijelaskan oleh (Kho, 2015) diantaranya adalah: 1. Fokus pada Pelanggan (Customer Focussed) Pelanggan merupakan pihak yang menentukan apakah kualitas suatu produk atau jasa yang dihasilkan oleh perusahaan dapat memenuhi dan memuaskan kebutuhan yang diinginkannya. 2. Keterlibatan Karyawan Secara Keseluruhan (Total Employee Involvement) Karyawan merupakan salah satu sumber daya yang paling penting yang harus dimiliki oleh perusahaan. Oleh karena itu, keterlibaan secara penuh harus dilakukan oleh para karyawan dalam menghasilkan produk yang berkualitas sehingga dapat memenuhi kebutuhan para pelanggan. Dalam keterlibatan tersebut, pastinya diperlukan adanya pelatihan terhadap keterampilan karyawan dalam mengerjakan tugasnya. 3. Sistem yang Terintegrasi (Integrated System) Suatu perusahaan memiliki banyak departemen yang juga didalamnya terdapat banyak keahlian dan ruang lingkup kerja yang membentuk secara vertikal 25 maupun horizontal. Departemen-departemen tersebut memerlukan suatu sistem yang terintegrasi dengan baik agar tujuan dan sasaran perusahaan dapat dikomunikasikan dengan baik kepada seluruh karyawan. 4. Peningkatan yang Berkesinambungan (Continual Improvement) Peningkatan yang berkesinambungan mendorong perusahaan untuk dapat melakukan analisis dalam menciptakan cara-cara yang lebih efektif dalam mencapai tujuan perusahaan dan memenuhi harapan semua pihak yang berkepentingan. 5. Keputusan Berdasarkan Fakta (Fact-based Decision Making) TQM mewajibkan perusahaan untuk mengumpulkan dan melakukan analisis data secara berkesinambungan agar keputusan ataupun kebijakan yang diambil benar-benar akurat dan dapat tepat sasaran. Dengan adanya suatu data, maka dapat menarik kesimpulan berdasarkan kejadian atau hasil sebelumnya. 6. Komunikasi (Communications) Operasional sehari-hari perusahaan pasti mengalami perubahan dalam strategy, kebijakan, jadwal, maupun metode pelaksanaan. Perubahan tersebut perlu dikomunikasikan dengan baik kepada semua pihak yang bersangkutan di dalam perusahaan. Komunikasi yang baik juga dapat menimbulkan motivasi dan semangat kerja dalam mencapai tujuan perusahaan. Total Quality Management (TQM) merupakan kualitas yang menekankan pada kualitas yang meliputi organisasi secara keseluruhan mulai dari pemasok sampai ke pelanggan. TQM berfokus pada komitmen manajemen yang terus-menerus mencapai keunggulan dalam aspek barang dan jasa yang penting untuk memenuhi kebutuhan pelanggan. Masing-masing dari sepuluh keputusan manajemen yang dibuat oleh manajer operasional berkaitan dengan beberapa aspek dari pengidentifikasian dan pemenuhan pelanggan (Heizer & Render, 2014). Pencapaian Total Quality Management (TQM) sangat diharapkan oleh para perusahaan diseluruh dunia. Dalam pencapaian tersebut, dibutuhkan tujuh konsep yang harus diterapkan oleh perusahaan. Ketujuh konsep tersebut disebutkan oleh (Heizer & Render, 2014) dalam bukunya yaitu Continuous improvement, six sigma, employee empowerment, benchmarking, Just-in-time (JIT), taguchi concept, dan knowledge of TQM tool. Salah satu konsep yang diguanakan oleh banyak perusahaan adalah konsep knowledge of TQM tool. Konsep tersebut merupakan upaya peningkatan karyawan 26 dan perusahaan serta untuk memberdayakan keduanya dalam melaksanakan alat manajemen kualitas total atau Total Quality Management (TQM) maka setiap bagian dari perusahaan harus dilatih dalam menggunakan alat tersebut. Alat-alat dalam manajemen kualitas ini, dikenal dengan nama seven tools 2.6 Seven Tools Seven tools adalah alat-alat statistik yang dipergunakan untuk meningkatkan kualitas dan untuk mengatasi permasalahan-permasalahan yang muncul dalam proses manufakturing. Dengan menggunakan seven tools, maka perusahaan dapat mengidentifikasi masalah dan menguragi masalah tersebut serta menemukan faktor penyebabnya. Sehingga, perusahaan dapat dengan mudah mencari tindakan perbaikan dan pencegahan dengan tepat sehingga permasalahan yang sama tidak akan muncul