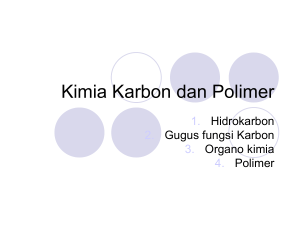
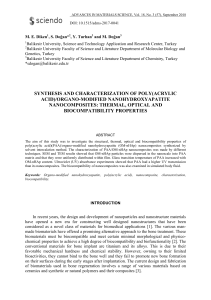
Bentonite Quality and Quality-Evaluation Methods G.M. Bol, Koninklijke/Shell E&P Laboratorium Summary. Problems with bentonite quality and bentonite-quality-control methods have consistently been observed in the field in recent years. These problems are investigated and proposals are made on how to mitigate them. A number of commercial bentonites have been analyzed and their performances evaluated (1) to determine to what extent quality variations occur between commercial bentonites from different manufacturers, (2) to determine the cause(s) of these variations, and (3) to develop a proper quality-control method for bentonite. The results show significant variations in quality between Oil Companies Materials Assn. (OCMA) and APIgrade bentonite. The main cause of these variations is the different type and amount of extending chemical . added. Differences in rheology and fluid loss between bentonite suspensions in fresh water, seawater, and hydrogenperoxide (H 20 2) solutions give a quantitative measure of bentonite extension. Differences in performance before and after hot-rolling do the same. Introduction Commercial bentonite (sodium montmorillonite) is used worldwide as a drilling-fluid additive. Its main functions are to viscosify the mud and to reduce fluid loss to the formation. We have noticed a general decline in bentonite . quality over the past years that is reflected not so much in noncompliance with OCMA or API specifications, but rather in an unpredictable performance in a number of applications: (1) bentonite properties change after longterm storage; (2) addition of bentonite to potassiumchloride (KCI)/polymer muds is ineffective in building viscosity; (3) flocculation of cement slurries occurs in cases where bentonite is used as an extender; (4) properties of bentonites change significantly from one batch to another; and (5) poor and/or unpredictable performance of bentonite has been reported for drilling under harsh conditions. As a result of these observations, an investigation was started to determine whether significant quality variations occur between commercial bentonites and, if so, to determine their nature, and to develop a proper bentonitequality-control method. Bentonite Quality and Present Quality-Evaluation Methods Bentonite Quality. Bentonite quality is determined mainly by four parameters: (1) the content of materials other than montmorillonite; (2) the type of counter-ion(s) present on the montmorillonite platelets; (3) the presence or absence of small amounts of extending polymers (about 0.025 to 1.0 wt%); and (4) the size and charge of the montmorillonite platelets (depending on the source). Pure bentonite should contain only montmorillonite. In practice, because of the declining reserves of high-quality bentonite, other materials-such as illites, kaolinites, chlorites (all clays), quartz, and feldspar-are usually Copyright 1986 Society of Petroleum Engineers 288 present. Because montmorillonitic clays have the highest swelling capacity (which is responsible for viscosity buildup and formation of a low-permeability filter cake), the presence of the other materials will have an adverse effect on bentonite quality. Charge deficiencies in the montmorillonite crystallattice, caused by the exchange of A1 3 + for Si 4 + and Mg2+ for Al 3+ , result in a negative surface charge on the clay platelets. This negative charge is compensated for by positive counter-ions. The type of counter-ions has a great effect on the swelling capacity of the montmorillonite. By far the best performance is obtained with sodium montmorillonite (sodium as counter-ion). If the montmorillonite contains counter-ions other than sodium, the swelling properties, and thus the viscosity buildup and filter-cake permeability, will be adversely affected. If the mineral composition of a bentonite is such that its viscosifying power is insufficient, an extender can be added. The extender can be either a salt or a polymer, and it enhances viscosity buildup by slightly flocculating the bentonite suspension. 