bab 2 landasan teori
advertisement

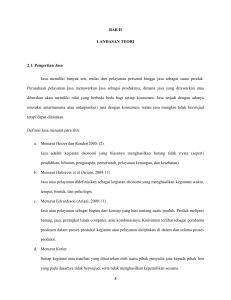
BAB 2 LANDASAN TEORI 2.1 Manajemen Operasional Menurut Heizer dan Render (2015,p:3) manajemen operasi adalah sekumpulan kegiatan yang mewujudkan nilai baik dalam bentuk barang maupun jasa dengan mengubah masukan menjadi hasil. Menurut Heizer danRender (2010:4), manajemen operasi adalah serangkaian aktivitas yang menghasilkan nilai dalam bentuk barang dan jasa dengan mengubah Input menjadi Output. Menurut J.Stevenson dan Chuong (2014,p:4), manajemen operasi adalah manajemen dari bagian organisasi yang bertanggung jawab untuk menghasilkan barang dan atau jasa. Penciptaan barang atau jasa meliputi Transformasi atau pengubahan Input menjadi Output. Berbagai Input seperti modal, tenaga kerja, dan informasi digunakan untuk menciptakan barang atau jasa dengan menggunakan satu atau lebih proses Transformasi. Menurut Prasetya dan Lukiastusi, (2009) manajemen operasi adalah serangkaian aktivitas yang menghasilkan nilai dalam bentuk barang dan jasa dengan mengubah Input menjadi Output. Kegiatan yang menghasilkan barang dan jasa berlangsung disemua organisasi, baik perusahaan manufaktur mapunjasa. Berikut di bawah ini adalah Aliran dalam Operasi Manajemen menurut (Plunkett, Allen, dan Attner,p:580): Gambar 2.1 Aliran Operasi Sumber: Plunkett, Allen, dan Attner (2013,p:580) 7 8 Jadi dapat disimpukan dari definisi diatas bahwa manajemen operasi adalah sekumpulan aktivitas atau kegiatan guna mengubah input menjadi output untuk menghasilkan barang maupun jasa yang bernilai melalui aliran operasi seperti Inputs, Transformation Processes, dan Outputs. 2.1.1 Aktifitas Manajemen Operasional Menurut Assauri (2010,p:171), aktivitas manajemen operasi terdiri dari: a. Planning (perencanaan) Kegiatan-kegiatan yang dilaksanakan dalam perusahaan akan selalu saling berhubungan antara kegiatan yang satu dengan kegiatan yang lainnya. Oleh karena itu, guna memperoleh hasil yang sebaik-baiknya perlu diadakan perencanaan yang sangat cermat dan teliti dari sistem operasi yang akan dipergunakan oleh perusahaan tersebut. Dalam rencana operasi dan produksi harus mencakup penetapan target operasi dan produksi merupakan kegiatan awal dalam pengorganisasian sistem operasi dan operasi. Jadi perencanaan operasional yang lengkap akan meliputi: Menentukan sasaran perencanaan. Menentukan strategi pelaksanaan. Menentukan organisasi yang mengacu terselenggaranya kegiatan perusahaan yang akan dicapai. Menjabarkan lingkup operasional struktur rincian pekerjaan untuk menentukan pekerjaan apa yang dikerjakan. Menyusun rangka jadwal (Scheduling) pelaksanaan masing-masing pekerjaan dan kaitanya satu dengan yang lain untuk menjawab kapan pekerjaan tersebut akan dilaksanakan. b. Mengorganisir Dibuat susunan organisasi yang memacu terselenggaranya arus kegiatan Horizontal maupun Vertical, dengan dicapainya penggunaan sumber daya secara optimal .untuk dilakukan dengan susunan organisasi yang sudah terbentuk. Dalam kegiatan itu pulan diperkenalkan pula susunan rincian lingkup pekerjaan yang mempertemukan pelaksaan dengan paket yang hendak dikerjakan. c. Pengendalian 9 Terjaminnya hasil dan keluaran dari proses operasi menentukan keberhasilan dari pengoperasian sistem operasi dan pengendalian adalah usaha yang sistematis untuk standar yang sesuai dengan sasaran perencanaan, rancangan suatu sistem informasi, membandingkan pelaksanaan dan standar, menganilisis kemungkinan adanya penyimpangan antara pelaksanaan dan