lagi (Kho, 2015). (Aichouni & Member SQC, 2012) dalam jurnalnya mengatakan bahwa tujuh alat kualitas dasar (seven basic quality tools) adalah alat sederhana yang dapat digunakan oleh profesional manapun untuk memudahkan proses peningkatan kualitas. Alat-alat tersebut yaitu flowchart, check sheets, histogram, scatter diagram, pareto diagram, cause and effect diagram, dan control charts. Ketujuh alat tersebut dikembangkan oleh Kaoru Ishikawa yaitu salah satu pelopor gerakan kualitas di Jepang. Flowchart merupakan sebuah deskripsi visual suatu proses. Cause and effect diagram adalah brainstorming berdasarkan masalah yang ada dan memecahkan prosedur untuk mencari masalah tersebut. Histogram, scatter diagram, dan control charts alat statistik dalam bentuk daftar grafik. Check sheet dan pareto diagram merupakan alat sederhana yang dibuat dengan pikiran yang sehat (Chauhan, Shah, & Bhatagalikar, 2013). 2.6.1 Flowchart Flowchart adalah representsi grafis dari suatu proses. Langkah penting dalam meningkatkan proses adalah pembuatan flowchart. Dengan menggunakan flowchart, maka seluruh pihak yang terlibat dalam suatu proses dapat memiliki pemahaman yang sama. Metode flowchart paling umum yang sering digunakan oleh perusahaan untuk memiliki tim yang terdiri dari orang-orang yang bekerja dalam proses dan yang memberikan input atau mengambil output dari proses serta mengembangkan grafik yang telah dibuat. Hal tersebut sangat penting untuk mencapai efektivitas 27 suatu flowchart yang selesai dengan akurat. Setelah proses flowchart selesai, maka dapat ditentukan aspek apa yang bermasalah dan membutuhkan perbaikan (Goetsch & Davis , 2014). Flowchart secara grafik menyajikan sebuah proses atau sistem dengan menggunakan kotak yang memiliki lambang dan garis yang saling berhubugan satu sama lain (Heizer & Render, 2014). Flowchart merupakan alat dasar yang mudah digunakan pada suatu perusahaan manufakturing dalam mengidentifikasikan dan menjelaskan setiap langkah dalam proses operasionalnya. Beberapa keuntungan dalam penggunaan flowchart antara lain: a) Sebagai dokumentasi prosedur kerja b) Sebagai pedoman untuk menjalankan proses operasional c) Sebagai pedoman dalam melakukan pelatihan terhadap karyawan baru d) Sebagai benchmark (patokan) e) Sebagai peta kerja untuk mencegah terjadinya kehilangan arah f) Untuk mempermudah pengambilan keputusan Gambar 2. 2 Contoh Flowchart Sumber : (Heizer & Render, 2014) 2.6.2 Check sheets Kekuatan yang berada pada tujuh alat kualitas terletak pada data. Dibanyak perusahaan, sistem yang rumit pada sumber daya manusia, mesin, dan prosedur yang ada untuk pengumpulan data. Check sheets dapat menjadi alat yang berharga dalam berbagai aplikasi yang ada dalam perusahaan. Check sheets juga memiliki bentuk yang beragam. Aturan yang dimiliki pada check sheets hanya satu yaitu pengumpulan data harus sama dengan tanda centang yang diberikan pada lembaran check sheets dan tampilan data harus mudah diterjemahkan menjadi informasi yang berguna. Tujuan dari check sheets adalah untuk memudahkan dalam pengumpulan 28 data sehingga dapat menyajikan data tersebut kedalam data yang memiliki informasi yang berguna (Goetsch & Davis , 2014). Penggunaan check sheets yang tersruktur dan distandarisasi dengan baik, maka dapat meminimalisasi perbedaan cara pengambilan data berdasarkan masingmasing orang yang terlibat didalamnya. Check sheets merupakan tools yang sering dipakai dalam industri manufakturing untuk pengambilan data pada setiap proses produksi yang kemudian diolah menjadi informasi dan hasil yang bermanfaat dalam pengambilan keputusan (Kho, 2015). Jam Cacat 1 2 A /// / B // / C / // 3 / 4 5 6 7 8 / / / /// / // /// // //// / Gambar 2. 