1 Sodium carbonate is an example of a salt that can be added as an extender. In some cases, it is already present in the bentonite because it can also be used for pretreatment. Soaking raw bentonite with a solution of a sodium salt results, through ion exchange, in a higher sodium montmorillonite content. High-molecular-weight, linear polymers are generally far more effective extenders than inorganic salts. Examples of polymers used for this purpose-polyanionicsare copolymers of vinyl acetate and maleic anhydride, acrylic polymers, and hydrolyzed polyacrylamides. Variation.s in charge and size of the montmorillonite platelets will occur, depending on their source. These variations affect the swelling characteristics of the material and thus the qUality. The thickness of the montmorillonite platelets varies between 1 and 8 nm and the surface diameter from 0.01 to 0.1 /Lm. SPE Drilling Engineering, August 1986 TABLE 1-COMPARISON OF API AND OCMA SPECIFICATIONS Property Fann-600 reading (22.5-lbm/bbl [64.2-kg/m 3] slurry)' YP (22.5-lbm/bbl [64.2-kg/m 3] slurry) Yield of 15-cp (apparent viscosity) slurry API filtrate (22.5-lbm/bbl [64.2-kg/m 3] slurry) API filtrate (26.3-lbm/bbl [75.0-kg/m 3 ] slurry) Wet screen analysis Residue on U.S. Sieve No. 200 Residue on 100-mesh screen Moisture content API Requirement ~30 Ibf/100 ft ::;:;3 PV OCMA Requirement 2 ::;:; 15.0 mL ::;:;15.0 mL ::;:;2.5 wt% ::;:;2.0 wt% ::;:;15 wt% ::;:;4.0 wt% ::;:;1Owt% 'Fann-600 reading = Fann-35 viscometer reading at 600 rev/min. A measure for the surface charge is given by the cationexchange capacity (CEq-the amount of counter-ions on the platelets. Values can range from 80 to 150 meqllOO g. Disadvantages of Extenders. In view of the above, it is clear that only two simple methods are available for increasing bentonite quality: ion exchange and extender addition. The first method has no drawbacks if the bentonite is properly washed after the treatment. The addition of an extender, however, can give rise to unexpected bentonite performance, in particular when polymeric extenders (polyanionics) have been added. The long-term performance of the extended material will certainly not be as good as that of the pure, high-quality bentonite. Under severe drilling conditions (high temperatures, presence of bivalent cations, high bacterial activity, etc.), the extended bentonite can show an unexpected deterioration in quality owing to polymer breakdown or polymer incompatibility with mud/cement chemicals or formation materials. Additional chemical treatment will be required, resulting in extra costs and/or drilling problems. Another type of problem that can occur with extended bentonite is the "over-the-hump" phenomenon. Small amounts of high-molecular-weight poly anionics can cause a marked increase in (particularly) yield point (YP). There is, however, an optimum polymer concentration, 2,3 and if this concentration is exceeded, the YP will decrease again. The Appendix gives a brief description of this phenomenon. In a mud system, if an extended bentonite is used together with a polymer similar to the extender, the optimum concentration (which is generally fairly low) will be surpassed, resulting in a significant reduction of (in particular) the YP. This phenomenon has been observed repeatedly in our polymer mud systems (KCl/polyacrylamide mud). A third problem that may arise is unwanted flocculation. An extender is essentially a flocculating polymer. Sodium montmorillonite is so strongly hydrated that no distinct flocs will be formed; however, other solids (e.g., weighting materials) might easily form unwanted distinct aggregates. Finally, addition of extended bentonite to cement may lead to unacceptably high slurry viscosities. Current Quality-Evaluation Methods. General2uality standards for bentonite are laid down in OCMA * and API 5 specifications. Table 1 summarizes the OCMA and API requirements. Both the OCMA and API methods include only tests at room temperature on suspensions in distilled water. Under such mild conditions, extending SPE Drilling Engineering, August 1986 TABLE 2-CEC OF SOME COMMON CLAY MINERALS CEC Clay Type Montmorillonite Illite Kaolinite Chlorite (meq/100 g) 70 10 3 10 to to to to 130 40 15 40 polymers will certainly be stable. The presence or absence of extenders thus will not show up directly from the test results. The API specification does contain the requirement that the ratio of YP and plastic viscosity (PV) should be lower than 3. This does represent an indirect control on extension of bentonite. Test Program and Procedures