standar, kemugkinan mengambil tindakan pembetulan yang diperlukan agar semua sumber daya yang digunakan secara efektif dan efesien dalam mencapai sasaran. Pengendalian merupakan kegiatan yang dilakukan untuk menjamin agar kegiatan operasi atau produksi yang dilaksanakan sesuai dengan apa yang telah direncanakan, dan apabila terjadi penyimpangan, maka penyimpangan tersebut dapat dikoreksi, sehingga apa yang diharapkan dapat tercapai. Kegiatan pengendalian yang dilakukan dalam pelaksanaan fungsi operasi ataupun produksi: Pengendalian operasi atau produksi. Kegiatan yang dilakukan untuk menjamin apa yang telah ditetapkan dalam rencana operasi atau produksi dapat terlaksana, dan bila terjadi penyimpangan dapat segera dikoreksi sehingga tidak menggangu pencapaian target operasi atau produksi. Pengendalian dan pengawasan mutu. Kegiatan ini agar menjamin agar mutu yang dihasilkan sesuai dengan standar mutu yang telah ditetapkan, sehingga dapat dihindari adanya ketidakpuasan dari konsumen. Pengendalian dan pengawasan biaya. Kegiatan ini dilakukan atas beban penggunaan bahan dan waktu dari utilisasi mesin dan tenaga kerja atau sumber daya, serta tingkat keefektifan pemanfaatanya. d. Sistem informasi operasi Pelaksanaan kegiatan dalam perusahaan ini akan semakin baik apabila didukung dengan sarana dan sistem informasi yang memadai, sehingga kesulitan dari salah satu bagian dalam perusahaan akan berperan untuk memberikan informasi berbagai fasilitas operasi atau produksi secara benar, lengkap, dan tepat waktu, sehingga pimpinan perusahaan dapat mengambil langkah-langkah yang efektif dalam upaya melaksanakan operasinya. e. Manajemen tenaga kerja (sumber daya manusia) 10 Pelaksanaan pengoperasian sistem produksi dan operasi ditentukan oleh kemampuan dan keterampilan para tenaga kerja atau sumber daya manusianya. 2.1.2 Fungsi Manajemen Operasional Menurut Hasibuan (2010,p:22-23) fungsi manajemen operasional adalah: 1. Pengadaan (Pricurement) Pengadaan adalah proses penarikan, seleksi, penempatan, orientasi, dan induksi untuk mendapatkan pegawai yang sesuai dengan kebutuhan perusahaan. 2. Pengembangan (Development) Pengembangan adalah proses peningkatan keterampilan teknis, teoritis, konseptual, dan moral pegawai melalui pendidikan dan pelatihan. 3. Kompensasi (Compensation) Kompensasi adalah pemberian jasa langsung (Direct) dan tidak langsung (Indirect) berupa uang atau barang kepada pegawai berupa imbalan jasa yang diberikan kepada perusahaan. 4. Pengintegrasian (Integration) Pengintegrasian adalah kegiatan untuk mempersatukan kepentingan perusahaan dan kebutuhan pegawai, agar tercipta kerjasama yang serasi dan saling menguntungkan perusahaan mendapatkan laba,pegawai, agar tercipta kerjasama yang serasi dan saling menguntungkan. Perusahaan mendapatkan laba, pegawai dapat memenuhi kebutuhan dari hasil pekerjaanya. 5. Pemeliharaan (Maintenance) Pemeliharaan adalah kegiatan untuk memelihara atau meningkatkan kondisi fisik, mental dan loyalitas pegawai agar mereka tetap mau bekerja sama sampai pension. 6. Kedisiplinan Kedisiplinan merupakan fungsi manajemen sumber daya manusia yang terpenting dan kunci terwujudnya tujuan karena tanpa disiplin yang baik sulit terwujud tujuan yang memaksimalkan kedisiplinan adalah keinginan dan kesadaran untuk mentaati peraturan-peraturan perusahaan dan norma-norma sosial. 7. Pemberhentian (Separation) 11 Pemberhentian adalah putusnya hubungan kerja seseorang dari perusahaan. Pemberhentian ini disebabkan atas keinginan pegawai, perusahaan,kontrak kerja berakhir, pensiun dan sebab-sebab lainnya secara sepihak. 