3 Contoh Check Sheets Sumber : (Heizer & Render, 2014) 2.6.3 Histogram Menurut (Heizer & Render, 2014), histogram menunjukkan rentang nilai dari suatu pengukuran dan frekuensi pada setiap nilai yang terjadi. Histogram juga merupakan alat yang digunakan untuk memetakan frekuensi kejadian. Setiap diskusi yang dilakukan dengan para pihak yang terkait di perusahaan tersebut, harus dimulai dengan pemahaman tentang dua jenis data yang berkaitan dengan proses. Data tersebut berupa data atribut dan data variabel. Data atribut merupakan data kualitatif yang dihitung menggunakan daftar pencacahan untuk keperluan pencatatan dan analisis. Jika suatu catatan hanya merupakan suatu ringkasan atau berkaitan dengan sekumpulan persyaratan yang telah ditentukan, maka catatan tersebut disebut sebagai atribut. Data variabel merupakan data kuantitatif yang diukur dengan menggunakan alat pengukuran tertentu untuk pencatatan dan analisis. Jika suatu catatan dibuat berdasarkan keadaan saat ini, diukur secara langsung, maka karakteristik kualitas yang diukur itu disebut sebagai variabel (Mike, 2010). 29 Histogram juga merupakan tampilan betuk grafis untuk menunjukkan distribusi data secara visual atau seberapa sering suatu nilai yang berbeda terjadi dalam suatu kumpulan data. Manfaat dari penggunaan histogram adalah untuk memberikan informasi mengenai variasi yang terjadi dalam suatu proses dan membantu manajemen dalam membuat keputusan. Keputusan tersebut dilakukan dalam upaya meningkatkan proses yang berkesinambungan. Waktu perbaikan (menit) Gambar 2. 4 Contoh Histogram Sumber : (Heizer & Render, 2014) 2.6.4 Scatter Diagram Sacatter diagram atau diagram pencar adalah salah satu alat dari seven tools yang berfungsi untuk melakukan pengujian terhadap seberapa kuatnya hubungan antara dua variabel serta menentukan jenis hubungan dari dua varaibel tersebut apakah memiliki hubungan positif, hubungan negatif, atau tidak ada hubungan. Bentuk dari scatter diagram adalah gambaran grafis yang terdiri dari sekumpulan titik-titik atau yang biasa disebut point dari nilai sepasang variabel. Sepasang variabel tersebut yaitu berupa variabel X dan variabel Y (Kho, 2015). Scatter diagram berguna dalam pengujian kolerasi antara faktor proses dan karakteristik sebuah produk yang mengalir menjadi output dari proses. Tidak semua scatter diagram membutuhkan uji khusus yang harus dijalankan agar dapat memperoleh data. Data yang dibutuhkan sering disediakan pada komputer oleh perusahaan (Goetsch & Davis , 2014). (Muhammad, 2015) dalam jurnalnya mengatakan bahwa pada scatter diagram variabel independen merupakan plot pada sumbu X dan variabel dependen merupakan plot pada sumbu Y. Scatter plot memperkuat hasil dari diagram sebab 30 akibat yang akan dijelaskan selanjutnya. Pada dasarnya, terdapat tiga pola dalam scatter diagram yaitu (Kho, 2015): 1) Pola positif scatter diagram Yaitu pola yang menunjukkan hubungan atau kolerasi positif di antara variabel X dan variabel Y. Pada variabel X terdapat nilai-nilai besar yang berhubungan dengan nilai-nilai besar pada variabel Y. Sedangkan nilai-nilai kecil pada variabel X juga berhubungan dengan nilai-nilai kecil pada variabel Y. 2) Pola negatif scatter diagram Yaitu pola yang menunjukkan hubungan atau kolerasi negatif diantara varaibeL X dan variabel Y. Pada variabel X terdapat nilai-nilai besar yang berhubungan dengan nilai-nilai kecil pada variabel Y. Sedangkan nilai-nilai kecil pada variabel X juga berhubungan dengan nilai-nilai besar pada variabel Y. 3) Pola tidak memiliki hubungan (tidak berkolerasi) Yaitu pola yang mempuyai kemungkinan bahwa tidak memiliki hubungan sama sekali. Hal ini dikarenakan tidak adanya kecenderungan nilai-nilai tertentu pada variabel X terhadap nilai-nilai tertentu pada variabel Y. Ketidakhadiran Gambar 2. 