BAB 2 LANDASAN TEORI
advertisement

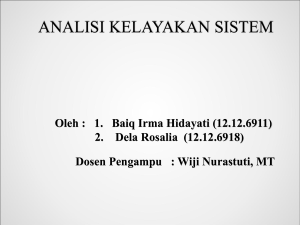
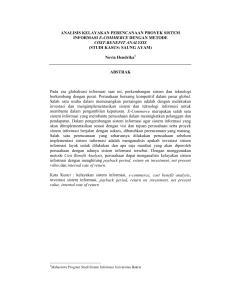
BAB 2 LANDASAN TEORI 2.1 Konsep Proses Die Casting Dasar dari die casting proses terdiri dari injeksi logam cair dalam tekanan yang tinggi ke dalam cetakan yang disebut die dan dibiarkan membeku. Tipe Mesin die casting umumnya berdasarkan besarnya jumlah tekanan yang bisa diinjeksikan ke dalam dies. Ukuran mesin berkisar antara 400 tons sampai 4000 tons. Selain dari ukuran, perbedaan yang paling mendasar dalam mesin die casting adalah metode yang digunakan untuk menginjeksikan logam (http://afrisujarwanto.web.id/2007/09/28/casting) .Keuntungan Die casting : - Ukuran dan bentuk benda sangat tepat. - Jarang menggunakan proses finishing. - Baik untuk produksi massal. - Waste material rendah. Kerugian Die casting : - Harga mesin dan cetakan mahal. - Bentuk benda kerja sederhana. - Benda kerja harus segera dikeluarkan. - Berat dan ukuran produk terbatas. - Umur cetakan menurun. cair ke dalam dies 13 Berdasarkan prosesnya, die casting dikelompokkan menjadi dua jenis, yaitu hot chamber dan cold chamber. 1. Hot Chamber Machine Hot Chamber Machine umumnya digunakan untuk material seng, tembaga, magnesium, dan material lainnya yang memiliki titik lebur rendah yang tidak merusak dan mengikis cetakan, silinder, dan plunger. Mekanisme injeksi dari Hot Chamber Machine adalah tungku pencair logam jadi satu dengan mesin cetak dan silinder injeksi terendam dalam logam cair. Silinder injeksi digerakkan secara pneumatic atau hydrolik. Tungku dihubungkan ke mesin dengan model yang disebut gooseneck atau leher angsa (http://ashwintooldesigner.blogspot.com/2009/02/hot-and-cold-chamber-diecasting.html) Gambar 2.1 Hot Chamber Die Casting 14 2. Cold Chamber Machine Cold Chamber Machine digunakan untuk material alloy yang memiliki titik lebur tinggi seperti alumunium. Logam cair dituangkan ke dalam system cold chamber atau yang biasa disebut cylinder sleeve atau plunger sleeve dengan menggunakan gayung manual ataupun otomatis. Kerja hydrolic mendorng plunger tip dan mendorong material masuk ke dalam cetakan dengan tekanan yang tinggi. Berikut ini ditunjukkan tipe cold chamber die casting (http://www.themetalcasting.com/pressure-die-casting.html) Gambar 2.2 Cold Chamber Die Casting Keuntungan Cold Chamber Die Casting : - Produk yang dibuat Hot Chamber bisa dibuat disini. - Tidak terjadi serangan logam panas dari logam cair pada bagian mesin. - Bapat dioperasikan pada tekanan tinggi. - Kualitas benda kerja dapat dikontrol. Kerugian Cold Chamber Die Casting : - Diperlukan alat bantu. - Siklus kerja cukup lama. 15 - Kemungkinan cacat cukup besar. Di PT. AHM jenis alumunium casting yang digunakan ada 3 macam, antara lain : 1. High Pressure Die Casting ( HPDC ) Dalam proses ini material alumunium diinjeksikan melalui tekanan tinggi. Tekanan yang digunakan antara 350 ton sampai 4000 ton. Di PT. AHM sendiri hanya ada 3 kapasitas mesin yaitu 350 ton, 650 ton, dan 800 ton dengan tipe cold chamber. High Pressure Die Casting ( HPDC ) ini digunakan untuk membuat komponen crank case, cover crank case, cylinder comp, hub, flange driven, plate oil sparator, step holder, dan holder cam shaft. Berikut ini ditunjukkan konstruksi high pressure die casting (http://www.themetalcasting.com/pressure-die-casting.html) : Gambar 2.3 High Pressure Die Casting Proses 2. Low Pressure Die Casting ( LPDC ) Dalam proses ini material alumunium diinjeksikan dengan tekanan rendah. Hal ini dilakukan untuk membuat komponen alumunium casting yang 16 memiliki bentukan sulit. Di AHM, Low