Resume Artikel Prosman “Welding”
advertisement

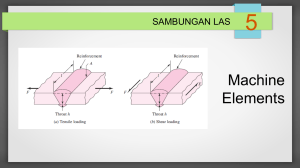
Resume Artikel Prosman “Welding” Setiawan Adi Nugroho 082677 T. Industri (NR) Pengelasan • Pengelasan adalah sebuah susunan atau susunan proses yang menghubungkan bahan-bahan, biasanya logam atau termoplastik, dengan menyebabkan koalesensi. Hal ini sering dilakukan oleh pencairan yang workpieces dan menambahkan bahan pengisi untuk membentuk bahan cair renang (kolam renang yang melas) yang mendingin menjadi sendi yang kuat, dengan tekanan kadang-kadang digunakan bersamasama dengan panas, atau dengan sendirinya, untuk memproduksi mengelas . Hal ini kontras dengan solder dan mematri, yang melibatkan meleleh-leleh yang lebih rendah-titik materi antara workpieces untuk membentuk sebuah ikatan antara mereka, tanpa melelehkan workpieces • Berbagai sumber energi yang dapat digunakan untuk pengelasan, termasuk gas api dengan sebuah busur listrik, yang laser, sebuah berkas elektron, gesekan, dan USG. Meskipun sering sebuah proses industri, pengelasan dapat dilakukan dalam berbagai lingkungan, termasuk udara terbuka, di bawah air dan di luar angkasa. Terlepas dari lokasi, bagaimanapun, pengelasan tetap berbahaya, dan tindakan pencegahan yang diambil untuk menghindari luka bakar, sengatan listrik, kerusakan mata, asap beracun, dan overexposure ke sinar ultraviolet. • Sampai akhir abad ke-19, satu-satunya proses pengelasan bengkel las, yang pandai besi telah digunakan selama berabad-abad untuk bergabung besi dan baja dengan memanaskan dan memalu mereka. Arc las dan las oxyfuel merupakan yang pertama untuk mengembangkan proses-proses di akhir abad, dan perlawanan pengelasan mengikuti setelahnya. Teknologi pengelasan maju dengan cepat pada awal abad ke-20 saat Perang Dunia I dan Perang Dunia II mendorong permintaan untuk bergabung dengan dapat diandalkan dan murah metode. Setelah perang, beberapa teknik pengelasan modern dikembangkan, termasuk metode manual seperti pengelasan busur logam terlindung, sekarang salah satu yang paling populer metode pengelasan, serta semi-otomatis dan otomatis proses seperti pengelasan busur logam gas, pengelasan busur terendam, fluks pengelasan busur-buang biji dan electroslag pengelasan. Perkembangan dilanjutkan dengan penemuan sinar laser las dan pengelasan berkas elektron di paruh kedua abad. Hari ini, ilmu terus maju. Robot pengelasan menjadi lebih lumrah dalam pengaturan industri, dan peneliti terus mengembangkan metode pengelasan baru dan memperoleh pemahaman yang lebih besar kualitas las dan properti. Sejarah • Sejarah logam bergabung kembali beberapa milenium, dengan contoh-contoh paling awal pengelasan dari Zaman Perunggu dan Zaman Besi di Eropa dan Timur Tengah. Welding digunakan dalam pembangunan pilar besi di Delhi, India, didirikan sekitar 310 AD dan berat 5,4 metrik ton. [1] Para Abad Pertengahan membawa kemajuan di bengkel las, di mana ditumbuk pandai besi logam dipanaskan berulang kali sampai ikatan terjadi. Pada tahun 1540, Vannoccio Biringuccio diterbitkan De la pirotechnia, yang mencakup deskripsi operasi penempaan. Renaisans pengrajin yang terampil dalam proses, dan industri terus tumbuh selama berabad-abad berikut. [2] Welding Namun, berubah selama abad ke-19 . Tahun 1802, ilmuwan Rusia Vasily Petrov menemukan busur listrik [3] dan kemudian diusulkan kemungkinan aplikasi praktis, termasuk pengelasan. created the first electric arc welding method known as carbon arc welding , using carbon electrodes. Dalam penemu 1.881-82 Rusia Nikolai Bernardos menciptakan busur listrik pertama yang dikenal sebagai metode pengelasan busur karbon pengelasan, dengan menggunakan elektroda karbon. (1888), and an American, CL Coffin . Kemajuan dalam pengelasan busur dilanjutkan dengan penemuan elektroda logam pada akhir 1800-an oleh seorang Rusia, Nikolai