5 Contoh Scatter Diagram Sumber : (Heizer & Render, 2014) 2.6.5 Control Charts Control charts atau diagram kontrol adalah alat yang sesuai untuk memantau proses. Control charts yang digunakan dengan benar akan segera mengingatkan operator untuk siap dalam setiap perubahan yang terjadi dalam sebuah proses. Pada setiap peringatan yang terjadi pada perubahan tersebut dilakukan untuk 31 menghentikan seluruh proses agar mencegah produksi produk cacat. Masalah yang telah diidentifikasi dan diperbaiki, maka proses harus diulangi dari awal. Akar penyebab atau masalah yang telah diperbaiki seharusnya sudah tidak terulang kembali (Goetsch & Davis , 2014). Control charts juga biasa dikenal sebagai statistical process control charts (SPC). Ini merupakan alat kualitas yang paling penting dan kuat untuk dapat mempelajari variasi dari sebuah proses yang menggunakan waktu. Control charts memiliki dua batas kontrol. Batasan ini menentukan batas-batas untuk nilai-nilai minimum dan nilai-nilai maksimum (Muhammad, 2015). Control charts memiliki upper line (garis atas) untuk batas kendali tertinggi (upper control limit / UCL), lower line (garis bawah) untuk batas kendali terendah (lower control limit / LCL) dan garis tengah (central line) untuk rata-rata (average). Tujuan utama dari penggunaan control charts yaitu untuk mengendalikan proses produksi sehingga dapat menghasilkan kualitas yang unggul dengan cara mendeteksi berbagai penyebab yang terjadi secara tidak alami (penyebab spesial atau penyebab yang tidak natural) atau biasa disebut dengan process shift. Process shift yaitu terjadinya pergeseran proses. Peta kontrol berdasarkan jenis data yang digunakan dapat dibedakan menjadi dua, yaitu (Kho, 2015): 1) 2) Variabel Control Charts a. Peta untuk rata-rata ( chart) b. Peta unuk rentang (R chart) c. Peta untuk standar deviasi (S chart) Aribut Control Charts a. Diagram p (p-chart) b. Diagram np (np-chart) c. Diagram c (c-chart) d. Diagram u (u-chart) Pada penelitian ini, penulis menggunakan atribute control charts. Hal ini dikarenakan pada atribute control charts memiliki kelebihan dibandingkan dengan variable control charts. Kelebihan tersebut yaitu atribute control charts dapat mengidentifikasi akar permasalahan baik di tingkat umum atau tingkat yang lebih detail dan pengendalian dapat pada semua tingkatan dalam perusahaan. Sedangakan 32 pada variable control charts, melakukan pengendalian hanya pada tingkat bawah yaitu mesin (Montgomery, 2009). (Yamit, 2013) menjelaskan lebih rinci mengenai atribute control chart, yaitu: 1. Diagram p (p-chart) P-chart digunakan untuk bagian produk yang diproduksi oleh perusahaan melalui suatu proses tidak sesuai dengan standar. Pernyataan yang tidak sesuai yang menggunakan pecahan desimal atau persentase dengan asas statistik yang melandasi p-chart biasanya disebut dengan distribusi binomal. 2. Diagram np (np-chart) Np-chart digunakan untuk mengetahui jumlah kesalahan atau cacat yang terjadi pada suatu barang yang merupakan hasil dari proses produksi. 3. Diagram c (c-chart) C-chart digunakan untuk mengetahui jumlah kesalahan atau ketidaksesuaian atau cacat dari total seluruh kesalahan dari suatu produk yang dihasilkan dari proses produksi. Produk dikatakan cacat apabila terdapat paling sedikit satu unsur ketidaksesuaian dengan spesifikasi yang telah ditentukan sebelumya. 4. Diagram u (u-chart) Diagram u merupakan suatu grafik pengendalian berdasarkan banyaknya ketidaksesuaian rata-rata per unit pemeriksaan pada suatu proses produksi. Jika c adalah jumlah ketidaksesuaian yang terjadi pada produk pada pemeriksaan dan n adalah ukuran sampel, maka banyaknya ketidaksesuaian rata-rata per unit pemeriksaan atau u adalah perbandingan antara nilai c dan nilai n. UCL CL LCL Gambar 2. 6 Contoh Control Charts Sumber : (Heizer & Render, 2014) 33 2.6.6 Pareto Diagram Pareto adalah salah satu alat yang paling penting dan berguna. Pareto merupakan serangkaian diagram batang yang sederhana dan tingginya menunjukkan dampak cacat atau masalah berdasarkan urutan banyaknya jumlah kejadian (Muhammad, 2015). Urutan tersebut mulai dari jumlah permasalahan yang paling banyak terjadi sampai yang paling sedikit terjadi. Batang grafik tertinggi (paling kiri) hingga grafik terendah (paling kanan) digambarkan dalam pareto diagram (Kho, 2015). Pareto diagram sangat bermanfaat dalam menentukan dan mengidentifikasi prioritas permasalahan yang akan diselesaikan. Permasalahan yang sering terjadi merupakan prioritas utama yang harus segera diperbaiki oleh perusahaan. Sebelum membuat pareto diagram, data yang berhubungan dengan suatu masalah atau kejadian yang ingin dianalisis harus dikumpulkan terlebih dahulu (Goetsch & Davis , 2014). A B C D E Gambar 2. 