Various commercially available bentonites have been tested, including a nonoilfield product (Sample F). This product, used in wine clarification, was included because it is a high-purity-grade bentonite, not intended to be used for viscosity development and thus, most probably, does not contain any extending chemicals. Neither of the specifications of the bentonites mentioned the presence of any extending chemical. The bentonites were subjected to the standard OCMA tests, modified OCMA measurements with suspensions of prehydrated bentonite in seawater, rheology and fluidloss measurements before and after hot-rolling, rheology measurements on suspensions of bentonite in H 20 2 solutions, CEC measurements, API methylene blue tests (MBT's), clay-content analyses, mineralogical analyses of bulk and clay fractions, and free-water tests. OCMA Tests. The following OCMA measurements were carried out: (1) the amount of bentonite slurry with an apparent viscosity of 15 cp [15 mPa' s] after 24 hours' aging that can be obtained from 1 t [1 Mg] of material (yield in cubic meters per tonne), (2) the API fluid loss of 26-lbm/bbl [74-kg/m3] bentonite suspensions; and (3) the bentonite's moisture content. Suspensions were prepared with distilled water. No caustic was added-i.e., the suspensions had a neutral pH. Sieve analyses were not carried out; the clay fraction was determined by sedimentation analysis. 'The OCMA has been replaced by the Engineering Equipment and Materials Users Organization (EEMUA). The EEMUA now cooperates with an API task group on establishing fluid and cement materials and on reviewing material specifications for the European market, concentrating mainly on North Sea operations. 289 AV (c P) r40 35 30 25 20 i5 iO 5 0 6 8 9 10 H 12 13 14 -15 H 2O 2 solution is almost the same as that of water; therefore, no effect on mud viscosity is expected. The reaction products (H 20, O 2 , CO 2 , and partially oxidized polymer), however, could have an indirect effect on viscosity by changing the pH. Hence the pH was monitored during the oxidation experiments. For comparison, rheologies were measured in solutions of a pure bentonite extender (commercially available) in water and in 3 and 10 % H 2 0 2. The chemical structure of the commercial bentonite extender is not known. Because it is difficult to prepare bentonite slurries reproducibly, special precautions were taken. Test samples were always taken from a bulk stock and then diluted either with distilled water or 30% H 20 2 solutions. In this way, differences can never originate from differences in preparation of the initial bentonite suspensions. _pH Fig. 1-API apparent viscosity of a bentonite suspension as a function of pH (room temperature). Modified OCMA Tests With Seawater. Bentonites are often used in seawater-based muds. Thus the various products were also evaluated in seawater after prehydration in fresh water. The seawater used in the test was treated with a mixture of caustic (sodium hydroxide) and soda ash (sodium carbonate) to precipitate calcium and magnesium ions, as is common practice in the field. Because of this treatment, the pH was approximately 10 in these tests. OCMA yield and fluid loss were determined for these seawater suspensions. Hot-Rolling Tests. To simulate the circulation of bentonite-based muds in deep, hot holes, suspensions of 24.5 lbm/bbl [70 kg/m3] were hot-rolled for 16 hours at 338 to 347°F [170 to 175°C]. Rheology measurements were carried out before and after hot-rolling. No caustic soda was added. H 2 0 2 Oxidation Tests. To break down extending polymers, suspensions were prepared in 3% H 20 2 solutions. Oxidation of the polymers results in suspensions with viscosities that are attributable only to the clays. Rheology measurements are then able to give a measure of the actual clay quality. The bentonite concentrations were 24.5 lbm/bbl [70 kg/m3]. H202 attacking the clays is not a problem because the clays are already fully oxidized. The viscosity of the CEC Tests. Table 2 lists the average CEC of various clays. \,2 A 100% pure bentonite should have a CEC value about the same as that of montmorillonite. The pres ence of other clays or nonclay material decreases the CEC, and hence this can give an indication of bentonite purity. The CEC is measured by conductometrical titration after barium exchange. The