plagiat merupakan tindakan tidak terpuji plagiat
advertisement

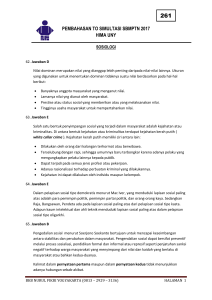
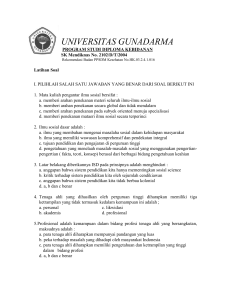
PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI PENGARUH WAKTU DAN TEGANGAN PADA PELAPISAN HARD CHROME TERHADAP KEKERASAN BAJA KARBON RENDAH TUGAS AKHIR Diajukan Untuk Memenuhi Sebagian Persyaratan Memperoleh Gelar Sarjana Teknik Program Studi Teknik Mesin Diajukan Oleh: FLORENTINUS ARDIKA SETYA PUTRA NIM : 095214017 PROGRAM STUDI TEKNIK MESIN JURUSAN TEKNIK MESIN FAKULTAS SAINS DAN TEKNOLOGI UNIVERSITAS SANATA DHARMA YOGYAKARTA 2014 i PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI THE EFFECT OF TIME AND VOLTAGE FOR HARD CHROME PLATING HARDNESS TO CARBON STEEL FINAL PROJECT Presented as partitial fulfilment of the requirement for obtaining the Sarjana Teknik degree in Mechanical Engineering By: FLORENTINUS ARDIKA SETYA PUTRA Student Number : 095214017 MECHANICAL ENGINEERING STUDY PROGRAM DEPARTEMENT OF MECHANICAL ENGINEERING FACULTY OF SCIENCE AND TECHNOLOGY SANATA DHARMA UNIVERSITY YOGYAKARTA 2014 ii PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI TUGAS AKIIIR PENGARTIH WAKTU DAN TEGAFTGAI\ PADA PELAPISAIY HARD CHROME TER}IADAP KEKERASAI\ BAJA KARBON RENDAH Dipersiapkan dan ditulis oleh: Nama : Florentinus NIM :095214017 Ardika Setya Putra Telah dipertahankan di depan Panitia Penguji pada tanggal *3.Jent*n "tor7 dan dinyatakan telah memenuhi syarat Susunan Panitia Penguji Nama : Lengkap Tand Ketua Doddy Purwadianto, S.T., M.T. Sekretaris Wibowo Kusbandono, S.T., M.T. Anggota Budi Setyahandan4 S.T., M.T. YogyakartflJanuan2014 Fakultas Sains dan Teknologi Universitas Sanata Dharma 6* ffi,-'t $ Dekan, nltr",:':\ ingsih Prima Rosa, S.Si., lv PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI PERNYATAAN KEASLIAN KARYA Saya menyatakan dengan sesungguhnya bahwa dalam Tugas Akhir yang saya tulis ini tidak memuat karya atau bagian karya orang lain, kecuali yang telah disebutkan dalam kutipan dan daftar pustaka, sebagaimana layaknya karya ilmiah. Yogyakarta, 30 Januari 2014 Penulis Florentinus Ardika Setya Putra v PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI ABSTRAK PENGARUH WAKTU DAN TEGANGAN PADA PELAPISAN HARD CHROME TERHADAP KEKERASAN BAJA KARBON RENDAH Tujuan penelitian ini adalah : (1) Melakukan pelapisan hard chrome terhadap baja karbon rendah dengan kadar karbon 0,254% sebagai benda kerja. (2) Mengetahui peningkatan kekerasan lapisan pada permukaan baja karbon rendah yang telah melalui proses pelapisan hard chrome dengan variasi waktu (t) dan tegangan (V). Penelitian dimulai dengan menyiapkan larutan elektrolit yang terdiri dari asam kromat 3000 gr/l, asam sulfat 17,4 gr/l, katalis 300 ml dan aquades 20 liter. Dilanjutkan dengan percobaan pelapisan hard chrome. Dalam penalitian ini digunakan rectifier sebagai sumber arus, baja karbon rendah dipilih sebagai benda kerja dan digantungkan pada kutub negatif katoda yang berada dalam bak elektroplating. Variabel yang diukur meliputi lamanya waktu yang digunakan untuk proses pencelupan selama 150, 180, 210 dan 240 menit (t), besar tegangan yang digunakan 11 volt dan jarak antara anoda terhadap katoda sejauh 150 mm. Besar tegangan DC yang digunakan sebesar 6, 8, 10 dan 12 volt (V), lama waktu pencelupan selama 180 menit dan jarak anoda terhadap katoda sejauh 150 mm. Dari penelitian yang dilaksanakan, dapat diambil kesimpulan sebagai berikut : (1) Telah berhasil melakukan pelapisan hard chrome menggunakan material baja karbon rendah dengan kadar karbon sebesar 0,245% sebagai benda kerja. (2) Dari hasil yang diperoleh peningkatan nilai kekerasan permukaan lapisan hard chrome yang terbaik diperoleh sebesar 407,71 HV pada variasi waktu proses pelapisan selama 240 menit dan besar tegangan yang digunakan sebesar 11 volt dengan jarak anoda terhadap katoda sejauh 150 mm. Dan divariasi tegangan 12 volt dan lamanya waktu pencelupan selama 180 menit dengan jarak anoda terhadap katoda sejauh 150 mm, diperoleh nilai kekerasan yang terbaik sebesar 340,81 HV. Kata kunci : elektroplating, hard chrome, kekerasan permukaan. vii PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI KATA PENGANTAR Puji syukur penulis panjatkan