7 Contoh Pareto Diagram Sumber : (Heizer & Render, 2014) 2.6.7 Cause and Effect Diagram (Diagram Sebab-Akibat) Diagram sebab-akibat atau biasa disebut fishbone analysis merupakan suatu diagram yang menggambarkan penyebab-penyebab dari suatu akibat yang terjadi. Akibat tersebut juga dapat dikatakan sebagai masalah yang muncul pada suatu perusahaan. Diagram sebab akibat diciptakan oleh profesor Jepang yang bernama Dr. Ishikawa. 34 Menurut (Muhammad, 2015) didalam jurnalnya mengatakan bahwa diagram sebab-akibat merupakan alat yang sangat penting yang harus digunakan untuk mencari akar penyebab dari suatu masalah yang timbul. Teknik ini diterapkan dengan dua metode yaitu metode 4M dan metode 6M. Metode 4M meliputi Men, Material, Mesin dan Metode. Metode 6M digunakan apabila terjadi masalah yang sangat kompleks. Fishbone diagram akan mengidentifikasi berbagai sebab potensial dari satu efek atau masalah dan menganalisis masalah tersebut melalui sesi brainstorming. Masalah akan dipecah menjadi sejumlah kategori yang berkaitan mencakup manusia, material, mesin, prosedur, kebijakan, dan sebagainya. Setiap kategori mempunyai sebab-sebab yang perlu diuraikan melalui sesi brainstorming. Material Metode Akibat Men Mesin Gambar 2. 8 Contoh Cause and Effect Diagram Sumber : (Heizer & Render, 2014) 2.7 Failure Mode and Effect Analysis (FMEA) Failure Mode and Effect Analysis (FMEA) merupakan suatu upaya untuk menggambarkan semua kegagalan yang mungkin terjadi, efek terhadap sistem, kemungkinan terjadi, dan probabilitas kegagalan yang tidak terdeteksi. FMEA memberikan klasifikasi karakteristik yang baik untuk mengidentifikasi variabel yang penting. Tujuan dari FMEA yaitu untuk mengarahkan sumber daya yang tersedia menuju peluang yang paling menjanjikan. Kegagalan yang sangat tidak mungkin bahkan kegagalan dengan konsekuensi yang serius mungkin tidak menjadi fokus untuk upaya pencegahan (Pyzdek & Keller, 2010). FMEA memiliki dua pendekatan agar mencapi tujuan yaitu: 35 1. Pendekatan perangkat keras yang berisi daftar barang perangkat keras tersebut pada setiap individu dan menganalisis cara untuk mengatasi kegagalan yang terjadi. 2. Pendekatan fungsional yang mengatakan bahwa setiap barang yang dirancang yaitu untuk melakukan sejumlah fungsi yang dapat diklasifikasikan sebagai output. Failure Mode and Effect Analysis (FMEA) merupakan suatu prosedur yang terstruktur untuk mengidentifikasi dan mencegah sebanyak mungkin jenis-jenis kegagalan yang terjadi. FMEA digunakan untuk mengidentifikasi sumber-sumber dan akar penyebab dari suatu masalah kualitas yang terjadi pada perusahaan produksi. Suatu mode kegagalan atau jenis kegagalan adalah suatu kecacatan/kegagalan dalam desain, kondisi diluar batas spesifikasi yang telah ditetapkan, atau perubahan dalam produk yang menyebabkan terganggunya fungsi dari produk itu (Supardi, 2015). Menurut Chrysler (1995), kegunaan FMEA adalah sebagai berikut : Ketika diperlukan tindakan preventive / pencegahan sebelum masalah terjadi. Ketika ingin mengetahui / mendata alat deteksi yang ada jika terjadi kegagalan. Pemakaian proses baru Perubahan / pergantian komponen peralatan Pemindahan komponen atau proses ke arah baru Sedangkan manfaat FMEA adalah sebagai berikut : Hemat biaya. Karena sistematis maka penyelesaiannya tertuju pada potensial causes (penyebab yang potential) sebuah kegagalan / kesalahan. Hemat waktu. Hal ini dikarenakan lebih tepat pada sasaran. Failure Mode and Effect Analysis (FMEA) yang baik meliputi identifikasi kegagalan potensial yang terjadi, identifikasi penyebab dan akibat