Slavyanov (1888), dan seorang Amerika, CL Coffin. released a coated metal electrode in Britain , which gave a more stable arc. Sekitar 1900, AP Strohmenger merilis sebuah elektroda logam dilapisi di Britain, yang memberikan busur yang lebih stabil. proposed the usage of three-phase electric arc for welding. Pada tahun 1905 ilmuwan Rusia Vladimir Mitkevich mengusulkan penggunaan tiga fase untuk pengelasan busur listrik. but did not become popular for another decade. [ 4 ] Pada tahun 1919, arus bolak-balik pengelasan diciptakan oleh CJ Holslag tetapi tidak menjadi populer untuk satu dasawarsa • Perlawanan las juga berkembang selama dekade terakhir abad ke-19, dengan paten pertama akan Elihu Thomson pada 1885, yang menghasilkan kemajuan lebih lanjut selama 15 tahun. Las termit ditemukan pada 1893, dan sekitar waktu itu proses lain, oxyfuel pengelasan, menjadi mapan. Asetilen ditemukan pada 1836 oleh Edmund Davy, tetapi penggunaannya tidak praktis dalam pengelasan sampai sekitar tahun 1900, ketika seorang sesuai obor las dikembangkan. [5] Pada mulanya, oxyfuel pengelasan adalah salah satu metode pengelasan lebih populer karena yang portabilitas dan biaya yang relatif rendah. Ketika abad ke-20 berlangsung, bagaimanapun, itu jatuh dari nikmat untuk aplikasi industri. Hal ini sebagian besar diganti dengan busur pengelasan, sebagai penutup logam (dikenal sebagai fluks) untuk elektrode yang menstabilkan busur dan perisai bahan dasar dari kotoran terus dikembangkan. [6] Perang Dunia I menyebabkan kenaikan besar dalam penggunaan proses pengelasan, dengan berbagai kekuatan militer berusaha untuk menentukan mana di antara beberapa proses pengelasan baru yang terbaik. , with an entirely welded hull. Terutama digunakan Inggris arc welding, bahkan membangun sebuah kapal, yang Fulagar, dengan dilas sepenuhnya lunas. Arc welding pertama kali digunakan untuk pesawat selama perang juga, beberapa pesawat Jerman fuselages dibangun dengan menggunakan proses. [7] Juga yang patut dicatat adalah jalan dilas pertama jembatan di dunia, dirancang oleh Stefan Bryła dari Warsawa University of Technology di 1927, dan dibangun di seberang sungai Słudwia Maurzyce dekat Łowicz, Polandia pada tahun 192 • Selama abad pertengahan, banyak metode pengelasan baru diciptakan. 1930 melihat pelepasan pejantan pengelasan, yang segera menjadi populer di galangan kapal dan konstruksi. Submerged arc welding diciptakan tahun yang sama dan terus menjadi populer saat ini. successfully implemented the first underwater electric arc welding. Gas tungsten arc welding , after decades of development, was finally perfected in 1941, and gas metal arc welding followed in 1948, allowing for fast welding of non- ferrous materials but requiring expensive shielding gases. Shielded metal arc welding was developed during the 1950s, using a flux coated consumable electrode, and it quickly became the most popular metal arc welding process. Pada tahun 1932 Rusia, Konstantin Khrenov berhasil dilaksanakan di bawah air pertama pengelasan busur listrik. Gas tungsten arc welding, setelah puluhan tahun pembangunan, akhirnya disempurnakan pada tahun 1941, dan gas pengelasan busur logam diikuti pada tahun 1948, memungkinkan untuk pengelasan cepat non-ferrous material tapi mahal yang memerlukan gas melindungi. terlindung pengelasan busur logam dikembangkan selama tahun 1950-an, menggunakan berlapis fluks elektroda habis, dan dengan cepat menjadi yang paling populer proses pengelasan busur logam. Pada tahun 1957, fluks pengelasan busur-buang biji proses debutnya, di mana diri terlindung kawat elektroda dapat digunakan dengan peralatan otomatis, sehingga sangat meningkatkan kecepatan pengelasan, dan tahun yang sama, pengelasan busur plasma diciptakan. Electroslag pengelasan diperkenalkan di 1958, dan itu diikuti dengan sepupunya, electrogas