CEC does not give information on the type of counter-ions on the clay. API MBT's. In the field, the API MBT6 is used to estimate the CEC. In this test, the adsorption of the dye onto the clay is measured and correlated to the CEC or to the specific surface of the clay. Clay-Content Analyses. Clays are generally defined as particles smaller than 2 /-tm. On the basis of this definition, the clay content can be determined by sedimentation analysis. The result of this test again gives an indication of any contamination of the bentonite, and especially of the amount of silt and sand present. Mineralogical Analyses. With X-ray diffraction, semiquantitative analyses can be carried out to determine the types of clay present in the clay fraction and the types of material other than clay present in the bulk. Free-Water Content of the Suspensions. A good-quality bentonite suspension should not settle out. The presence of free water after 24 hours' settling indicates the pres- TABLE 3-RESULTS OF OCMA TESTS IN DISTILLED WATER AND SEAWATER Bentonite Sample A B C D E F G H OCMA Standard Moisture Content (wt%) 12.0 12.0 12.5 7.5 7.4 6.7 9.2 8.7 < 15.0 Distilled Water Yield Fluid Loss (m 3 /t) (mL) 20.1 14.2 19.1 18.6 18.8 16.0 23.7 16.5 >16.0 10.2 10.2 9.4 15.0 8.3 8.7 9.4 7.6 <15.0 Seawater' Yield (m 3 /t) Fluid Loss (mL) 13.9 17.9 20.4 < 12.2 25.4 >25.4 24.4 >25.4 52.0 23.0 38,6 32.8 24.3 21.3 25.1 27.1 • Seawater = 63.2·lbm/bbl [180·kg/m 3 J prehydrated bentonite, diluted to required concentration with treated seawater (pH=10). 290 SPE Drilling Engineering, August 1986 - YIELD (m 3/TONNE) G Lo ~ MINIMUM REQUIRED i6 ~~,=-U_~ __________ -=--=-- o - E - rA C H i2 8 4 Fig. 2-0CMA yields of various commercial bentonites (pH = 7). ence of non-sodium-montmorillonitic material and/or an extending polymer. The polymer will have some flocculating effect, causing increased settling. Free-water tests were carried out in distilled water only. Suspensions of 8.8 Ibm/bbl [25 kg/m3] were left in a 250-mL cylinder for 24 hours, and the amount of free water was subsequently noted. R.splts and Discussion In general, the pH has a considerable effect on the viscosity ofbentohite suspensions. Fig. 1 gives an example of thisfpr one particular brand of bentonite. In view of this, the pH was always checked during the tests. It was found to be 7 in all tests, except the one with caustictreated seawater, where it was 10. Results of the OCMA Te~ts in Distilled Water and in Seawater. The results of all tests are given in Table 3. the OCMA yields and fluid losses are also shown schematically in Figs. 2 and 3 for easy comparison. All bentonites, except Samples F and B, meet the OCMA specifications. Sample F is the nonoilfield bentonite used in wine clarification. The relatively high fluid loss of Sam- OCMA pIe D indicates flocculation (extension). Because of flocculation (by salt and caustic), both the yield and the fluid loss of the bentonites in seawater should be significantly higher than the standard values for distilled water. Only Samples B, E, F, and H, however, show this significant increase in yield. This again indicates that the other four samples were already in a partially flocculated state and thus probably extended. The most likely explanation for a decrease in yield (Samples A and D) is the effect of the salt.on the extending polymers present in these bentonites. The configuration of the polymer molecules will be affected by a change in the ionic strength of the solution, which can result in a significant change in flocculating efficiency, depending on the type of polymer. The high fluid loss in seawater as compared to fresh water is caused by a difference in cake structure. The seawater/bentonite suspension creates a relatively loose, permeable cake because it is built from flocs instead of individual bentonite particles. Results of the Tests at Elevated Temperature. The results of hot-rolling tests on 24.5-lbm/bbl [70-kg/m3] bentonite suspensions are given in Table 4 and Fig. 4. FLUID LOSS(ml) r i6 r-MAXIMUM - - - - - - -ALLOWABLE -- - - - - - - VALUE - - -- 0 ---- ---- --- -- - -- - - - -- i2 -F - 8 -A rB 'ti r-- ' G E 4 0 Fig. 3-0CMA fluid losses of various commercial bentonites (pH = 7). SPE Drilling Engineering, August 1986 291 TABLE 4-RESULTS OF HOT-ROLLING TESTS ON 24.5 Ibm/bbl [70 kg/m3] BENTONITE SUSPENSIONS