2.2 Perencanaan Perencanaan ialah menyeleksi dan menghubungkan pengetahuan, fakta, imajinasi, dan asumsi untuk masa yang akan datang dengan tujuan memvisualisasi dan memformulasi hasil yang diinginkan, urutan kegiatan yang diperlukan, dan perilaku dalam batas-batas yang dapat diterima yang akan digunakan dalam penyelesaian (Cunningham dalam Uno, 2009,p:1). Perencanaan adalah suatu cara untuk mengantisipasi dan menyeimbangkan perubahan (Robbins dalam Uno, 2009,p: 1). Menurut Hasibuan (2012,p:1) perencanaan adalah penentuan program personalia, diantaranya meliputi perencanaan kebutuhan, pengadaan, pengembangan dan pemeliharaan sumber daya manusia yang akan membantu terciptanya sasaran yang telah disusun oleh perusahaan. Program kepegawaian yang baik akan membantu tercapainya tujuan perusahaan, karyawan dan masyarakat. 2.2.1 Perencanaan Bahan Baku Menurut Syamsuddin (2004,p:281-285) persediaan barang mentah (Raw Material) adalah merupakan persediaan yang dibeli oleh perusahaan untuk diproses menjadi barang setengah jadi atau produk akhir dari perusahaan. Dalam beberapa hal dimana perusahaan industri memproduksi barang-barang yang sangat kompleks, maka persediaan barang mentah mungkin terdiri dari barang-barang setengah jadi ataupun barang jadi yang sudah diproses oleh perusahaan lain, misalnya perusahaan mobil akan membeli ban atau radio yang merupakan kelengkapan dari mobil yang diproduksinya dari perusahaan lain. Setiap perusahaan industri manufaktur harus mempunyai persediaan bahan dalam bentuk apapun karena hal tersebut mutlak diperlukan dalam produksi yang dilakukan. Adapun jumlah bahan mentah yang harus dipertahankan oleh perusahaan akan sangat tergantung yaitu meliputi: Lead Time (waktu yang dibutuhkan sejak saat pemesanan sampai bahan diterima). Jumlah pemakaian. 12 Jumlah investasi dalam persediaan. Karakteristik fisik dari bahan mentah yang dibutuhkan. Faktor kelancaran lead time perlu dipertimbangkan dengan sebaikbaiknya mengingat adanya tenggang waktu antara saat pemesanan dengan saat penerimaanbarang. Dengan kata lain perusahaan perlu menetapkan suatu jumlah minimum pada saat pemesanan bahan sehingga pada saat bahan tersebut diterima jumlah persediaan masih berada pada titik yang memungkinkan perusahaan berproduksi secara normal. Frekuensi atau jumlah pemakaian bahan mentah juga mempengaruhi tingkat persediaan. Semakin sering atau semakin banyak suatu bahan digunakan dalam proses produksi maka akan semakin besar jumlah persediaan bahan yang dibutuhkan oleh perusahaan. Jumlah investasi yang dibutuhkan dalam persediaan akan sangat mempengaruhi tingkat persediaan perusahaan. Faktor lain juga mempengaruhi tingkat persediaan bahan mentah adalah karakteristik fisik dari bahan mentah itu sendiri, seperti besar kecilnya ukuran bahan mentah atau bahan tersebut mudah rusak atau tidak. Keempat faktor tersebut di atas perlu diperhatikan secara baik dan dipertimbangkan dengan seksama dalam menentukan jumlah persdiaan bahan mentah yang harus dipertahankan dalam perusahaan. Kebutuhan masingmasing bahan mentah dalam proses produksi haruslah dapat dipenuhi, namun pada saat yang sama harus dipertimbangkan faktor biaya, sehingga jumlah modal yang di investasikan dalam persediaan bahan mentah tidak terlalu tinggi. 