kegalalan, dan menyediakan tindak lanjut yang tepat untuk menanggulangi kegagalan. FMEA memiliki tujuh keuntungan dalam pelaksanaan proses metode tersebut. Keuntungan FMEA yaitu sistematik, lengkap, dapat mengidentifikasi tiap-tiap kegagalan yang berdampak sangat berbahaya dan mengakibatkan masalah besar untuk perusahaan, dapat mengidentifikasi kegagalan yang terpendam, dapat mengetahui dampak dari kegagalan, dapat memberikan penilaian berdasarkan kriteria pada tiap-tiap kegagalan 36 yang terjadi, dan untuk menghasilkan panduan yang baik bagi perusahaan (Noviyarsi, Muchtiar, & Meirita, 2013). Proses FMEA yang diterapkan dengan baik, maka akan membantu untuk mengidentifikasi potensi penyebab kegagalan pada manufakur atau perakitan agar dapat membangun kontrol dan mengurangi terjadinya kegagalan. Teknik ini digunakan untuk mengantisipasi adanya kegagalan yang dapat terulang kembali. FMEA menggunakan kriteria occurance dan detection unuk mengembangkan nomor prioritas pada resiko yang terjadi agar dapat diambil tindakan perbaikan terlebih dahulu. Dokumentasi dan prosedur untuk melakukan penelitian FMEA dijelaskan oleh (Rakesh, Jos, & Mathew, 2013): 1. Severity Severity adalah penilaian keseriusan efek pada modus kegagalan potensial. Dalam hal ini, harus ditentukan juga semua mode kegagalan berdasarkan kegunaan fungsional dan efek yang ada pada mode tersebut. Penilaian untuk severity dapat dilihat pada tabel berikut ini. Tabel 2. 1 Contoh Tabel Severity Rating Klasifikasi akibat Severity / effect 1 Tidak ada akibat Tidak mengakibatkan satu apapun dan tidak memerlukan penyesuaian 2 Akibat sangat Mesin tetap dapat beroperasi dengan baik dan ringan aman, hanya terjadi sedikit gangguan pada peralatan yang tidak sangat berpengaruh. Akibatnya hanya diketahui oleh operator yang profesional. 3 Akibat ringan Mesin tetap dapat beroperasi dengan baik dan aman, hanya terjadi sedikit gangguan. Akibatnya yaitu hanya diketahui oleh beberapa operator. 4 Akibat minor Mesin tetap dapat beroperasi dengan baik dan aman, hanya terdapat gangguan kecil. Akibatnya yaitu hanya diketahui oleh seluruh operator. 37 Rating Klasifikasi akibat Severity / effect 6 Akibat signifikan Mesin tetap dapat beroperasi dengan baik dan aman, tetapi menimbukan hasil kegagalan pada produk. Operator sangat tidak puas dengan kinerja mesin. Akibat major 7 Mesin tetap dapat beroperasi dengan baik dan aman, tetapi tidak dapat dijalankan dengan penuh sehingga operator merasa sangat tidak puas. Akibat ekstrem 8 Mesin tidak dapat beroperasi dan telah kehilangan fungsi utama yang terdapat di dalam mesin tersebut. Akibat serius 9 Mesin gagal beroperasi, serta tidak sesuai dengan standar peraturan dan keselamatan kerja 10 Akibat berbahaya Mesin tidak layak dioperasikan dan dapat mengakibatkan kecelakaan secara tiba-tiba. Selain itu, hal ini bertentangan dengan peraturan keselamatan. Sumber : (Setiawan, 2014) 2. Occurance Occurance adalah kesempatan bahwa salah satu spesifik atau mekanisme akan terjadi. Pada teknik ini, harus memperhatikan penyebab kegagalan dan berapa kali kejadian tersebut terjadi. Penyebab kegagalan (failure cause) adalah sesuatu yang dipandang sebagai kelemahan perancangan. Tabel 2. 2 Contoh Tabel Occurrence Rating Klasifikasi Occurance Kejadian 1 Hampir tidak pernah Kerusakan hampir tidak pernah terjadi 38 Rating Klasifikasi Occurance Kejadian 2 Remote Kerusakan jarang terjadi 3 Sangat sedikit 4 Sedikit Kerusakan yang terjadi sedikit 5 Rendah Kerusakan yang terjadi pada tingkat rendah 6 Medium Kerusakan yang terjadi pada tingkat medium 7 Sedikit tinggi 8 Tinggi 9 Sangat tinggi Kerusakan yang terjadi sangat tinggi 10 Hampir selalu Kerusakan yang terjadi hampir selalu Kerusakan yang terjadi sangat sedikit Kerusakan yang terjadi sedikit tinggi Kerusakan yang terjadi pada tingkat tinggi Sumber : (Setiawan, 2014) 3. Detection Detection adalah penilaian dari probabilitas yang terjadi. Probabilitas tersebut merupakan kontrol proses pada saat akan mendeteksi potensial atau modus kegagalan berikutnya sebelum modus kegagalan atau komponen operasi manufaktur atau lokasi perakitan sampai ke tangan pelanggan. Suatu kegagalan diasumsikan kejadiannya dan kemudian menilai kemampuan proses kontrol untuk mencegah pengiriman yang memiliki ketidaksesuaian (cacat). Secara sederhana, dapat dikatakan bahwa peringkat detection dilakukan berdasarkan mode kegagalan pada suatu produk hasil proses produksi atau mendeteksi kegagalan produk tesebut sebelum sampai ke tangan pelanggan. Tabel 2. 