Bentonite Sample A B C D E F G H PV (cp) Hot-Rolled No -7 10 16 4 15 9 26 16 YP (lbf/100 ft2) Hot-Rolled Yes No 13 25 23 9 29 16 26 31 42 6 26 46 27 8 91 14 -- -- In general, the rheology of bentonite suspensions improves during the conditioning process (hot-rolling). The application of shear and the long contact time enhance the dispersion and hydration of the clay platelets. In addition, some gelling occurs at high temperatures, which is reflected in the slight increases in fluid loss resulting from the formation of more permeable, partially "card-house"structured filter cakes. Samples A, D, and G again gave deviating results. They did not show an improved rheology upon hot-rolling, and a very pronounced decrease in the yield points of Samples A and D was observed after hot-rolling. Thermal degradation of the extending polymer must have taken place. Results of the Tests in H 2 0 2 Solutions. The results of rheology measurements on 24.5-lbm/bbl [70-kg/m3] bentonite suspensions in both fresh water and 3% H 20 2 solutions are given in Fig. 5. Tests were also carried out on a 0.8-lbm/bbl [2-kg/m3] solution of a commercial bentonite extender. The results are shown in Fig. 6. Clearly, the extender is almost completely broken down by the H 20 2 , but to complete the reaction takes a long time (at room temperature). The results of the oiidation tests on bentonites show that most products suffer from a significant deterioration Fluid Loss Hot-Rolled No Yes -- -11.2 7 11.0 14 10.0 33 15.6 4 49 8.9 11.0 17 9.7 92 7.8 38 Yes 15.1 12.9 12.8 18.0 9.8 12.4 10.7 10.0 in quality after H202 treatment. Because measurements were taken after 70 hours of curing time, it can be assumed that the oxidation reaction is almost completed and that the rheological properties are representative of the actual clay quality. The reduction of rheological parameters ranges from medium (Samples Hand C) to very pronounced (Samples D, E, and G). Only Samples F and B do not show any deterioration (differences are within the error range of ±2). Sample D showed a peculiar result. The tests both in seawater and at high temperature strongly indicated the presence of an extending polymer. The H 20 2 treatment, however, did not affect its properties when used at a 3 % concentration. Treatment with 10% H 20 2 , however, reduced the YP by more than 50%. Either the extender was very stable, or the amount of natural organic products that will also react with H 20 2 was very high. The resulting YP's all fall within 5 to 11 IbfllOO ft2 [2.4 to 5.3 Pal, which is much more acceptable than the initial values (10 to almost 100 IbfllOO ft2 [4.8 to almost 47.9 Pa]). Some comments should also be made on the execution of the H 20 2 tests. 1. Because the reagent is a solution of a reactive gas (H 2 0 2) in water, which deteriorates rather rapidly, fresh reagent should be used for each test. YP (\b/iOOft 2 ) 60 50 + t:S:J BEFORE HOT ROLLING 92 91 I2Zl AFTER HOT ROLLI NG 40 30 20 10 E G Fig. 4-YP's of 70-kg/m 3 bentonite suspensions, before and after hot-rolling at 170°C for 16 hours (pH;:: 7), 292 SPE Drilling Engineering, August 1986 YP (Ib/ 100f1 2) 30 70kg/m 3 BENTONITE IN '\ I ES3 96 WATER o 70kg/m 3 BENTONITE IN 3 % - H202 20 Fig. 5-YP's of bentonite suspensions in water and H 2 0 2. A suspension of bentonite in an H 20 2 solution will always show reaction (bubbling). The presence of the bubbles alone, however, does not prove that an extending polymer is present. Both catalytic decomposition of H 2 0 2 on the clay surfaces and oxidation of natural organic products (i.e., humic acids) will occur. 3. The oxidation reaction can take a long time to complete. The suspension should be left for at least 24 hours before conclusions are drawn on differences between the normal and the H 2 0 2 -treated bentonite. If required, reaction conditions could be optimized to shorten the reaction time. 4. During catalytic decomposition of H202 and oxidation of organic material, gases (0 2 and CO 2 ) are formed. These gases can cause excessive foaming of the mud. A foam volume five times the original suspension volume can readily be generated. This introduces a problem in the rheology measurement because foams have much higher viscosities than nonaerated solutions. There- 2 solutions (pH=7). fore, care should be taken to ensure that suspensions are properly defoamed