2.2.2 Material Requirement Planning Metode Material Requirement Planning merupakan salah satu metode yangdigunakan untuk mengelola persediaan bahan baku. Menurut Heizer dan Render (2010,p:198) Material Requirement Planning adalah sebuah teknik permintaan terikatyang menggunakan daftar kebutuhan bahan, persediaan, penerimaan yangdiperkirakan dan jadwal produksi induk untuk menentukan perencanaan persediaandan penjadwalan bahan baku pada proses produksi agar bisa meminimalisasi biaya-biayapenyimpanan dan mengurangi kerusakan bahan baku di perusahaan. Menurut Heizer dan Render (2015,p:641) Material Requirement Planning adalah suatu teknik permintaan dependen yang menggunakan material, 13 persediaan, penerimaan yang diharapkan, dan perencanaan kebutuhan bahan material. 2.2.2.1 Tahapan Material Requirement Planning Menurut Heizer dan Render (2010,p:201)Ada empat tahap dalam proses perencanaan kebutuhan material, tahapantersebut adalah sebagai berikut: 1. Netting, atau proses perhitungan jumlah kebutuhan bersih. 2. Lotting, atau proses penentuan besar lot size. 3. Offsetting, atau proses penentuan saat melakukan pemesanan. 4. Explosion, atau proses penguraian kebutuhan dalam bagian-bagian produk yang paling kecil. 2.2.2.2 Manfaat Material Requirement Planning Manfaat Material Requirement Planning menurut Heizer dan Render (2015,p:641) sebagai berikut : 1. Memberikan respon secara lebih baik bagi pesanan dari konsumen sebagai hasil dari peningkatan kepatuhan pada jadwal. 2. Memberikan respon dengan lebih cepat atas perubahan pangsa pasar. 3. Meningkatkan pemanfaatan sarana dan sumber daya manusia. 4. Mengurangi jumlah persediaan. 2.2.2.3 Persyaratan Model Persediaan Dependen Menurut Heizer dan Render (2015,p:642) persyaratan model persediaan dependen untuk menentukan bahwa manajer operasional mengetahui pemakaian yang efektif atas model persediaan sebagai berikut : 1. Jadwal produksi utama (apa yang harus dibuat dan kapan). 2. Spesifikasi atau daftar bahan (bahan material dan suku cadang yang diperlukan untuk menciptakan suatu produk). 3. Ketersediaan persediaan (apa yang menjadi stok perusahaan). 4. Pesanan pembelian yang beredar (apa yang terdapat dalam pesanan, disebut juga sebagai penerimaan yang diharapkan). 2.2.2.4 Pembahasan Persyaratan Perencanaan Kebutuhan Bahan Material 2.2.2.4.1 Jadwal Produksi Induk (Master Production Schedule) 14 Menurut Heizer dan Render (2015,p:642-643) jadwal produksi induk (Master Production Schedule) adalah jadwal yang menspesifikasikan apa yang harus dihasilkan (sejumlah penyelesaian produk atau barang jadi) dan kapan. Jadwal harus disesuaikan dengan keseluruhan rencana. Rencana keseluruhan menetapkan tingkat Output dalam cakupan yang lebih luas secara menyeluruh (misalnya, kelompok produk, standar jam, ataupun jumlah dolar). Rencana biasanya dikembangkan oleh tim penjualan dan perencanaan operasional, meliputi beraneka jenis Input, termasuk data keuangan, jumlah permintaan dari konsumen, kemampuan teknik, ketersediaan tenaga kerja, fluktuasi persediaan, kinerja pemasok, dan pertimbangan-pertimbangan lainnya. Masing-masing Input ini memberikan andil sendiri pada rencana keseluruhan. 2.2.2.4.2 Daftar Bahan (Bill of Material – BOM) Menurut Heizer dan Render (2015,p:644) daftar bahan (Bill of Material – BOM) merupakan daftar kuantitas komponen, bahan-bahan dan bahan material yang diperlukan untuk menciptakan suatu produk. Penggambaran individu bukan hanya berupa sebuah dimensi fisik, tetapi juga beberapa proses tertentu sebagaimana bahan mentah dari mana masing-masing bagian akan dihasilkan. 