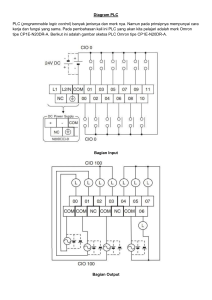
WEBINAR SIMULASI ROBOTIKA INDUSTRI DENGAN PENGINTEGRASIAN ROBOT LENGAN DAN PLC Karisna Arip Indrawan - ASPERIO InfinitiGroup Engineer Dobot Magician Merupakan multifungsional Robotic Arm dengan standar industri yang sangat cocok digunakan sebagai media pembelajaran. PLC PLC kepanjangan dari Programmable Logic Controller yang merupakan suatu device yang dapat diprogram, dikendalikan dan biasanya digunakan untuk proses pengawasan dan pengontrolan suatu mesin dalam suatu pekerjaan di industri. Alur Komunikasi Sistem Dobot dan PLC dapat saling berkomunikasi dengan memanfaatkan perangkat Input dan Output yang terdapat pada masing-masing device tersebut. PLC memberikan trigger kepada Dobot, dan Dobot akan bergerak sesuai program yang telah diatur kemudian ada saat ketika dobot memberikan feedback kepada PLC agar dapat diproses sebagai balasan dari proses yang telah dilakukan oleh robot. PLC + HMI Dobot + Color Sensor Permasalahan yang akan disimulasikan PLC akan dihubungkan dengan HMI (Human Main Interface) sebagai tampilan kontrol dari Dobot. Kemudian tugas Dobot adalah melakukan proses seleksi benda/part dengan menggunakan sensor warna yang kemudian hasil seleksi akan ditampilkan pada HMI yang terhubung dengan PLC. Persiapan perangkat yang akan digunakan Dobot Magician Sensor Warna PLC OMRON CP1L HMI OMRON NB7W-TW00B Relay 24V dan Relay 5V Lampu Indikator Merah dan Hijau Terminal Kabel Adaptor 24V Rangkaian PLC ke Perangkat yang digunakan Pin 100.05 ke Relay 1 Pin 100.06 ke Relay 2 Pin 0.00 dan pin 0.01 akan dihubungkan ke Relay ini. Relay ini akan diaktifkan oleh Dobot sebagai feedback ke PLC Kedua Relay akan dihubungkan ke PORT Communication pada Dobot HMI digunakan sebagai tampilan untuk mengontrol sistem yang dibangun. Komunikasi PCL dan HMI menggunakan Komunikasi Serial RS232 Lampu Hijau digunakan sebagai indikator part OK. Lampu ini dihubungkan ke pin 100.04 pada PLC Lampu Merah digunakan sebagai indikator part NG. Lampu ini dihubungkan ke pin 100.07 pada PLC Rangkaian Dobot ke Perangkat yang digunakan Kedua Relay akan dihubungkan ke PORT Communication pada Dobot Sebagai Trigger untuk menjalankan Dobot Sensor Warna dihubungkan ke GP 4 pada Dobot. Fungsi sensor warna untuk membedakan warna Part yang akan dideteksi Relay 5V akan dihubungkan ke GPIO 2 pada Dobot. Relay digunakan untuk memberikan feedback pembacaan sensor dari Dobot ke PLC Tampilan PLC, HMI dan perangkat lainnya yang telah disusun dalam Box panel Pemasangan Sensor Warna pada Dobot Pemasangan Kabel Relay pada Port Communication dan Port GP2 Dobot ke PLC Program pada PLC PLC diprogram menggunakan ladder program pada Software CX-Programmer. Gambar diatas adalah program yang digunakan untuk memberikan trigger kepada robot untuk bergerak mengambil part ke station yang diinginkan (Station 1 atau Station 2) Program pada PLC Pin 0.00 adalah pin yang aktif ketika Dobot memberikan feedback part OK kepada PLC. dan pin ini akan menyalakan pin 100.04 (Lampu Hijau) selama 2 detik yang diatur pada Timer 0000. Kemudian pin 0.00 dengan tanda panah kebawah (Differentiate Down) pada program bagian bawah ini digunakan untuk menambah data pada memori D21 pada PLC. Memori D21 digunakan untuk menyimpan berapa banyak part yang OK. Program pada PLC Pin 0.01 adalah pin yang aktif ketika Dobot memberikan feedback part NG (Not Good) kepada