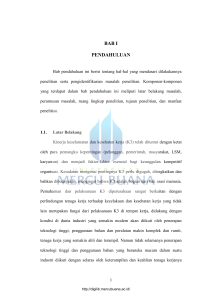
ISSN 2085-2762 Seminar Nasional Teknik Mesin POLITEKNIK NEGERI JAKARTA Rancang bangun alat bantu heat treatment baja dengan bahan bakar oli dan atau gas Abdal Gamal1; Dio Fandi Dinullah1; Ryan Primadana Bangun1; Sendi Lesmana1;Hamdi2 1 Mahasiswa Jurusan Teknik Mesin Politeknik Negeri Jakarta, 2 Dosen Jurusan Teknik Mesin Politeknik Negeri Jakarta, [email protected] Abstrak Semakin banyaknya penggunaan material logam di dunia industri maka semakin banyak pula metode yang digunakan untuk mendapatkan material logam yang berkualitas sesuai dengan kebutuhan. Salah satunya dengan metode heat treatmen dengan alat bantu furnace. Furnace adalah dapur yang berfungsi sebagai penerima panas bahan bakar untuk proses pembakaran. Heat treatmen merupakan suatu proses perlakuan terhadap logam yang diinginkan dengan cara memberikan pemanasan dan kemudian dilakukan pendinginan dengan media pendingin tertentu, sehingga sifat fisiknya dapat diubah sesuai dengan yang diinginkan. Furnace yang ada di industri sekarang kebanyakan adalah yang terpasang utuh di dalam industri tersebut, dan untuk pembelajaran di politeknik pun menggunakan furnace listrik yang memakan biaya yang cukup banyak. Maka kami menciptakan furnace portable dan hemat biaya yang menggunakan bahan bakar oli dan atau gas. Sehingga dapat mengurangi biaya pengeluaran yang cukup besar.Hasil dan rancang bangun ini adalah furnace portable dan hemat biaya yang menggunakan bahan bakar oli dan atau gas. Sehingga dapat mengurangi biaya pengeluaran yang cukup besar. Kata kunci: Furnace,Heat Treatment, oli dan atau gas, biaya pengeluran. Abstract The increased use of metal materials in the industrialized world the more the methods used to obtain high quality metal material according to the needs of one of them by the heat treatments method with furnace tools. Furnace is a kitchen that serves as a heat receiver fuel for the combustion process. Heat treatments is a treatment process to the desired metal by way of providing heating and then cooling is done with a certain cooling medium, so that the physical properties can be changed as desired. Furnace in the industry now mostly intact mounted p in the industry, and for learning of students in polytechnics were using electricity furnace at a cost that is quite a lot. So we created a portable furnace and cost-effective use of fuel oil and or gas. So as to reduce the large expenses. The Result is a portable furnace and cost effective use of fuel oil and gas. So as to reduce the large expenses. Keywords: Furnace, Heat treatment, oil and or gas, the large expenses I. PENDAHULUAN Latar belakang Pada era globalisasi ini yang penuh dengan pembangunan di sector industri serta bidang-bidang lainnya, tentunya pembangunan itu membutuhkan suatu bahan logam yang cukup baik, baik itu sifat fisik maupun mekanisnya.Namun sifat fisik maupun mekanik dari logam tidaklah dengan mudah ditemukan. Oleh karena itu, perlu diberikan terlebih dahulu suatu perlakuan khusus, sehingga dapat menghasilkan suatu logam yang sesuai dengan yang diinginkan . Perlakuan yang diberikan logam antara lain adalah perlakuan panas atau Heatreatment, yang merupakan suatu proses perlakuan terhadap logam yang diinginkan dengan cara memberikan pemanasan dan kemudian dilakukan pendinginan dengan media pendingin tertentu, sehingga sifat fisiknya dapat diubah sesuai dengan yang diinginkan. Logam yang baik dan sesuai adalah baja yang merupakan logam paduan FE dan C. pada kadar karbon tertentu atau paduan lain yang sesuai. Baja banyak digunakan sebagai bahan konstruksi dan sebagai perkakas. Untuk melakukan proses heat treatment tersebut dibutuhkan tungku pembakaran atau furnace. Furnace secara luas dibagi menjadi dua jenis berdasarkan metoda pembangkitan panasnya: furnace pembakaran yang menggunakan bahan bakar, dan furnace listrik yang menggunakan listrik. 