2.2.2.4.3Daftar Suku Cadang (Modular Bills) Suku cadang bukan menjadi produk akhir yang akan dijual, tetapi komponen yang dapat diproduksi dan dirakit menjadi suatu unit barang. Mereka merupakan komponen utama produk atau pilihan produk.Daftar bahan atas suku cadang ini dikenal dengan daftar suku cadang (Modular bills). Daftar suku cadang sangat mudah karena penentuan jadwal produksi dan kegiatan produksi sering kali difasilitasi dengan menetapkan seputar beberapa suku cadang terkait daripada sejumlah besar perakitan akhir (Heizer dan Render 2015,p:645-646) 2.2.2.4.4 Daftar Perencanaan atau Peralatan (Planning Bill or Kit) Dua jenis daftar bahan yang istimewa lainnya adalah daftar perencanaan dan daftar bayangan.Daftar perencanaan (Planning Bills) kadangkala disebut dengan daftar “semu”, atau daftar istimewa yang dibuat untuk menugaskan induk buatan atas daftar bahan.Pemakaian daftar seperti berikut: 15 1. ketika kita ingin mengelompokkan subperakitan sehingga sejumlah barang yang harus dijadwalkan dapat dikurangi. 2. ketika kita ingin mengeluarkan “Kit” pada departemen produksi. Sebagai contoh, menjadi tidak efesien untuk mengeluarkan barang-barang yang tidak mahal, misalnya mesin cuci dan pasak dengan tiap-tiap subperakitan yang banyak sekali sehingga kita dapat menyebutkan dengan peralatan dan menghasilkan daftar perencanaan. Daftar perencanaan juga dikenal dengan nama bahan material (Kitted Material) yang dibuat menjadi peralatan (Heizer dan Render 2015,p:646). 2.2.2.4.5 Daftar Bahan Bayangan (Phantom Bill of Material) Menurut Heizer dan Render (2015,p:646) daftar bahan bayangan (Phantom Bill of Material) adalah daftar bahan bagi komponen, biasanya subperakitan, yang hanya terjadi sementara. Komponen-komponen ini langsung masuk ke perakitan lainnya dan tidak pernah disimpan. Oleh karenanya, komponen daftar bahan bayangan akan diberikan kode untuk memperoleh perlakuan khusus; waktu tunggu adalah nol, dan mereka diperlakukan sebagai bagian yang tidak terpisahkan dengan barang induk mereka. Sebagai contoh perakitan poros transmisi dengan roda gigi dan bantalan yang ditempatkan secara langsung pada transmisi. 2.2.2.4.6 Pengodean Level-Rendah (Low-Level Coding) Pengodean level-rendah (Low-Level Coding) suatu barang dalam BOM diperlukan ketika terdapat barang-barang yang serupa pada beraneka ragam level dalam BOM. Pengodean level-rendah berarti bahwa barang-barang akan diberikan kode pada level terendah saat terjadinya. Pengodean level-rendah merupakan suatu konvensi yang memungkinkan penghitungan kebutuhan suatu barang secara mudah (Heizer dan Render 2015,p:646). 2.2.2.4.7 Waktu Tunggu (Lead Time) Ketika para manajer dapat menentukan kapan produk diperlukan, mereka mengetahui kapan harus memperolehnya.Waktu yang dibutuhkan untuk memperolehnya (berupa, pembelian, produksi, atau perakitan) suatu barang tersebut dengan waktu tunggu (Lead Time).Waktu tunggu bagi barang yang dipabrikasi terdiri atas waktu pindah, persiapan, dan perakitan atau pengerjaan bagi tiap-tiap 16 komponen. Untuk barang yang dibeli, maka waktu tunggu meliputi waktu di antara pengakuan atas kebutuhan pesanan dan ketika tersedia bagi produksi. (Heizer dan Render 2015,p:647). 2.2.2.4.8 Rencana Kebutuhan Kotor Bahan Material (Gross Material Requirements Plan) Menurut Heizer dan Render (2015,p:648) rencana kebutuhan kotor bahan material atau Gross Material Requirements Plan adalah sebuah jadwal suatu barang harus dipesan dari para pemasok jika tidak terdapat persediaan yang dimiliki atau ketika produksi suatu barang harus dimulai untuk memenuhi permintaan produk akhir pada tanggal tertentu. 