pengelasan, pada tahun 1961. [11] Pada tahun 1953 ilmuwan Soviet NF Kazakov mengusulkan ikatan difusi metode • Lain perkembangan terakhir di tahun 1958 termasuk pengelasan terobosan dari berkas elektron pengelasan, membuat pengelasan dalam dan sempit mungkin melalui sumber panas terkonsentrasi. Menyusul penemuan laser pada tahun 1960, pengelasan sinar laser debutnya beberapa dekade kemudian, dan telah terbukti sangat berguna dalam kecepatan tinggi, otomatis pengelasan. Kedua proses ini, bagaimanapun, tetap sangat mahal karena tingginya biaya peralatan yang diperlukan, dan hal ini telah membatasi aplikasi mereka. [13] Proses • Proses-proses ini menggunakan las listrik untuk menciptakan dan menjaga busur listrik antara elektroda dan bahan dasar untuk mencairkan logam di titik pengelasan. Mereka dapat menggunakan salah arus searah (DC) atau bolak-balik (AC) saat ini, dan konsumsi atau non-habis elektroda. Daerah pengelasan kadang-kadang dilindungi oleh beberapa jenis inert atau semi-gas inert, yang dikenal sebagai gas melindungi, dan bahan filler kadang-kadang digunakan juga. • Untuk pasokan energi listrik yang diperlukan untuk proses pengelasan busur, sejumlah pasokan daya yang berbeda dapat digunakan. Pengelasan yang paling umum adalah konstan pasokan listrik saat ini pasokan listrik dan konstan tegangan catu daya. Dalam pengelasan busur, panjang busur secara langsung berhubungan dengan tegangan, dan jumlah panas masukan adalah terkait dengan arus. Catu daya arus konstan yang paling sering digunakan untuk proses pengelasan manual seperti gas tungsten arc welding dan terlindung pengelasan busur logam, karena mereka mempertahankan arus yang relatif konstan, bahkan ketika tegangan bervariasi. Hal ini penting karena di manual las, dapat sulit untuk memegang sempurna elektroda mantap, dan sebagai hasilnya, panjang busur dan dengan demikian tegangan cenderung berfluktuasi. Catu daya tegangan konstan terus tegangan konstan dan bervariasi saat ini, dan sebagai hasilnya, yang paling sering digunakan untuk proses pengelasan otomatis seperti gas pengelasan busur logam, buang biji fluks pengelasan busur, dan pengelasan busur terendam. Dalam proses ini, panjang busur dijaga konstan, karena setiap fluktuasi dalam jarak antara kawat dan bahan dasar dengan cepat diperbaiki oleh perubahan besar arus. Misalnya, jika kawat dan bahan dasar terlalu dekat, arus yang cepat akan meningkat, yang pada gilirannya menyebabkan panas untuk meningkatkan dan ujung kabel meleleh, kembali ke jarak aslinya. • Jenis saat ini digunakan dalam pengelasan busur juga memainkan peran penting dalam pengelasan. Consumable elektroda terlindung proses seperti pengelasan busur logam dan gas pengelasan busur logam pada umumnya menggunakan arus langsung, tetapi elektroda dapat diisi baik positif maupun negatif. Dalam pengelasan, bermuatan positif anoda akan memiliki konsentrasi panas yang lebih besar, dan sebagai hasilnya, mengubah polaritas elektroda memiliki dampak pada properti weld. Jika elektroda bermuatan positif, logam dasar akan menjadi lebih panas, meningkatkan penetrasi dan pengelasan las kecepatan. Selain itu, sebuah hasil elektrode bermuatan negatif lebih dangkal Welds. [15] Nonconsumable proses elektroda, seperti gas tungsten arc welding, dapat menggunakan kedua jenis arus searah, serta arus bolak-balik. Namun, dengan arus langsung, karena hanya menciptakan elektroda busur dan tidak menyediakan bahan pengisi, elektrode yang bermuatan positif menyebabkan Welds dangkal, sedangkan elektroda bermuatan negatif membuat lebih Welds. [16] bolak bergerak cepat saat ini antara kedua, yang mengakibatkan menengah Welds penetrasi. Salah satu kelemahan dari AC, fakta bahwa busur harus dinyalakan kembali setelah setiap nol persimpangan, telah berbicara dengan penemuan kekuatan khusus unit yang menghasilkan