kepada Tuhan Yesus Kristus bahwa dengan berkat kasih-Nya sehingga penulis dapat menyelesaikan Tugas Akhir yang berjudul “PENGARUH WAKTU DAN TEGANGAN PADA PELAPISAN HARD CHROME TERHADAP KEKERASAN BAJA KARBON RENDAH ”. Tugas Akhir ini merupakan salah satu persyaratan untuk memperoleh gelar Sarjana Teknik (S.T.) di program studi Teknik Mesin, Fakultas Sains dan Teknologi Universitas Sanata Dharma. Dalam menyelesaikan Tugas Akhir ini tentunya tidak terlepas dari bantuan dari berbagai pihak. Oleh karena itu, dalam kesempatan ini penulis ingin menyampaikan ungkapan terima kasih dan penghormatan kepada : 1. Paulina Heruningsih Prima Rosa, S.Si., M.Sc., Dekan Fakultas Sains dan Teknologi Universitas Sanata Dharma Yogyakarta. 2. Ir. Petrus Kanisius Purwadi, M.T., selaku Ketua Program Studi Teknik Mesin 3. Budi Setyahandana, S.T., M.T. selaku Dosen Pembimbing Tugas Akhir yang telah mendampingi dan memberikan bimbingan dalam menyelesaikan Tugas Akhir ini. 4. Doddy Purwadianto, S.T., M.T. pembimbing akademik penulis. 5. Dosen-dosen program studi Teknik Mesin Universitas Sanata Dharma, atas ilmu pengetahuan dan bimbingannya kepada penulis. viii PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 6. Martono DS, laboran laboratorium ilmu logam, yang turut membantu dalam menyediakan fasilitas yang dibutuhkan oleh penulis saat penelitian. 7. Intan Widanarko, laboran laboratorium teknologi mekanik, yang turut membantu dalam menyediakan fasilitas yang dibutuhkan oleh penulis. 8. Seluruh staf sekretariat Fakultas Sains dan Teknologi Universitas Sanata Dharma. 9. Robertus Sukardi dan Brigita Widiyanti yang tanpa lelah memberikan kasih sayang, dukungan dan doa kepada penulis dalam menyelesaikan Tugas Akhir sampai dengan penyusunan Karya Ilmiah ini. 10. Yohanes Bayu Surya Baskara yang turut mendukung dan mendoakan penulis. 11. Saudari Maria Angeline Indah S yang telah bersedia menemani perjalanan hidup penulis. 12. Tendi, Kadek, Eko, Dodo, Vincent, Risky, Candra, Mas Surya, Kang Andri dan teman-teman Teknik Mesin angkatan 2009 yang turut serta membantu dalam menyelesaikan Tugas Akhir ini. 13. Semua pihak yang turut memberikan dukungan dalam menyelesaikan Tugas Akhir ini. Penulis menyadari bahwa masih banyak terdapat kekurangan dalam penyusunan laporan Tugas Akhir ini. Oleh karena itu, penulis mengharapkan kritik dan saran dari berbagai pihak. Besar harapan penulis agar laporan ini bermanfaat bagi perkembangan ilmu teknik di Indonesia. ix PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI Penulis Florentinus Ardika Setya Putra x PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI DAFTAR ISI HALAMAN JUDUL ...................................................................................... i TITLE PAGE ................................................................................................. ii HALAMAN PERSETUJUAN PEMBIMBING .......................................... iii HALAMAN PENGESAHAN ........................................................................ iv PERNYATAAN KEASLIAN KARYA ........................................................ v LEMBAR PERNYATAAN PERSETUJUAN PUBLIKASI KARYA ILMIAH UNTUK KEPENTINGAN AKADEMIS ..................................... vi ABSTRAK ...................................................................................................... vii KATA PENGANTAR .................................................................................... viii DAFTAR ISI ................................................................................................... xi DAFTAR TABEL .......................................................................................... xiv DAFTAR GAMBAR ...................................................................................... xv BAB I PENDAHULUAN ............................................................................. 1 1.1 Latar Belakang................................................................................. 1 1.2 Perumusan Masalah ......................................................................... 2 1.3 Tujuan Penelitian ............................................................................. 3 1.4 Manfaat Penelitian ........................................................................... 