Pressure Die Casting ini digunakan untuk memproduksi komponen Cylinder Head. Berikut ini ditunjukkan konstruksi low pressure die casting (http://www.themetalcasting.com/pressure-die-casting.html) : Gambar 2.4 Low Pressure Die Casting Proses 3. Gravity Die Casting ( GDC ) Dinamakan Gravity Die Casting karena dalam menginjeksikan material alumunium ke dalam cetakan memanfaatkan gaya gravitasi dengan sedikit tekanan. Di AHM, Gravity Die Casting ini digunakan untuk membuat komponen piston. Gambar 2.5 Gravity Die Casting Proses 17 2.1.1 Karakteristik Dies High Pressure Saat ini kita akan membahas tentang die casting tipe cold chamber karena modifikasi sistem monoblok dilakukan pada dies tipe cold chamber yang dipakai untuk mencetak komponen – komponen sepeda motor berbahan alumunium. Berikut ini ditunjukkan konstruksi dasar dan bagian – bagian utama dari cetakan alumunium. 5 6 3 4 7 2 1 8 9 Gambar 2.6 Konstruksi Dies 18 Berikut ini adalah bagian – bagian dari dies secara garis besar : 1. Die sleeve / gate sleeve Komponen yang digunakan sebagai pintu / gate masuk casting. 2. Fix Cavity Block yang akan mencetak produk, dibentuk sesuai bentuk produk. Dipasangkan pada body fix. 3. Fix body Block yang akan menjaga susunan daripada die yang dipasangkan, menyusun komponen yang dipasangkan ke cavity. Dipasang di sisi fix M/C. 4. Move body Block yang akan menjaga susunan daripada die yang dipasangkan, menyusun komponen yang dipasangkan ke cavity. Dipasang di sisi move M/C. 5. Cooling manifold Pipa saluran untuk membagi atau mengumpulkan air pendingin. 6. Move cavity Block yang akan mencetak produk, dibentuk sesuai bentuk produk. Dipasangkan pada body move. 7. Plate ejector Plate tempat dipasangkannya ejector pin. 8. Ejector pin Pin yang mendorong keluar produk hasil casting dari die. 9. Distributor 19 Menentukan arah runner menggunakan core yang dipasangkan dan runner sleeve. 2.1.2 Proses pada Die Casting High Pressure Tahap – tahap pokok proses dalam pembentukan part high pressure die casting, dapat digambarkan secara garis besar sebagai berikut (http://www.honsel.com/honsel.php) : Gambar 2.7 Siklus Kerja High Pressure Die Casting 1. Dies terpasang di mesin injeksi dan siap untuk produksi. Dies dalam kondisi terbuka ( die open ). 20 2. Move platen mesin bergerak maju sehingga menyebabkan dies menyatu antara fix dan move ( die close ). Alumunium cair dituang ke dalam plunger sleeve dengan menggunakan pouring. 3. Piston ( plunger tip ) bergerak maju mendorong alumunium cair ke dalam cavity secara perlahan kemudian ditembakkan dengan tekanan tinggi pada jarak tertentu. 4. Alumunium cair mengisi ruang di cavity dengan tekanan tinggi. 5. Alumunium mengisi penuh ruang kosong yang ada dalam cavity membentuk produk sesuai dengan bentukan cavity kemudian ditunggu sampai beberapa saat hingga produk membeku. 6. Dies membuka dan produk didorong oleh ejector di move sehingga mudah diambil. 7. Dies disemprot dengan cooling dari luar untuk membersihkan kotoran sekaligus menurunkan suhu di cavity. 8. Dies siap untuk siklus berikutnya. 2.2 Konsep Produk Konsep produk adalah sebuah gambaran atau perkiraan mengenai teknologi, prinsip kerja, dan bentuk produk. Konsep produk merupakan gambaran singkat bagaimana produk memuaskan kebutuhan pelanggan. Sebuah konsep biasanya diekspresikan sebagai sebuah sketsa atau sebuah model 3 dimensi secara garis besar dan seringkali disertai oleh sebuah uraian gambar. Sebuah produk dapat 21 memuaskan pelanggan dan dapat sukses dipasarkan bergantung pada nilai yang tinggi untuk ukuran kualitas yang mendasari konsep. Proses penyusunan konsep dimulai dengan serangkaian kebutuhan pelanggan dan spesifikasi target, dan diakhiri dengan terciptanya beberapa konsep produk sebagai sebuah pilihan akhir. 