3 Contoh Tabel Detection Rating Klasifik Detection asi Akibat 1 Hampir pasti Kontrol selalu dapat medeteksi suatu penyebab potensial atau mekanisme kegagalan dan mode kegagalan 2 Sangat tinggi Kontrol memiliki kemungkinan sangat tinggi untuk dideteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan yang terjadi 3 Tinggi Kontrol memiliki kemungkinan tinggi untuk dideteksi 39 Rating Klasifik Detection asi Akibat penyebab potensial atau mekanisme kegagalan dan mode kegagalan yang terjadi 4 Cukup tinggi Kontrol memiliki kemungkinan cukup tinggi untuk dideteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan yang terjadi 5 Cukup Kontrol memiliki kemungkinan yang cukup untuk dideteksi penyebab potensial atau mekanisme kegagalan dan mode kegagalan yang terjadi 6 Rendah Kontrol memiliki kemungkinan rendah untuk mampu dideteksi penyebab potensialnya atau mekanisme kegagalan dan mode kegagalan yang terjadi 7 Sangat rendah Kontrol memiliki kemungkinan sangat rendah untuk mampu dideteksi penyebab potensialnya atau mekanisme kegagalan dan mode kegagalan yang terjadi 8 Sedikit Kontrol memiliki kemungkinan sedikit untuk mampu dideteksi penyebab potensialnya atau mekanisme kegagalan dan mode kegagalan yang terjadi 9 Sangat sedikit Kontrol memiliki kemungkinan sangat sedikit untuk mampu dideteksi penyebab potensialnya atau mekanisme kegagalan dan mode kegagalan yang terjadi 10 Tidak pasti Kontrol selalu tidak mampu untuk mendeteksi penyebab potensialnya atau mekanisme kegagalan dan mode kegagalan yang terjadi Sumber : (Setiawan, 2014) 4. Risk Priority Number (RPN) Risk Priority Number (RPN) merupakan indikator untuk tindakan perbaikan yang tepat dalam menentukan penyebab kegagalan. Indikator ini dapat dihitung dengan mengalikan rating severity, occurrence, dan detection. Setelah memutuskan angka severity, occurrence, dan detection, maka RPN dapat dengan mudah dihitung dengan menggunakan rumus : RPN = severity x occurrence x detection 40 Hasil yang diperoleh yaitu RPN kecil maka hasil tersebut lebih baik dibandingkan dengan hasil RPN besar. Setelah mendapatkan hasil, maka dapat dengan mudah menentukan prioritas yang diambil untuk melakukan perbaikan. 2.8 Kerangka Pemikiran Kerangka pemikiran merupakan suatu diagram yang menjelaskan secara garis besar alur dalam proses sebuah penelitian. Kerangka pemikiran dirancang oleh peneliti berdasarkan pertanyaan penelitian (research question) dan merepresentasikan suatu himpunan dari beberapa konsep serta hubungan diantara konsep-konsep tersebut (Polancic, 2007). Pada dasarnya esensi kerangka pemikiran berisi: (1) Alur jalan pikiran secara logis dalam menjawab masalah yang didasarkan pada landasan teoritik dan atau hasil penelitian yang relevan. (2) Kerangka logika (logical construct) yang mampu menunjukkan dan menjelaskan masalah yang telah dirumuskan dalam kerangka teori. (3) Model penelitian yang dapat disajikan secara skematis dalam bentuk gambar atau model matematis yang menyatakan hubungan-hubungan variabel penelitian atau merupakan rangkuman dari kerangka pemikiran yang digambarkan dalam suatu model. Di dalam menulis kerangka berpikir, ada tiga kerangka yang perlu dijelaskan, yakni: kerangka teoritis dan kerangka konseptual. Kerangka teoritis atau paradigma adalah uraian yang menegaskan tentang teori apa yang dijadikan landasan (grand theory) yang akan digunakan untuk menjelaskan fenomena yang