before measurements are carried out. 5. Reaction products can change. the pH of the suspension. the pH should always be checked and, if necessary, adjusted. Ratio Between YP and PV. An extra indication of extension is given by the ratio of YP and PV. Initial ratios higher than about 2 to 3 should arouse suspicion. Ratios this high will normally be encountered only in flocculated systems in which the "card-house" structure is strengthened by polymers. It should be noted, however, that a bentonite with a YP/PV ratio in the range of 0.5 to 2.0 is not necessarily nonextended (as shown by, e.g., the performance of Sample E in H 2 0 2 solution). Table 5 shows the ratios of YP's and PV's under various conditions. Three out of eight samples have a YP/PV ratio greater than 3. Six of these eight samples, however, F-600 Cib/100ff 2) 60 " . . , ~ ~.\~ .. --------------------~------------------~----r-.WATER 50 , ..... . ....... \ \ 40 ". \ \ \ \ 30 \ , 20 .... ", "- ..... .... "- "" '.q., ............ ..... " , ···0 .............. . · ...................... 0 3% H202 SOL - ... - - - - - - - - - - ---""-iO%H202 SOL 20 30 40 h TIME Fig. 6-Rheology of bentonite extender solutions in water and H 2 0 2 -Fann-600 reading vs. time (extender concentration: 2 kg/m 3; pH = 7). SPE Drilling Engineering, August 1986 293 TABLE 5-RATIOS OF YP AND PV UNDER VARIOUS CONDITIONS FOR 24.5-lbm/bbl [70-kg/m 3 ] BENTONITE SUSPENSIONS YP/PV Ratios Before Hot-Rolling After Hot-.Rblling Before H 2 0 2 Treatment After H 202 Treatment A B.O B C 0.6 1.6 11.5 0.5 0.6 1.4 21.7 0.8 1.0 0.4 4.0 1.1 1.1 4.0 11.3 0.8 0.6 1.6 1.0 1.0 0.3 0.5 O.~ Bentonite Sample D 1.8 E F 1.7 1.0 3.5 1.2 1.0 3.5 0.9 G H cation of the ranking in actual viscosity-building capacity of the nonextended clays. The results show hardly any correlation between the ranking in CEC, MBt, and Fann-600 values. Only Samples A and H consistently have a relatively low ranking. The results of these tests probably indicate only a small variation in clay quality between the various bentonites. TABLE 6-CEC's, MBT API VALUES, AND FANN-600 READINGS IN 3% H 2 0 2 SOLUTIONS Bentonite Sample CEC E (illeq/100 g) 67 (3)* * 83 (1) 72 (2) 80 (1) 65 (3) F 74 (2) G H 73 (2) 66 (3) A B C o MBT Results (mL) 1.30 1.35 1.53 1.50 1.58 1.48 1.65 1.35 F-600 in H 202 * (lbf/100 ft 2) (3) (3) (2) (2) (1) (2) (1) (3) 28 31 25 32 30 30 23 (1) (1) (2) (1) (1) Clay Contents and :Mineralogical Compositions. The results of the clay-content determinations and the mineralogical analyses are given iIi Table 7. Because the bentonites yield very viscous suspensions and because clay content is determined by seqimentation analysis, some problems were encountered in this test. Therefore, the results are probably on the low side and the data given ~hould be interpreted as follows: clay content is equal to, or higher than, tbe figure given. The results of t\le mineralogical analyses agree well with what may be expected for bentonites: "predominant to almost exclusive presence" of montmorillonite, a generally "clearly evident" to "considerable" presence of quartz (sand, silt, or everi finer), and "traces" of kaolinite, illite, calcite, dolomite, pyrite, feldspar, and siderite (as can be expected for a natural product). The only two exceptions are Samples C and D, which contain amounts df kaolinite and illite in the clay fraction that are on the high side. In general, it can agaih be concluded from these results that there is hot much variation in mineralogical composition between the various bentonites. (1) (2) • F·600 in H 2 0 2 = Fann·35 viscometer reading at 600 rev/min for a 24.5 Ibm/bbl 3 [70 kg/m l bentonite suspension in 3% H 2 0 2 solution . •• Numbers within parentheses represent quality ranking in groups; 1 = highest quality. contain an extender, as shown in the H 2 0 2 tests. This indicates that the API requirement is not strict enough. Excessive ratios always return to "normal" after heat or H 2 0 2 treatment. Here it c~n also clearly be seen that Sample A was still reacting with H 2 0 2 at the time of measurement, as was also observed in the laboratory. The only two products with reproducible YP/PV ratiO!! (Samples F and B) are also the only two shown to be nonextended in the rheology tests. This clearly illustrates the unpredicta.bility of the extended products and the reliability of the pure clays. CEC