146 ISSN 2085-2762 Seminar Nasional Teknik Mesin POLITEKNIK NEGERI JAKARTA Furnace pembakaran yang dirancang menggunakan bahan bakar oli bekas sebagai bahan bakar utama proses pembakaran. II.METODE PENELITIAN Tinjauan lapangan Seperti yang sudah kita ketahui bahwa di Politeknik Negeri jakarta khususnya di lab teknik mesin hanya memliki 1 alat pengeras baja atau kita sebut dengan istilah heat treatment. jenis tungku pembakar dengan energi listrik. Kami disini bermaksud ingin menambahkan salah satu alat pengeras baja yang digunakan pada umumnya sebuah industri yaitu dengan pembakaran gas dan oli. Tujuan kami adalah membuat pembelajaran tentang heat treatment yang bisa di praktikan oleh adik adik kelas kami tentunya. Dasar Teori Heat Treatment Heat Treatment (perlakuan panas) adalah salah satu proses untuk mengubah struktur logam dengan jalan memanaskan specimen pada elektrik terance (tungku) pada temperatur rekristalisasi selama periode waktu tertentu kemudian didinginkan pada media pendingin seperti udara, air, air garam, oli dan solar yang masing-masing mempunyai kerapatan pendinginan yang berbeda-beda. Sifat-sifat logam yang terutama sifat mekanik yang sangat dipengaruhi oleh struktur mikrologam disamping posisi kimianya, contohnya suatu logam atau paduan akan mempunyai sifat mekanis yang berbeda-beda struktur mikronya diubah. Dengan adanya pemanasan atau pendinginan degnan kecepatan tertentu maka bahan-bahan logam dan paduan memperlihatkan perubahan strukturnya. Perlakuan panas adalah proses kombinasi antara proses pemanasan aatu pendinginan dari suatu logam atau paduannya dalam keadaan padat untuk mendaratkan sifat-sifat tertentu. Untuk mendapatkan hal ini maka kecepatan pendinginan dan batas temperatur sangat menetukan. Hardening adalah perlakuan panas terhadap logam dengan sasaran meningkatkan kekerasan alami logam. Perlakuan panas menuntut pemanasan benda kerja menuju suhu pengerasan, jangka waktu penghentian yang memadai pada suhu pengerasan dan pendinginan (pengejutan) berikutnya secara cepat dengan kecepatan pendinginan kritis. Akibat pengejutan dingin dari daerah suhu pengerasan ini, dicapailah suatu keadaan paksaan bagi struktur baja yang merangsang kekerasan, oleh karena itu maka proses pengerasan ini disebut pengerasan kejut.Karena logam menjadi keras melalui peralihan wujud struktur, maka perlakuan panas ini disebut juga pengerasan alih wujud. Kekerasan yang dicapai pada kecepatan pendinginan kritis (martensit) ini diringi kerapuhan yang besar dan teganganpengejutan,karena itu padaumumnyadilakukanpemanasan kembali menuju suhu tertentu dengan pendinginan lambat. Kekerasan tertinggi (66-68 HRC) yang dapat dicapai dengan pengerasan kejut suatu baja, pertama bergantung pada kandungan zat arang, kedua tebal benda kerja mempunya pengaruh terhadap kekerasan karena dampak kejutan membutuhkan beberpa waktu untuk menenmbus kesebelah dalam, dengan demikian maka kekersan menurun kearah inti. Tempering adalah pemanasan baja sampai temperatur sedikit di bawah temperatur kritis, kemudian didiamkan dalam tungku dan suhunya dipertahankan sampai merata selama 15 menit. Selanjutnya didinginkan dalam media pendingin. Jika kekerasan turun, maka kekuatan tarik turun pula. Dalamhal ini keuletan dan ketangguhan baja akan meningkat. Meskipun proses ini akan menghasilkan baja yang lebih lemah. Proses ini berbeda dengan anneling karena dengan proses ini belum tentu memperoleh baja yang lunak, mungkin berupa pengerasan dan ini tergantung oleh kadar karbon.Tempering dibagi menjadi 3, yaitu : a. Tempering pada suhu rendah(150-300˚C) Tujuannya hanya untuk mengurangi tegangan tegangan kerut dan kerapuhan dari baja. Proses ini digunakan untuk alat alat kerja yang tidak mengalami beban yang berat, seperti misalnya alat alat potong mata