diteliti. Kerangka konseptual merupakan uraian yang menjelaskan konsep-konsep apa saja yang terkandung di dalam asumsi teoritis yang akan digunakan untuk mengabstraksikan (mengistilahkan) unsur-unsur yang terkandung di dalam fenomena yang akan diteliti dan bagaimana hubungan di antara konsep-konsep tersebut. (Sambas, 2013) 41 Sumber Daya Sumber Daya Proses Produksi Hasil Produksi Baik Defect Konsumen Pengendalian Kualitas Seven Tools : Failure Mode and Effect Flowchart, Check Sheet, Histogram, Scatter Diagram, Control Charts, Pareto Diagram, and Fishbone Analysis Analysis (FMEA) Faktor Penyebab Jenis Defect Solusi Terbaik Pengurangan Defect Gambar 2. 9 Kerangka Pikir Sumber : Penulis 2016 42 Pada penelitian ini, penulis melakukan observasi pada PT. Aji Hero Amamindo. Awalnya, penulis melakukan pengamatan mengenai sumber daya apa saja yang digunakan oleh perusahaan untuk proses produksi. Sumber daya tersebut berkaitan dengan 4M yaitu Men, Material, Machine, dan Method yang digunakan. Penelitian ini dilanjutkan dengan pengamatan pada proses produksi yang diterapkan oleh perusahaan untuk memproduksi Air Minum Dalam Kemasan (AMDK) botol. Pengamatan tersebut meliputi awal mula proses lanjut pada bagaian tengah produksi dan sampai akhir produksi. Selain itu pengamatan pada proses produksi dilakukan juga untuk mengetahui kinerja pekerja produksi dalam melakukan proses tersebut. Pengamatan dilanjutkan kembali dengan memperhatikan hasil dari proses produksi. Hasil proses produksi tersebut berupa produk AMDK. Pengamatan tersebut dilakukan untuk mengetahui hasil produk apakah dalam keadaan yang baik atau dalam keadaan tidak baik atau defect. Apabila hasil produk tersebut baik, maka produk tersebut dilanjutkan pada proses pengepakan untuk langsung bisa ke tangan konsumen. Apabila hasil produk tersebut dalam keadaan yang tidak baik, maka dilakukan penelitian lebih lanjut untuk mengetahui penyebab dari kegagalan produksi. Pada penelitian ini, penulis hanya membahas tentang hasil produksi yang cacat. Hal ini dikarenakan produk yang defect lebih terlihat dalam memberikan kerugian bagi perusahaan. Jika hasil produksi terdapat defect, maka perusahaan harus membuang produk tersebut. Hal ini dikarenakan terdapat kesalahan dalam mealakukan proses produksi. Pada hasil produksi yang baik nantinya akan dilakukan penelitian selanjutnya. Hal ini dikarenakan pada produk yang baik, terdapat kemungkinan menjadi tidak baik ketika sampai ke tangan konsumen. Kemungkinan ini terjadi jika dalam distribusi produk tersebut ada beberapa faktor yang menjadi penyebabnya seperti cuaca, pekerja distribusi dan lain sebagainya. Pada hasil produksi yang tidak baik atau defect, penulis menangani produk tersebut dengan melakukan analisis dengan quality control yaitu menggunakan metode seven tools. Metode seven tools memiliki tujuh metode dalam penyelesainnya yaitu flowchart, check sheets, scatter diagram, histogram, fishbone diagram, pareto diagram, Statistical Process Control (SPC) atau control charts. Selain itu, penulis juga menggunakan metode Failure Mode Effect Analysis (FMEA) untuk memudahkan perusahaan dalam menentukan prioritas dalam perbaikan. 43 Langkah dalam penelitian selanjutnya yaitu dengan mengidentifikasi faktor-faktor penyebab apa saja yang menimbulkan hasil produk menjadi tidak baik. Faktor-faktor tersebut harus berdasarkan metode-metode pengendalian kualitas yang telah digunakan. Selain itu, penulis juga melakukan identifikasi jenis-jenis defect yang terdapat pada hasil produksi yang tidak baik. Setelah penulis mengetahui faktorfaktor penyebab dan jenis-jenis defect yang terjadi, maka penulis memberikan solusi terbaik untuk perusahaan. Solusi tersebut diharapkan bahwa perusahaan tidak menghasilkan produk yang tidak baik atau defect kembali. Akibatnya perusahaan dapat mengurangi produk defect yang dapat menimbulkan kerugian bagi perusahaan. Selain itu, perusahaan dapat meningkatkan produktivitas perusahaan 44 .