4 1.5 Batasan Masalah .............................................................................. 4 xi PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI BAB II DASAR TEORI .............................................................................. 5 2.1 Tinjauan Pustaka ............................................................................. 5 2.2 Dasar Teori ...................................................................................... 6 2.2.1 Pelapisan Hard Chrome ......................................................... 7 2.2.2 Kondisi yang Diperhatikan Saat Proses Elektroplating ......... 8 2.3 Pengujian Kekerasan Vickers .......................................................... 9 BAB III METODE PENELITIAN .............................................................. 11 3.1 Skema Penelitian ............................................................................ 11 3.2 Deskripsi Benda Kerja ..................................................................... 12 3.3 Skema Alat ...................................................................................... 13 3.4 Peralatan yang Digunakan Dalam Proses Pelapisan........................ 14 3.5 Larutan Elektrolit............................................................................. 18 3.6 Variabel yang Divariasikan ............................................................. 23 3.7 Variabel yang Diukur ...................................................................... 23 3.8 Langkah Penelitian .......................................................................... 23 3.9 Peralatan Pendukung ....................................................................... 25 BAB IV HASIL DATA DAN PEMBAHASAN ......................................... 32 4.1 Hasil Penelitian ................................................................................ 32 4.2 Pengolahan Data .............................................................................. 34 4.3 Pembahasan ..................................................................................... 38 xii PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI BAB V KESIMPULAN DAN SARAN ......................................................... 43 5.1 Kesimpulan ...................................................................................... 43 5.2 Saran ................................................................................................ 44 DAFTAR PUSTAKA ..................................................................................... 45 LAMPIRAN .................................................................................................... 46 xiii PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI DAFTAR TABEL Tabel 3.1 Kondisi dan takaran ....................................................................... 19 Tabel 4.1 Hasil pengujian kekerasan dengan metode Vickers pada benda kerja tanpa proses pelapisan hard chrome. .................................... 32 Tabel 4.2 Hasil pengujian kekerasan dengan metode Vickers pada variasi waktu lamanya proses pelapisan .................................................... 33 Tabel 4.3 Hasil pengujian kekerasan dengan metode Vickers pada variasi tegangan listrik ............................................................................... 33 Tabel 4.4 Hasil perhitungan kekerasan benda kerja tanpa pelapisan hard chrome.................................................................................... 36 Tabel 4.5 Hasil perhitungan dari data varisai waktu lamanya proses pelapisan hard chrome ................................................................. 37 Tabel 4.6 Hasil perhitungan dari data variasi tegangan listrik yang digunakan untuk proses pelapisan hard chrome ........................... 37 xiv PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI DAFTAR GAMBAR Gambar 2.1 Bentuk dan sudut indentor ........................................................ 10 Gambar 3.1 Skema penelitian ........................................................................ 11 Gambar 3.2 Benda kerja ................................................................................. 