bor yang dipakai untuk kaca dan lain lain. b. Tempering pada suhu menengah(300-500˚C) 147 ISSN 2085-2762 Seminar Nasional Teknik Mesin POLITEKNIK NEGERI JAKARTA Tujuannya menambah keuleatan dan kekerasannya menjadi sedikit berkurang. Proses ini digunakan pada alat alat kerja yang mengalami beban berat seperti palu, pahat, pegas pegas. (Mustofa Ahmad Ary,2006) c. Tempering pada suhu tinggi(500-650˚C) Tujuannya untuk memberikan daya keuletan yang beasar dan sekaligus kekerasan menjadi agak rendah. Proses ini digunakan pada roda gigi, poros, batang penggerak dan lain lain. Jika suatu baja didinginkan dari suhu yang lebih tinggi dan kemudian ditahan pada suhu yang lebih rendah selama waktu tertentu, maka akan menghasilkan struktur mikro yang berbeda. Hal ini dapat dilihat pada diagram: Isothermal Transformation Diagram. Gambar1. Isothermal Tranformation Diagram Penjelasan diagram: Bentuk diagram tergantung dengan komposisi kimia terutama kadar karbon dalam baja. Untuk baja dengan kadar karbon kurang dari 0.83% yang ditahan suhunya dititik tertentu yang letaknya dibagian atas dari kurva C, akan menghasilkan struktur perlit dan ferit. Bila ditahan suhunya pada titik tertentu bagian bawah kurva C tapi masih disisi sebelah atas garis horizontal, maka akan mendapatkan struktur mikro Bainit (lebih keras dari perlit). Bila ditahan suhunya pada titik tertentu dibawah garis horizontal, maka akan mendapat struktur Martensit (sangat keras dan getas). Semakin tinggi kadar karbon, maka kedua buah kurva C tersebut akan bergeser kekanan. Ukuran butir sangat dipengaruhi oleh tingginya suhu pemanasan, lamanya pemanasan dan semakin lama pemanasannya akan timbul butiran yang lebih besar. Semakin cepat pendinginan akan menghasilkan ukuran butir yang lebih kecil. Dalam prakteknya proses pendinginan pada pembuatan material baja dilakukan secara menerus mulai dari suhu yang lebih tinggi sampai dengan suhu rendah.Pengaruh kecepatan pendinginan manerus terhadap struktur mikro yang terbentuk dapat dilihat dari diagram Continuos Cooling Transformation Diagram. 148 ISSN 2085-2762 Seminar Nasional Teknik Mesin POLITEKNIK NEGERI JAKARTA Gambar 2. Continuos Cooling Transformation Diagram Normalizing adalah perlakuan panas logam di sekitar 40oC di atas batas kritislogam, kemudian di tahan pada temperatur ini untuk masa waktu yang cukup, kemudian didinginkan dengan udara. Hal ini bisa menghasilkan temperatur logam terjaga untuk sementara waktu sekitar 2 menit per mm dari ketebalan, tidak melebihi temperatur kritis lebih dari 50oC. Struktur yang diperoleh dalam proses ini adalah perlit (eutectoid) atau perlit brown ferrite (hypoeutectoid) atau perlit brown cementite (hypereutectoid). Karena baja didinginkan di dalam air, hasil proses baik dalam formasi perlit dengan ditingkatkan sifat mekanis dibandingkan proses anealing Normalizing digunakan untuk menyuling struktur butir dan menciptakan suatu austenite yang lebih homogen ketika baja dipanaskan kembali. Secara umum unsur-unsur paduan ditambahkan dalam baja dengan kadar tertentu bertujuan untuk : Meningkatkan kekerasan. Meningkatkan keuletan. Meningkatkan ketahanan aus. Meningkatkan ketangguhan. Memperbaiki ketahanan korosi. Memperbaiki mampu pemesinan. Dan tujuan tertentu lainnya. Perubahan sifat yang terjadi pada proses perlakuan panas disebabkan karena adanya pertumbuhan fasa pada saat pemanasan dan transformasi fasa pada saat pendinginan. Hal tersebut tidak akan pernah terlepas dari temperatur. Rockwell hardness test mempunyai dua alat penekan yaitu bola baja yang dikeraskan dengan diameter 1/16[inchi] dan kerucut intan yang mempunyai sudut 120 derajat dengan radius puncak 0,2 [mm].Rockwell mempunyai tiga skala kekerasan, yaitu : 1. Skala HRC digunakan indentor intan untuk Rockwell A, C, dan D. 2. Skala HRB digunakan indentor bola baja yang dikeraskan