and MBT Results. The results of the CEC and MBT measurements are given in Table 6. The Fann-600 readings of bentonite suspensions in 3 % H 2 0 2 solutions have been included because they give a reasonable indi- Free-Water Determinations. The results of the settling tests are given in Table 8. Two products (Samples D and G) showed very significant top-settling, while two prod- TABLE 7-MINERALOQ!CAL COMPOSITION OF THE VARIOUS BENTONITES Clay Composition Bulk Composition Bentonite Clay Fraction Sample Pyrite Feldspar Siderite Kaolinite Illite Montmorillonite (wt%) Quartz Calcite Dolomite Clay A B C D E F G H 78 90 79 76 79 83 93 82 -----0 2 3 :3 3 2 2 2 to 3 0 0 0 0 1 2 0 1 0 0 0 0 1 0 0 1 4 4 4 4 4 4 5 to to 4 to to to to 5 5 5 5 5 5 0 o to 0 o to o to 0 o to o to i 1 1 1 1 1 2 1 to 2 1 1 1 1 to 2 1 to 2 --0 o to 0 1 o to o to 1 o to 1 -- 0 0 2 2 1 1 1 0 o to o to 0 1 1 0 0 1 2 1 o to 1 o to 1 1 5 5 5 4 to 5 5 5 5 5 The composition was approximated by the following code: 5 = almost exclusively present; 4 =predominantly present; 3 =considerably present; 2 =clearly evident; 1 =scarcely evident; and 0 =not apparent. 294 SPE Drilling Engineering, August 1986 ucts (Samples A and H) showed slight top-settling. Usually 1 or 2 % free water is considered to be within the error range and thus insignificant. TABLE 8-TOP SETTLING IN 8.8-lbm/bbl [2S-kg/m 3 ) SUSPENSIONS OF THE VARIOUS BENTONITES IN A 2S0-mL MEASURING CYLINDER General Discussion Table 9 gives a summary of all the relevant results obtained from the bentonite-quality tests. It can be concluded from Table 9 that only two products (Samples B and F) are not extended. They are the same two products that fail to meet OCMA requirements. The rest of the products except Sample C can be divided into two groups: (1) bentonites with strong, resistant extenders (Samples E and H) and (2) bentonites with relatively easily degradable extenders (Samples A, D, and G). Sample C appears to be only slightly extended. If we compare the rnineralogies, CEC and MBT values, and rheologies of the true clay suspensions after oxidation, we can conclude that the nonextended clays are of similar, rather high qUality. These observations, together with the fact that the pure, nonoilfield bentonite fails to meet the OCMA specification, lead to the conclusion that the OCMA and the API standards are very high. Apparently, it is very difficult to fulfill API and OCMA specifications with good-quality bentonites unless extenders are added. Because extender addition can lead to erratic, unpredictable bentonite performance, however, it would probably be better to have nonextended bentonites of a slightly lower API or OCMA quality with regard to yield. To attain this, the oilfield standards for bentonite yield should be lowered somewhat (e.g., OCMA yield from 16 to 12 m 3 It [102.3 to 76.7 bbllU .K. ton]). The current OCMA and API bentonite-qualityevaluation methods allow manufacturers to add extenders. On the one hand, the requirements regarding bentonite yield are high; on the other hand, the test procedure is such that any material may be added, provided that it is stable at room temperature in art aqueous environment for 24 hours. Therefore, lowering the OCMA bentonite yield requirement-e.g., from 16 to 12 m 3 /t [102.3 to 76.7 bbI/U.K. ton]-should be accompanied by an extension of the test procedure with a hot-rolling, H2 O 2 , or similar test. Because dry-blending of small amounts of polymer with bentonite powder will certainly result in inhomogeneities in polymer concentration, differences observed between different batches of the saine product most probably originate from the dry-blending process. Finally, it should be stressed that bentonite extension is not necessarily harmful. Extension, however, could be Bentonite Sample Top-Settling (% Free Water) 5 A o B C 1 o 46 E F o G 23 H 4 1 carried out better at the rig site or in the mud plant for obvious reasons. 1. A much more homogeneous mixing of the polymer can be obtained in a suspension than by dry-blending. 2. The degree of extension can be chosen to meet specific requirements. 3. If the type and amount of extender are known, the chance of unexpected problems with mud quality will be much smaller. Conclusions 1. Bentonite clay qualities of the samples tested did not differ much. Major differences in performance resulted from the addition of extending polymers. 