gelombang persegi pola bukannya normal gelombang sinus, membuat penyeberangan nol cepat mungkin dan meminimalkan efek dari masalah. [17] • Salah satu tipe yang paling umum adalah pengelasan busur logam terlindung las busur (SMAW), yang juga dikenal sebagai pengelasan busur logam manual (MMA) atau batang las. Arus listrik digunakan untuk menyerang busur antara konsumsi bahan dasar dan elektroda batang, yang terbuat dari baja dan ditutupi dengan fluks yang melindungi daerah las dari oksidasi dan kontaminasi dengan menghasilkan CO 2 gas selama proses pengelasan. Inti elektroda itu sendiri bertindak sebagai bahan pengisi, membuat pengisi terpisah yang tidak perlu. Proses ini serba guna dan dapat dilakukan dengan peralatan yang relatif murah, sehingga cocok untuk berbelanja pekerjaan dan lapangan kerja. [18] Seorang operator dapat menjadi cukup mahir dengan jumlah pelatihan sederhana dan dapat mencapai penguasaan dengan pengalaman. Weld kali agak lambat, karena habis elektroda harus sering diganti dan karena terak, sisa dari fluksi, harus retak pergi setelah pengelasan. [19] Lebih jauh lagi, proses ini umumnya terbatas pada bahan besi pengelasan, meskipun elektroda khusus telah memungkinkan pengelasan dari cast iron, nikel, aluminium, tembaga, dan logam lain. Operator berpengalaman mungkin akan sulit untuk membuat baik out-of-posisi Welds dengan proses ini. • Gas metal arc welding (GMAW), juga dikenal sebagai logam MIG gas inert atau mengelas, adalah semi-otomatis atau proses otomatis yang menggunakan kawat yang terus-menerus feed dan sebagai elektroda inert atau semi-campuran gas inert untuk melindungi dari kontaminasi mengelas . Seperti dengan SMAW, yang masuk akal operator kemahiran dapat dicapai dengan latihan sederhana. Karena elektroda kontinu, kecepatan pengelasan lebih besar untuk GMAW daripada SMAW. Juga, ukuran busur yang lebih kecil dibandingkan dengan pengelasan busur logam terlindung proses membuatnya lebih mudah untuk membuat out-of-posisi Welds (misalnya, di atas sendi, seperti yang akan dilas di bawah sebuah struktur). Peralatan yang dibutuhkan untuk melakukan proses GMAW lebih kompleks dan mahal daripada yang dibutuhkan untuk SMAW, dan memerlukan prosedur setup lebih kompleks. Oleh karena itu, GMAW kurang portabel dan fleksibel, dan karena penggunaan gas pelindung yang terpisah, ini tidak terlalu cocok untuk pekerjaan luar. Namun, karena rata-rata yang lebih tinggi di mana Welds dapat diselesaikan, GMAW cocok sekali untuk produksi pengelasan. Proses dapat diterapkan pada berbagai jenis logam, baik ferrous dan non-ferrous. [20] Sebuah proses yang terkait, fluks pengelasan busur-buang biji (FCAW), menggunakan peralatan yang sama namun menggunakan kabel yang terdiri dari elektrode baja yang mengelilingi sebuah bubuk bahan isi. Kawat buang biji ini lebih mahal daripada kawat padat standar dan dapat menghasilkan asap dan / atau terak, tapi izin lebih tinggi dan kecepatan pengelasan penetrasi logam yang lebih besar. [21] • Gas tungsten arc welding (GTAW), atau tungsten inert gas (TIG) welding (juga kadang-kadang secara keliru disebut sebagai heliarc pengelasan), adalah proses las manual yang menggunakan nonconsumable tungsten elektrode, inert atau semi-gas inert campuran, dan sebuah bahan pengisi terpisah. Terutama berguna untuk mengelas bahan tipis, metode ini dicirikan oleh busur yang stabil dan berkualitas tinggi Welds, tetapi membutuhkan keahlian dan operator yang signifikan hanya dapat dilakukan pada kecepatan relatif rendah. GTAW dapat digunakan pada hampir semua weldable logam, meskipun paling sering diterapkan pada stainless steel dan cahaya logam. Hal ini sering digunakan ketika Welds kualitas sangat penting, seperti di sepeda, pesawat terbang dan aplikasi angkatan laut. [22] Sebuah proses yang terkait, plasma arc welding, juga menggunakan