13 Gambar 3.3 Skema Alat ................................................................................. 13 Gambar 3.4 Rectifier ...................................................................................... 14 Gambar 3.5 Bak tangki larutan ...................................................................... 15 Gambar 3.6 Anoda ......................................................................................... 16 Gambar 3.7 Katoda (Benda kerja setelah diproses hard chrome) ................. 16 Gambar 3.8 Pipa tembaga .............................................................................. 17 Gambar 3.9 Larutan elektrolit ........................................................................ 18 Gambar 3.10 Cairan aquades ........................................................................... 19 Gambar 3.11 Asam kromat .............................................................................. 20 Gambar 3.12 Asam sulfat................................................................................. 21 Gambar 3.13 katalis ......................................................................................... 21 Gambar 3.14 Timbangan digital ...................................................................... 26 Gambar 3.15 Amplas ....................................................................................... 27 Gambar 3.16 Kawat tembaga ........................................................................... 27 Gambar 3.17 Mesin polishing .......................................................................... 28 Gambar 3.18 Metal polish ................................................................................ 28 Gambar 3.19 Volt meter ................................................................................... 29 Gambar 3.20 Ampere meter ............................................................................. 30 xv PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI Gambar 3.21 Outside micrometer .................................................................... 30 Gambar 3.22 Alat uji kekerasan Vicker ........................................................... 31 Gambar 4.1 Hubungan nilai kekerasan material dasar terhadap nilai kekerasan dengan variasi waktu pelapisan pada jarak anodakatoda 150 mm dan tegangan 11 volt. ....................................... 39 Gambar 4.2 Hubungan nilai kekerasan dengan variasi tegangan pada jarak antara anoda-katoda sejauh 150 mm, dan pelapisan selama 180 menit ................................................................................... 41 xvi PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI BAB I PENDAHULUAN 1.1 Latar Belakang Kincir angin saat ini banyak dikembangkan sebagai sumber energi alternatif terbarukan dengan memanfaatkan energi kinetik angin sebagai sumber penggerak sudu kincir angin. Di beberapa daerah di Indonesia kincir angin digunakan sebagai pengerak pompa air laut pada produksi garam. Selain digunakan untuk pompa air laut, kincir angin juga digunakan sebagai penggerak generator untuk pembangkit listrik. Sebagian besar kincir angin dipasang di daerah pantai karena di daerah tersebut menghasilkan kecepatan angin yang tinggi sehingga putaran kincir angin yang dihasilkan tinggi juga. Dari kondisi tersebut, diperlukan perancangan dan material kincir angin yang memiliki ketahanan tinggi. Beberapa bagian kontruksi kincir angin membutuhkan kekerasan permukaan yang tinggi dan tahan terhadap korosi. Hal ini dimaksudkan untuk meningkatkan ketahanan komponen kincir angin. Untuk memperoleh kekerasan permukaan material yang diinginkan, dapat dilakukan dengan berbagai cara. Salah satunya menggunakan elektroplating dengan metode pelapisan hard chrome. Pelapisan hard chrome pada bagian permukaan material merupakan salah satu cara untuk meningkatkan kekerasan permukaan komponen kincir angin. Dari proses tersebut diperoleh komponen yang lebih awet dan tidak mudah rusak. 