2. The OCMA and API standards for bentonite quality are such that addition of an extender will often be required to meet the specifications. 3. The OCMA and API test procedures should include a test to control the practice of extender addition. Acknowledgments I thank 1.1. Hartog and B.H.1. van der Linden for their contributions to this investigation. References 1. van Olphen, H.: An Introduction to Clay Colloid Chemistry, second edition, John Wiley and Sons, New York City (1963). 2. Gray, G.R. and Darley, H.C.H.: Compositions and Properties of Oil Well Drilling Fluids, fourth edition, Gulf PUblishing Co., Houston (1980). . 3. Finch, C.A.: Chemistry and Technology of Water-Soluble Polymers, first edition, Plenum Press, New York City (1983). 4. "Drilling Fluid Materials-Bentonites," Oil Companies Materials Organization, Specification No. DFCP-4 (Oct. 1973). TABLE 9-0VERVIEW OF ALL BENTONITE-QUALITY-EVALUATION RESULTS Bentonite Sample A B C 0 E F G H Mee.ting OCMA Specifications Detrimental Effect Seawater Detrimental Effect of of High Temperature Detrimental Effect of H20 2 Addition Deviation in Mineral Composition Yes No Yes Yes Yes No Yes Yes Strong None Slight Strong None None Medium None Strong None None Strong None None Medium None Medium None Slight Medium Strong None Very strong Strong No No Slight Slight No No No No SPE Drilling Engineering, August 1986 Does TopSettling Occur Is YP/PV Ratio Too High Slight No No Strong No No Strong Slight Yes No No Yes No No Yes No --- 295 :.~ ",1 ""Q~:I\ ............ ...\-: ...... . I! , ••••••: . : + + " + \ + .' .' / ,.:.., ~ ;:-: ••' .. .... , + ...•.....• + ~ ... ....\ ..:. -~... ~~.... o, + ., ;.;. ;. \ /\ "\ CLAY PLATELET WITH NO OR POSITIVE CHARGE ON EDGES ,••:Of \\ INCREASED REPULSION \ BETWEEN ADSORBED .. ' / .' .... ANIONIC (-)POLYMERS .... ...... ..... Fig. A-1-(a) Low polymer concentration-flocculated system; (b) high polymer concentration-dispersed system .. 5. "API Specification For Oil Well Drilling Fluid Materials," APIRP l3A, tenth edition, API, Dallas (April 1984). 6. "Standard Procedures for Testing Drilling Fluids," API-RP l3B, eighth edition, API, Dallas (April 1980). Appendix-The Effect of Polymer Concentration on Polymerl Clay Interaction It is well-known from flocculation theory and practice that if an anionic polymer is present in a clay suspension, the polymer concentration has a significant effect on the stability of the suspension. This effect is explained by the different configurations existing at high and low polymer concentrations. 1. At a low concentration, the polymer links the clay platelets together, which results in flocculation and subsequent increased sedimentation. The polymer destabilizes the suspension. A schematic representation is given in Fig. A-1a. 2. At a high concentration, more polymer molecules are available per clay platelet. Various polymers adsorb onto a platelet, and the repulsion between the negatively charged tangling ends of the polymers prevents flocculation. The polymer now stabilizes the suspension. A schematic representation is given in Fig. A-1 b. 296 In a bentonite suspension, the same phenomena will occur after the addition of an extending polymer. The only difference is that sedimentation will not occur, owing to the large hydration mantle of the montmorillonite platelets. Instead, a marked effect Oil rheology will be observed. In general, the following rheological observations are made on bentonite suspensions: (1) pure bentonite suspension: dispersed system with normal PV and YP; (2) slightly extended bentonite suspension: flocculated system with normal PV but strongly increased YP; and (3) overextended bentonite suspension: dispersed system with normal PV and strongly decreased YP, even lower than for the pure bentonite suspension. SI Metric Conversion Factors bbI/U.K. ton cp X X E-Ol E-03 (OF - 32)/1.8 OF Ibf/100 ft2 lbm/bbl 1.564 763 1.0* X X * Conversion factor is exact. 4.788026 2.853 010 E-Ol E+OO m 3 /t Pa's °C Pa kg/m3 SPEDE Original manuscript received in the Society of Petroleum Engineers office March 1, 1985. Paper accepted for publication Feb. 3, 1986. Revised manuscript reo ceived April 7.1986. Paper (SPE 13454) first presented at the 1985 IADCISPE Drilling Conference held in New Orleans March 6-8. SPE Drilling Engineering, August 1986