2.2.2.5 Rencana Kebutuhan Bersih (Net Requirement Plan) Menurut Heizer dan Render (2015,p:648) rencana kebutuhan bersih atau Net Requirement Plan yaitu hasil penyesuaian rencana kebutuhan bersih untuk menyesuaikan persediaan yang dimiliki. Dalam pembahasan mengenai persediaan yang dimiliki, maka kita harus menyadari bahwa banyak barang dalam persedian. 2.2.2.6 Pendekatan Material Requirement Planning 1. Pendekatan EOQ Menurut Heizer dan Render (2010,p:320) EOQ merupakan salah satu teknik pengendalian persediaan tertua dan paling terkenal. Teknik ini relatif mudah digunakan, tetapi didasarkan pada beberapa asumsi sebagai berikut : 1) Tingkat permintaan diketahui dan bersifat konstan. 2) Lead Time waktu antara pemesanan dan penerimaan pesanandiketahui dan bersifat konstan. 3) Persediaan diterima dengan segera. Dengan kata lain, persediaan yang dipesan tiba dalam bentuk kumpulan produk, pada satu waktu. 4) Tidak mungkin diberikan diskon. 5) Biaya variabel yang muncul hanya biaya pemesanan dan biaya pemyimpanan persediaan sepanjang waktu. 6) Keadaan kehabisan Stock (kekurangan) dapat dihindari sama sekali bila pemesanan dilakukan pada waktu yang tepat.Dengan adanya pengendalian persediaan bahan baku, makaperusahaan sangat perlu untuk dapat 17 menentukan kuantitas pembelian yang optimal (sering disebut EOQ). Dengan EOQ, perusahaan akan dapat menentukan berapa jumlah pesanan yang paling ekonomis dengan ditentukannya kebutuhan dalam periode tertentu, biaya pesan, dan biaya simpan. Dalam menerapkan EOQ ada biaya - biaya yang diperhitungkan dalam penentuan jumlah pembelian yaitu : a) Biaya Pemesanan Biaya pemesanan merupakan biaya yang langsung terkait dengan kegiatan pemesanan yang dilakukan perusahaan.Biaya pemesanan berubah ubah sesuai frekuensi pemesanan. Dengan demikian semakin sering perusahaan melakukan pemesanan bahan, maka biaya pemesanan akan semakin besar. Biaya pemesanan berfluktuasi, bukan dengan jumlah yang dipesan tetapi dengan frekuensi pesan.Contoh biayapemesanan yaitu: biaya telepon, biaya faximile, biaya administrasi. b) Biaya Penyimpanan Biaya Penyimpanan adalah Biaya yang harus ditanggung perusahaan sehubungan dengan adanya bahan baku yang disimpan di dalam perusahaan. Biaya penyimpanan berfluktuasi sesuai dengan tingkat persediaan, semakin besar pula biaya simpannya. Contoh biaya penyimpanan antara lain: biaya simpan bahan, biaya asuransi, biaya kerusakan bahan dalam penyimpanan, biaya pemeliharaan bahan, biaya sewa gedung persatuan unit bahan, biaya fasilitas penyimpanan. Hubungan antara kedua jenis biaya (biaya pesan dan biaya simpan), dengan jumlah pesanan dapat dilihat dari gambar sebagai berikut : Gambar 2.2 Biaya Persediaan Metode EOQ Sumber: Heizer dan Render (2010) 18 Biaya pesan menunjukkan kurva menurun dengan tingkat yang semakin rendah. Walaupun demikian, kurva ini tidak akan pernah memotong sumbu mendatar, yaitu sumbu jumlah pesanan. Hal ini disebabkan karena apabila jumlah yang dipesan sedikit, maka dalam satu tahun berarti melakukan pesanan yang berulang kali (frekuensi pemesanan tinggi).Dengan demikian biaya pesannya juga tinggi.Sebaiknya apabila jumlah yang dipesan besar, maka frekuensi pesanan rendah, dengan demikian biaya pesannya rendah. Biaya simpan sebaliknya, merupakan garis yang selalu meningkat dengan semakin besarnya jumlah barang yang dipesan.Dan garis ini berbentuk lurus, karena biaya simpan dianggap proporsional