PLC. dan pin ini akan menyalakan pin 100.07 (Lampu Merah) selama 2 detik yang diatur pada Timer 0001. Kemudian pin 0.01 dengan tanda panah kebawah (Differentiate Down) pada program bagian bawah ini digunakan untuk menambah data pada memori D20 pada PLC. Memori D20 digunakan untuk menyimpan berapa banyak part yang NG. Program pada PLC Gambar diatas digunakan untuk mengahapus data pada memori D20 dan D21 PLC yang digunakan untuk menyimpan data part OK dan NG. Human Main Interface (HMI) Tombol Station 1 terhubung dengan pin W10.00 pada program PLC yang digunakan untuk menggerakan Dobot untuk bergerak ke Station 1 Tombol Station 2 terhubung dengan pin W10.01 pada program PLC yang digunakan untuk menggerakan Dobot untuk bergerak ke Station 2 Tampilan angka disebelah tulisan OK terhubung dengan Memori D21 yang menunjukan jumlah part yang telah diseleksi oleh Dobot Tampilan angka disebelah tulisan NG terhubung dengan Memori D20 yang menunjukan jumlah part yang telah diseleksi oleh Dobot Tombol RESET DATA digunakan untuk mereset data memori D20 dan D21 pada PLC agar jumlah part yang telah diseleksi menjadi bernilai Nol kembali. Program Dobot Dobot diprogram menggunakan Blockly programming pada software Dobot Studio Program Konfigurasi Dobot ChooseEndTools SuctionCup digunakan untuk mengatur End Effector yang digunakan yaitu SuctionCup SetColorSensor digunakan untuk mengatur Pin Color sensor pada pin GP4 Dobot SetJointSpeed dan SetCoordinateSpeed digunakan untuk mengatur kecepatan pergerakan dari Dobot SetJumpheight digunakan untuk mengatur ketinggian pergerakan naik pada Mode JUMP dobot SetIOMultiplexing digunakan untuk mengatur pin Input dan Output pada dobot. Pin tersebut yang nantinya dihubungkan ke relay yang menghubungkan Dobot dan PLC JumpTo X230 Y0 Z-10 adalah posisi Home dari Dobot Main Program pada Dobot repeat while true adalah blok program yang berfungsi agar program terus berulang tanpa henti pada blok tersebut. If GetlevelInput EIO19 = 0 adalah program untuk mengecek apakah ada input dari PLC atau tidak. Ketika EIO 19 bernilai 0 maka dia akan menjalankan Dobot untuk bergerak ke Station 1 dan melakukan proses pengecekan Part dengan menggunakan sensor warna pada sub program "Proses" (Blok berwarna Ungu). If GetlevelInput EIO20 = 0 adalah program untuk mengecek apakah ada input dari PLC atau tidak. Ketika EIO 20 bernilai 0 maka dia akan menjalankan Dobot untuk bergerak ke Station 2 dan melakukan proses pengecekan Part dengan menggunakan sensor warna pada sub program "Proses" (Blok berwarna Ungu).. Subprogram "Proses" pada bagian subprogram ini, dobot akan melakukan proses pengecekan Part sesuai dengan warnanya menggunakan sensor warna menggunakan blok perintah "identifyColor". Jika terdeteksi warna merah (IdentifyColor.r) maka part disebut NG dan dobot akan menjalankan perintah pada bagian yang dilingkari kuning yang didalamnya terdapat perintah "SetLevelOutput EIO14" yang digunakan untuk memberikan sinyal/feedback kepada PLC bahwa part NG. Jika terdeteksi warna merah (IdentifyColor.r) maka part disebut OK dan dobot akan menjalankan perintah pada bagian yang dilingkari kuning yang didalamnya terdapat perintah "SetLevelOutput EIO15" yang digunakan untuk memberikan sinyal/feedback kepada PLC bahwa part OK. Anda ingin bertanya? Buka link berikut: bit.ly/tanya-dobot-plc THANK YOU!!! asperio.id ASPERIO @asperio.id asperio.id