elektroda tungsten tetapi menggunakan gas plasma untuk membuat busur. Busur lebih terkonsentrasi daripada GTAW busur, membuat kontrol melintang lebih kritis dan dengan demikian umumnya membatasi teknik untuk proses mekanik. Karena stabil saat ini, metode dapat digunakan pada lingkup yang lebih luas daripada ketebalan bahan yang dapat proses GTAW, dan lebih jauh lagi, jauh lebih cepat. Hal ini dapat diterapkan pada semua bahan yang sama, kecuali GTAW magnesium, dan otomatis las dari stainless steel adalah salah satu aplikasi penting dari proses. Sebuah variasi dari proses pemotongan plasma, yang efisien proses pemotongan baja • Pengelasan gas angker baja menggunakan oxy-proses asetilena. • Yang paling umum proses las gas oxyfuel pengelasan, juga dikenal sebagai oxyacetylene pengelasan. Ini adalah salah satu yang tertua dan paling serbaguna proses pengelasan, tapi dalam beberapa tahun terakhir ini telah menjadi kurang populer di aplikasi industri. Hal ini masih banyak digunakan untuk pengelasan pipa dan tabung, serta pekerjaan perbaikan. Hal ini juga sering cocok, dan disukai, untuk fabrikasi beberapa jenis logam berbasis karya seni. Peralatan Oxyfuel serbaguna, pinjaman itu sendiri tidak hanya untuk beberapa jenis mengelas besi atau baja, tetapi juga untuk mematri, mengeraskan-las, logam pemanas (untuk membungkuk dan pembentukan), dan juga oxyfuel pemotongan • Peralatan yang relatif murah dan sederhana, umumnya mempekerjakan pembakaran asetilena di oksigen untuk menghasilkan nyala api las suhu sekitar 3.100 ° C. Nyala api, karena kurang terkonsentrasi dari busur listrik, las lambat menyebabkan pendinginan, yang dapat mengakibatkan sisa lebih besar distorsi tegangan dan mengelas, meskipun memudahkan pengelasan baja paduan tinggi. , oxygen hydrogen welding , and pressure gas welding are quite similar, generally differing only in the type of gases used. Sebuah proses serupa, umumnya disebut oxyfuel pemotongan, digunakan untuk memotong logam. [6] metode pengelasan gas lainnya, seperti udara las asetilena, las hidrogen oksigen, dan las gas tekanan cukup mirip, umumnya hanya berbeda dalam jenis gas yang digunakan . Sebuah obor air kadang-kadang digunakan untuk mengelas presisi dari benda-benda kecil seperti perhiasan. Pengelasan gas juga digunakan dalam pengelasan plastik, meskipun substansi dipanaskan adalah udara, dan suhu jauh lebih rendah. • Perlawanan pengelasan melibatkan generasi panas dengan melewati arus yang melalui resistansi yang disebabkan oleh kontak antara dua atau lebih logam permukaan. Kolam-kolam kecil dari logam cair terbentuk pada daerah las sebagai arus tinggi (1000100,000 A) adalah melewati logam. Secara umum, metode pengelasan resistansi efisien dan menyebabkan pencemaran kecil, tapi aplikasi mereka agak terbatas dan biaya peralatan bisa tinggi. • Spot Welding adalah perlawanan yang populer metode yang digunakan untuk las tumpang tindih lembaran logam bergabung sampai dengan 3 mm tebal. Dua elektroda yang secara bersamaan digunakan untuk menjepit lembaran logam bersama-sama dan untuk lulus arus melalui lembar. Keuntungan dari metode termasuk penggunaan energi yang efisien, deformasi benda kerja terbatas, tingkat produksi tinggi, mudah otomatisasi, dan tidak diperlukan bahan pengisi. Menggalang kekuatan secara signifikan lebih rendah dibandingkan dengan metode pengelasan lain, membuat proses hanya cocok untuk aplikasi tertentu. Hal ini digunakan secara ekstensif dalam industri otomotif mobil biasa dapat memiliki beberapa ribu tempat Welds dibuat oleh robot industri. Sebuah proses khusus, yang disebut ditembak mengelas, dapat digunakan untuk tempat mengelas stainless steel. Seperti tempat pengelasan, pengelasan jahitan bergantung pada dua elektroda untuk menerapkan tekanan dan arus lembaran logam bergabung. Namun, daripada menunjuk elektroda, elektroda