kenaikannya.Semakin besar barang yang dipesan, semakin besar pula biaya simpannya. Dengan demikian garisnya akan berasal dari titik nol, kemudian meningkat sesuai dengan jumlah barang yang dipesan. Biaya Persediaan diberi notasi TIC, merupakan penjumlahan dari biaya pesan dan biaya simpan. TIC minimum, maka dalam jumlah pesanan tersebut dikatakan jumlah pesanan yang paling ekonomis (EOQ), dan rumus yang digunakan untuk menghitung TIC yaitu : Dimana: TIC = Total Biaya Persediaan Q = Jumlah barang setiap pemesanan D = Permintaan Tahunan barang persediaan dalam unit S = Biaya pemesanan untuk setiap pemesanan H = Biaya penyimpanan Sedangkan untuk menentukan jumlah Pesanan yang ekonomis (EOQ) adalah sebagai berikut : 19 Dimana : Q* = Jumlah pesanan yang ekonomis D = Jumlah kebutuhan bahan dalam satuan unit pertahun S = Biaya pemesanan untuk setiap kali H = Biaya penyimpanan per unit per tahun 2.2.2.7 Pendekatan Lot for Lot (LFL) Lot for Lot adalah pendekatan sederhana dalam menentukan Schedule pemesanan untuk setiap periode. Dalam membeli item jumlah yang dibutuhkan dapat ditentukan secara pasti untuk setiap periode, dengan demikian item diperoleh dari period ke periode.pendekatan ini menghilangkan biaya penyimpanan, karena persediaan nol pada setiap periode. Off Setting Off Setting bertujuan untuk menentukan saat tepat untuk melakukan rencana pemesanan untuk memenuhi net requirements di atas. Rencana pemesanan (Planned Order Receipts) diperoleh dengan cara mengurangkan saat awal tersedianya net requirement yang diinginkan dengan Lead Time. Exploding / Explosion Adalah proses perhitungan kebutuhan (Gross Requirement) untuk item pada level yang paling bawah. Dasar untuk menentukan kebutuhan, item-item ini didalam tiap tahap, langsung maupun tidak langsung, yang diturunkan dari MPS, bergantung pada posisinya pada struktur produk. Pendekatan Lot for Lot menurut Heizer dan Render (2010) adalah pendekatan yang terfokus pada biaya pemesanan karena seluruh pemesanan yang dilakukan tepat sesuai dengan kebutuhan dan tidak ada persediaan yang dipersiapkan untuk periode selanjutnya. 2.2.2.8 Fixed Period Requirement Menurut Heizer dan Render (2010), Teknik Fixed Period Requirement ini menggunakan konsep interval pemesanan yang konstan, sedangkan ukuran kuantitas pemesanan (Lot Size) bervariasi. Bila dalam metode FOQ besarnya jumlah ukuran lot 20 adalah tetap sementara selang waktu antar pemesanan tidak tetap, sedangkan dalam metode FPR ini selang waktu antar pemesanan dibuat tetap dengan ukuran lot sesuai pada kebutuhan bersih. Ukuran kuantitas pemesanan tersebut merupakan penjumlahan kebutuhan bersih dari setiap periode yang tercakup dalam interval pemesanan yang telah ditetapkan. Penetapan interval penetapan dilakukan secara sembarang. Pada teknik FPR ini, jika saat pemesanan jatuh pada periode yang kebutuhan bersihnya sama dengan nol, maka pemesanannya dilaksanakan pada periode berikutnya. Dalam penelitian ini, interval Fixed Period Requirement yang digunakan adalah 2 hari. Hal ini didapat dari persetujuan dengan pihak perusahaan yang memang menyatakan bahwa pemesanan untuk seluruh bahan baku yang diteliti maksimal adalah dua hari sekali 2.3 Kerangka Pemikiran Kerangka pemikiran dari penelitian ini dapat diuraikan sebagai berikut: PT. Prima Market Abadi Jaya Biaya Bahan Baku Waktu Pemesanan Bill Of Material Lead Time Rencana Kebutuhan Netto Lot for Lot Economic Order Quantity Simpulan Kebutuhan Bahan Baku Paling Optimal Fixed Period Requirements