2.3 Arsitektur Produk Arsitektur produk adalah penugasan elemen – elemen fungsional dari produk terhadap kumpulan bangunan fisik produk. Sebuah produk dianggap terdiri dari elemen fungsional dan fisik. Elemen – elemen fungsional dari sebuah produk terdiri atas operasi dan transformasi yang menyumbang terhadap kinerja keseluruhan produk. Elemen – elemen fisik dari sebuah produk adalah bagian – bagian produk (part), komponen, dan sub rakitan yang pada akhirnya diimplementasikan terhadap fungsi produk. 2.3.1 Perubahan Produk Beberapa tipe dan alasan perubahan produk adalah : 1. Upgrade Ketika kapabilitas teknologi atau kebutuhan pengguna berubah, beberapa produk dapat mengakomodasi perubahan ini melalui peningkatan kemampuan (upgrade). Contohnya, perubahan papan prosesor dalam printer komputer atau penggantian pompa pada sistem pendinginan dengan jenis yang mempunyai daya pompa lebih kuat. 2. Penambahan (Added-ons) 22 Beberapa produk dijual oleh produsennya dalam bentuk teknologi dasar, dimana pengguna kemudian dapat menambahkan componen, atau diproduksi lagi oleh pihak ketiga sesuai dengan kebutuhan pengguna. 3. Adaptasi Beberapa produk yang berumur panjang dan digunakan pada beberapa lingkungan penggunaan yang berbeda membutuhkan adaptasi. Sebagai contoh, peralatan mesin mungkin perlu dikonversi dari 220 volt ke 110 volt. 4. Pemakaian Beberapa eleven fisik produk yang kondisinya memburuk karena pemakaian membutuhkan penggantian componen untuk kelangsungan hidup produk. Misalnya, peralatan cukur membutuhkan penggantian mata pisau. 5. Konsumsi Beberapa produk mengkonsumsi material yang dapat dengan mudah diperbarui. Misalnya, alat fotokopi dan printer menggunakan tinta. 6. Fleksibilitas dalam penggunaan Beberapa produk dapat disusun sendiri oleh pengguna untuk menghasilkan kapabilitas yang berbeda – beda. 7. Pemakaian ulang (Reuse) Dalam menciptakan produk baru, preusan mungkin hanya ingin mengubah sedikit elemen fungsional dan mempertahankan bagian produk lanilla yang tetap utuh. 23 2.3.2 Kinerja Produk Kinerja produk didefinisikan dengan seberaa baik produk dapat mengimplementasikan fungsi – fungsi yang ditugaskan terhadap produk. Karakteristik kinerja statu produk, antara lain kecepatan, efisiensi, umur pakai, akurasi, dan tingkat kebisingan. 2.4 Desain untuk Proses Manufaktur Metode DFM (Design for Manufacturing) terdiri dari 5 langkah : 1. Memperkirakan biaya manufaktur. 2. Mengurangi biaya komponen. 3. Mengurangi biaya perakitan. 4. Mengurangi biaya pendukung produksi. 5. Mempertimbangkan pengaruh keputusan DFM pada faktor – faktor lainnya. 2.5 Metode Analisis Capital Budgeting Penentuan investasi dalam bentuk fixed asset ini ditentukan oleh pendapatan yang akan diperoleh pada masa yang akan datang, oleh karena itu kegagalan dalam melakukan perkiraan tersebut akan mengakibatkan kelebihan atau kekurangan investasi. Jika suatu perusahaan melakukan investasi yang terlalu besar, akan menimbulkan biaya yang tidak berguna dan jika perusahaan tidak melakukan investasi yang cukup, maka ada kemungkinan kelangsungan perusahaan tersebut terancam sebagai akibat persaingan yang semakin tajam. 