berbentuk roda roll sepanjang dan sering makan benda kerja, sehingga memungkinkan untuk membuat Welds kontinu panjang. Di masa lalu, proses ini digunakan dalam pembuatan minuman kaleng, tapi sekarang penggunaannya lebih terbatas. Metode pengelasan resistansi lain termasuk flash pengelasan, pengelasan proyeksi, dan kesal pengelasan. [25] • • • Energi sinar Energi sinar metode pengelasan, yaitu sinar laser pengelasan dan berkas elektron pengelasan, relatif proses-proses baru yang telah menjadi sangat populer di aplikasi produksi yang tinggi. Dua proses yang cukup mirip, yang berbeda terutama dalam sumber daya mereka. Las sinar laser yang sangat terfokus menggunakan sinar laser, sementara berkas elektron pengelasan dilakukan dalam ruang hampa dan menggunakan berkas elektron. Keduanya memiliki kepadatan energi yang sangat tinggi, membuat penetrasi las mendalam mungkin dan meminimalkan ukuran daerah weld. Kedua proses sangat cepat, mudah dan otomatis, membuat mereka sangat produktif. Kerugian utama adalah mereka yang sangat tinggi biaya peralatan (meskipun ini berkurang) dan kerentanan terhadap retak termal. Perkembangan di daerah ini termasuk pengelasan laser hibrida, yang menggunakan prinsip-prinsip dari kedua sinar laser pengelasan dan busur las untuk mengelas lebih baik sifat, dan Xray pengelasan. Seperti proses pengelasan pertama, bengkel las, beberapa metode pengelasan modern tidak melibatkan bahan-bahan pencairan yang bergabung. Salah satu yang paling populer, pengelasan ultrasonik, digunakan untuk menghubungkan lembaran tipis atau kawat terbuat dari logam atau termoplastik oleh mereka bergetar pada frekuensi tinggi dan di bawah tekanan tinggi. Peralatan dan metode yang terlibat mirip dengan resistensi pengelasan, tapi bukannya arus listrik, getaran energi memberikan masukan. Pengelasan logam dengan proses ini tidak melibatkan bahan-bahan leleh, melainkan yang menggalang dibentuk oleh getaran mekanis memperkenalkan horizontal di bawah tekanan. Ketika pengelasan plastik, bahanbahan yang sama harus memiliki suhu mencair, dan getaran-getaran vertikal diperkenalkan. Pengelasan ultrasonik biasanya digunakan untuk membuat sambungan listrik dari aluminium atau tembaga, dan juga yang sangat umum proses pengelasan polimer. • Daerah biru hasil dari oksidasi pada suhu yang sesuai 600 ° F (316 ° C). Ini adalah cara yang akurat untuk mengidentifikasi suhu, tetapi tidak mewakili Haz lebar. The Haz adalah area yang sempit segera mengelilingi dilas logam dasar. Efek pengelasan pada bahan yang mengelilingi mengelas dapat merusak-tergantung pada bahan yang digunakan dan panas masukan dari proses pengelasan digunakan, dapat Haz dari berbagai ukuran dan kekuatan. The termal difusivitas dari bahan dasar memainkan peran besar-jika difusivitas tinggi, laju pendinginan material adalah Haz tinggi dan relatif kecil. Sebaliknya, yang rendah lebih lambat difusivitas menyebabkan pendinginan dan Haz yang lebih besar. Jumlah panas yang disuntikkan oleh proses pengelasan memegang peranan penting juga, seperti proses-proses seperti pengelasan oxyacetylene panas memiliki unconcentrated masukan dan meningkatkan ukuran Haz. Proses seperti sinar laser pengelasan memberikan sangat terkonsentrasi, jumlah terbatas panas, mengakibatkan Haz kecil. Arc welding jatuh antara dua ekstrem tersebut, dengan berbagai proses individual agak panas masukan. [31] [32] Untuk menghitung panas masukan untuk pengelasan busur prosedur, rumus berikut dapat digunakan: • di mana Q = panas masukan (kJ / mm), V = tegangan (V), I = arus (A), dan S = pengelasan kecepatan (mm / menit). Efisiensi tergantung pada proses las yang digunakan, dengan pengelasan busur logam terlindung memiliki nilai 0,75, gas pengelasan busur logam dan pengelasan busur terendam, 0.9, dan gas tungsten arc welding, 0,8. Sekian Terima Kasih