untuk Rockwell B, E, sampai degnan V. 3. Skala HR digunakan indentor intan ataupun bola baja untuk Rockwell superficial N dan T. Data tentang proses pembuatan furnace Pembuatan bahan awal sebuah furnace adalah batu tahan api dan semen tahan api yang memang di peruntukan untuk keperluan di suhu yang sangat tinggi, kita membentuk sesuai model yang telah kita rancang. Furnace tersebut di tompang oleh rangka baja kotak holo. Pada bagian pipa penyalur udara,gas dan oli kami buat dengan stanles steel yang tahan akan korosi, dengan memberikan burner di ujung pipa. 149 ISSN 2085-2762 Seminar Nasional Teknik Mesin POLITEKNIK NEGERI JAKARTA Pada bagian selanjutnya kami menyatukan bagian bagian seperti pemasangan tabung ke pipa dan menempatkan tanki oli di atas dudukan meja yang telah kami buat. Data heat treatment dengan furnace listrik Tabel 1 Hasil uji kekerasan benda sebelum di keraskan NO BENDA UJI 1 ST 37 2 ST 45 3 ST 60 4 ST 80 5 AMUNTIT SEBELUM HEAT TREATMENT (HRB) 88.4 89.5 85.2 95.8 98 98.6 108.2 105.7 107 104.2 104.6 105.3 94.1 97.4 88.9 RATA-RATA (HRB) 87.7 97.4 106.9 104.7 93.4 Tabel 2 Hasil uji setelah di lakukan proses Heat treatment HARDENING NO BENDA UJI Quench Media Temperatur [⁰C] 1 ST 37 900 Oil 2 ST 45 900 Water 3 ST 60 900 Nacl 4 ST 80 900 Water 5 AMUNTIT 900 Oil 150 SETELAH HARDENING (HRC) 16.4 17.3 16.2 10.2 29.4 12.6 54.8 52.7 52.4 50.4 50.8 48.4 62.6 63.6 63.6 RATA-RATA (HRB) 16.6 17.4 53.3 49.8 63.2 ISSN 2085-2762 Seminar Nasional Teknik Mesin POLITEKNIK NEGERI JAKARTA Rancangan model yang akan di buat Gambar 3. Rancangan Alat Pengujian dan pengambilan data Pada tahap ini setelah furnace terbentuk, kami akan melakukan berbagai rangkaian uji coba untuk memastikan bahwa furnace tersebut berfungsi dengan baik. Dan kami akan melakukan pengambilan data sama persis dengan apa yang pernah kita lakukan dalam praktek lab mesin. Analisa hasil percobaan Pada tahapan ini kami akan membandingkan data yang telah kami dapatkan dengan data yang sudah pernah kita lakukan, kita akan melihat dengan perbandingan yang telah kita dapat, dan data yang pernah kita dapatkan adalah sebagai tolak ukur berhasilnya furnace yang kami buat. Penyusunan laporan Pada tahapan ini setelah kita yakin akan data yang kita dapat valid dari hasil percoban, kami membuat penyusunan laporan atas penelitian yang kami rancang. III. HASIL DAN PEMBAHASAN Sesuai dengan data informasi yang kita dapat adalah beberapa faktor kenapa kami membuat furnace dengan bahan bakar gas atau oli ini yaitu dengan melihatnya kelemahan pada alat pengeras yang ada, yaitu hanya dapat menyala dengan energi listrik yang sangat besar, beberapa waktu yang lalu ada beberapa kejadian padamnya listrik sekitar PNJ . dan kelebihan alat yang kami buat adalah sebagai berikut : 1. 2. 3. 4. Alat ini tidak bergantung terhadap energi listrik Mudah untuk di lepas pasang dan di pindahkan dari lokasi satu ke lainya. Dengan menggunakan bahan bakar gas dan oli mudah di dapat. Membantu kampus untuk melakukan praktik heat treatment. 151 ISSN 2085-2762 Seminar Nasional Teknik Mesin POLITEKNIK NEGERI JAKARTA 5. Harga lebih murah karena menggunakan oli bekas. IV. KESIMPULAN DAN SARAN Kesimpulan Setelah melakukan penelitian ini akan ada perbandingan antara praktek melakukan furnace dengan energi listrik dan furnace berbahan bakar oli : 1. Tidak akan terkendala oleh padamnya listrik ( karena bukan bersumber listrik ) 2. Membuat praktek Heat treatment lebih murah (bahan bakar oli bekas) Saran Kami mengetahui bahwa penelitian kami masih memeliki kekurangan, maka kami menerima segala saran yang akan di berikan oleh pembaca penelitian ini. V. DAFTAR PUSTAKA [1] Raharjo, WahyuPurwo, “JurnalPenelitian Sains &Teknologi”: 2009. [2] http://www.refractorindo.com/index.php/air-setting-mortar.html [3] http://id.wikipedia.org/wiki/Tungku_pembakaran#Deskripsi 152