24 Salah satu persoalan yang dihadapi perusahaan adalah masalah alokasi sumber dana yang dimilikinya. Perusahaan akan dihadapkan pada suatu pilihan mana yang paling tepat atas penggunaan dana yang dimilikinya dari banyak kemungkinan investasi. Oleh karena itu, pihak manajemen suatu perusahaan harus memiliki alat analisis yang dapat digunakan sebagai kriteria penilaian dalam pengambilan keputusan untuk suatu investasi baru. Capital budgeting merupakan suatu alat analisis yang dapat digunakan oleh pihak manajemen dalam rangka membantu pengambilan keputusan untuk investasi. Dalam membahas capital budgeting, penilaian terhadap suatu investasi didasarkan atas cash flows, yakni cash inflow dan cash outflow pada saat proyek tersebut berjalan maupun setelah proyek tersebut selesai. Adapun operating cash flow dapat dibedakan menjadi dua kategori, yaitu : - Cash inflow, yaitu pemasukan yang disebabkan adanya peningkatan jumlah penjualan atau pengurangan biaya operasi karena menggunakan peralatan baru. - Cash outflow, yaitu pengeluaran yang disebabkan adanya peningkatan biaya buruh, material, dan penjualan. Dalam menilai apakah investasi dalam suatu proyek menguntungkan atau tidak, terdapat beberapa metode yang sering digunakan dalam capital budgeting (http://www.investopedia.com/terms/c/capitalbudgeting.asp) antara lain : 1. Payback Period 2. Net Present Value 3. Internal Rate of Return 25 2.5.1 Metode Payback Period Payback period adalah jumlah tahun yang dibutuhkan untuk mengembalikan investasi yang telah dikeluarkan. Dengan kata lain, payback period merupakan lamanya waktu dalam tahun yang diperlukan untuk mengembalikan ongkos investasi awal dengan tingkat pengembalian tertentu (I Nyoman Pujawan. Ekonomi Teknik (Edisi Pertama Cetakan Ketiga) 2004, p112). Misalnya untuk investasi yang membutuhkan dana $100.000 dan menghasilkan keuntungan $20.000 setiap tahunnya, maka akan mempunyai payback period : Payback = 100.000 / 20.000 = 5 tahun Semakin cepat waktu yang dibutuhkan untuk pengembalian biaya investasi awal tersebut, maka semakin baik investasi tersebut dilakukan dan sebaliknya. Hal ini didasarkan atas pertimbangan bahwa semakin cepat biaya investasi tersebut kembali, maka akan semakin kecil resikonya. Metode payback period ini sangat sederhana dan mudah digunakan terutama untuk proyek – proyek yang kelanjutannya tidak pasti. Adapun metode ini mempunyai beberapa kelemahan seperti mengabaikan konsep nilai waktu dari uang dan tidak memperhitungkan aliran kas yang masuk setelah periode pengembalian tercapai. Dengan adanya kelemahan time value of money dari payback period ini, maka timbul discounted payback yang sudah memperhitungkan konsep nilai waktu dari uang. Discounted payback adalah jumlah tahun yang dibutuhkan sampai total komulatif present value dari cash flow berjumlah 0 26 http://www.investopedia.com/terms/p/paybackperiod.asp). Misalnya untuk investasi yang membutuhkan dana $2.000 dan menghasilkan keuntungan sebesar $1.000 pada setiap akhir tahunnya, maka discounted payback dengan faktor bunga 10% dapat dilihat pada perhitungan di bawah ini. Tahun 1 2 3 Keuntungan 1.000 1.000 1.000 Faktor PV 0,9091 0,8264 0,7513 PV 909,1 826,4 751,3 Jumlah Komulatif PV 909,1 1.735,5 2.486,8 Berdasarkan perhitungan di atas jumlah komulatif present value akan mencapai $2.000 pada sekitar tahun ketiga, yakni jumlah yang dibutuhkan untuk mencapai present value sejumlah $2.000 pada akhir tahun kedua adalah $2.000 $1.753,50 = $264,50. Sehingga proporsi pada tahun ketiga dari present value ini sebesar $264,50 / $751,30 = 0,35 dan nilai discounted payback adalah 2,35 tahun. 2.5.2 Metode Net Present Value (NPV) Net present value adalah jumlah present value dari cash inflow yang dihasilkan oleh investasi dikurangi dengan nilai present value dari biaya investasi tersebut. Adapun net present value dapat dirumuskan (http://www.investopedia.com/terms/n/npv.asp) : t NPV = ∑ t =1 Ct − Co (1 + i ) t Dimana : NPV : Nilai Sekarang Netto ( Net Present Value ) (C)t : Aliran kas masuk tahun ke-t (Co)t : Aliran kas keluar tahun ke-t sebagai berikut 27 n : Umur unit usaha hasil investasi i : Arus pengembalian ( rate of return ) t : Waktu Metode ini lebih sering dipergunakan dalam melakukan analisis terhadap suatu proyek dibandingkan dengan metode payback period karena metode ini memberikan kriteria yang lebih baik. Hal ini dikarenakan metode ini turut memperhitungkan nilai uang terhadap waktu, yaitu uang pada masa yang akan datang akan mempunyai nilai yang lebih kecil dibandingkan dengan uang pada saat sekarang ini untuk jumlah uang yang sama. Oleh karena itu, maka didalam menilai suatu investasi, aliran kas yang terjadi pada masa yang akan datang perlu didiskontokan terlebih dahulu dengan discount rate tertentu agar menjadi present value, sehingga semua aliran kas yang terjadi dapat dianalisis pada saat waktu tertentu yang sama. Dengan menggunakan rumus di atas, maka akan dihasilkan suatu nilai net present value. Jika net present value-nya bernilai positif berarti investasi ini menguntungkan dan sebaliknya jika net present value-nya negatif, maka investasi ini tidak menguntungkan. 2.5.3 Metode Internal Rate of Return Internal Rate of Return adalah rate yang menyebabkan jumlah nilai present value dari cash inflow yang dihasilkan oleh investasi sama dengan nilai present value dari biaya investasi tersebut atau dengan kata lain rate of return yang menyebabkan nilai net present value sama dengan nol. Nilai present value dari 28 cash inflow sama dengan present value dari cash outflow. Adapun internal rate of return dapat dicari dengan menggunakan rumus sebagai berikut : NPV = 0 n n (C )t (Co)t − =0 ∑ ∑ t t t = 0 (1 + i ) t = 0 (1 + i ) Dimana : (C)t : Aliran kas masuk tahun ke-t (Co)t : Aliran kas keluar tahun ke-t n : Umur unit usaha hasil investasi i : Arus pengembalian ( Internal rate of return ) t : Waktu Karena aliran kas keluar proyek merupakan biaya awal investasi (Cf), maka persamaan di atas menjadi : n (C )t ∑ (1 + i) t =0 t − (Cf ) = 0 Dengan menggunakan rumus di atas, maka akan didapatkan suatu nilai internal rate of return. Jika internal rate of return-nya lebih besar dari arus pengembalian (i) yang dipergunakan atau rate of return yang diinginkan berarti investasi ini menguntungkan. Dan sebaliknya jika internal rate of return-nya lebih kecil, maka investasi ini tidak menguntungkan. Cara lain untuk menafsirkan IRR adalah melalui interpolasi sampai nilai i% diperoleh. (I Nyoman Pujawan. Ekonomi Teknik (Edisi Pertama Cetakan Ketiga) 2004, p123). Dalam penyelesaian menggunakan konversi umum dari tanda ‘+’ untuk kas masuk dan tanda ‘-‘ untuk arus kas keluar, IRR adalah nilai i% pada : 29 n n k =0 k =0 ∑ R( P / F , i%, k ) = ∑ E k ( P / F , i%, k ) Dimana : Rk : Penghasilan atau penghematan netto untuk tahun ke-k Ek : Pengeluaran netto termasuk tiap biaya investasi untuk tahun ke-k N : Umur proyek 2.6 Metode Profitability Index Metode ini menghitung perbandingan antara nilai sekarang penerimaan di masa datang dengan nilai sekarang investasi (Suad Husnan, Suwarsono Muhammad. Studi Kelayakan Proyek (Edisi Keempat) 2000, p211. Kalau Profitability Index (PI) lebih besar dari satu, maka proyek dikatakan menguntungkan, tetapi jika kurang dari satu, dikatakan tidak menguntungkan. n Pr ofitabilityIndex = (C ) ∑ (1 + i) t =0 n (Co) ∑ (1 + i) t =0 t t Dimana : (C)t : Aliran kas masuk tahun ke-t (Co)t : Aliran kas keluar tahun ke-t n : Umur unit usaha hasil investasi i : Arus pengembalian ( Internal rate of return ) t : Waktu