1 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 2 1.2 Perumusan Masalah Di daerah pantai banyak menghasilkan energi angin yang melimpah. Energi angin yang dihasilkan bisa digunakan sebaik mungkin untuk kebutuhan manusia secara luas. Energi angin termasuk dalam energi terbarukan yang murah dan mudah didapatkan dibandingkan dengan energi tak terbaharuakan seperti bahan bakar fosil dan ketersedianya yang semakin menipis. Pada perancangan kincir angin manghadapi kendala yaitu beberapa bagian pada komponen kincir angin mengalami korosi atau lebih dikenal sebagai karat, hal tersebut menghambat kerja beberapa komponen yang terdapat pada kincir angin. Penggunaan material berbahan besi (Fe) sangat mudah terkorosi saat ditempatkan di daerah pantai, karena uap air yang mengandung garam ikut terbawa oleh angin laut dan menempel dikomponen kincir angin. Material yang memiliki sifat dasar keras dan tahan terhadap korosi sangat dibutuhkan akan tetapi dari segi biaya relatif mahal seperti stainless steel. Material yang digunakan sebagai komponen kincir angin tebuat dari bahan baja karbon rendah, baja karbon rendah dipilih karena memiliki sifat yang ulet, lunak dan mudah dibentuk. Dari segi biaya material tersebut harganya terjangkau dan mudah untuk didapatkan. Berbagi macam cara bisa dilakukan untuk mengatasi kendala yang terjadi salah satunya elektroplating. Elektroplating merupakan pelapisan material logam, pelapisan elektroplating adalah salah satu cara untuk memberi sifat keras dan tahan korosi dengan biaya yang cukup murah. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 3 Komponen kincir angin membutuhkan sifat yang keras dan tahan terhadap korosi. Pelapisan hard chrome adalah salah satu metode untuk meningkatkan kekerasan dan tahan terhadap korosi. Hal tersebut dimaksudkan untuk meningkatkan kekerasan komponen kincir angin. Komponen kincir angin yang telah dilapisi hard chrome umur pemakaian terbilang awet dan tahan lama dibandingkan dengan komponen tanpa proses pelapisan hard chrome. Pada penelitian ini ingin dibahas lebih lanjut tentang pengaruh variasi waktu dan tegangan terhadap kekerasan benda kerja. 1.3 Tujuan Penelitian Tujuan yang dicapai : 1. Melakukan pelapisan hard chrome terhadap baja karbon rendah dengan kadar karbon 0,254 % sebagai benda kerja. 2. Mengetahui kekerasan lapisan pada permukaan baja karbon rendah yang telah melalui proses pelapisan hard chrome dengan variasi waktu pencelupan selama 150, 180, 210 dan 240 menit (t), dan besar tegangan 6, 8, 10 dan 12 volt (V). PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 4 1.4 Manfaat Penelitian Manfaat penelitian yang diperoleh : 1. Meningkatkan kekerasan permukaan material kincir angin untuk meningkatkan ketahanan aus komponen kincir angin. 2. Dapat digunakan sebagai referensi untuk penelitian tentang proses pelapisan hard chrome pada baja karbon rendah. 1.5 Batasan Masalah Batasan penelitian pelapisan hard chrome adalah sebagai berikut : 1. Material yang digunakan adalah baja karbon rendah dengan kadar karbon 0,245% C. 2. Variasi yang dilakukan meliputi: a. Variasi waktu lamanya untuk proses pelapisan hard chrome selama 150, 180, 210 dan 240 menit (t). b. Variasi tegangan yang digunakan untuk proses pelapisan hard chrome sebesar 6, 8, 10 dan 12 volt (V). 3. Pengukuran kekerasan yang dilakukan adalah pengukuran kekerasan dengan metode Vickers. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI BAB II DASAR TEORI 2.1 Tinjauan Pustaka Dalam penelitian elektroplating oleh Purwanto dan Huda (2005) dikenal dua macam jenis pelapisan yaitu chrome dekoratif dan hard chrome. Hard chrome mempunyai ketebalan yang dapat mencapai 0,3 mm dengan kekerasan lebih dari 600 HV, dipakai pada alat-alat industri yang bergerak dan memerlukan ketahanan gores dan korosi. Pelapisan hard chrome dilakukan secara langsung terhadap bahan dasar logam yang akan dilapisi menggunakan sistem rectifier dengan sumber daya antara 4 sampai 12 volt serta lama waktu yang telah ditentukan. Penelitian oleh Samsudi Raharjo (2010) berdasarkan hasil penelitian yang dilakukan dengan variasi tegangan listrik 4 volt dan lamanya waktu proses elektroplating selama 15 menit hasil ketebalan lapisan sebesar 214,28 HVN, nilai kekerasan semakin naik menjadi 232,92 HVN pada specimen yang diberi tegangan 6 volt, untuk specimen yang diberi tegangan sebesar 8 volt nilai kekerasan akan naik menjadi 254,77 HVN, nilai kekerasan yang diberi tegangan 10 volt akan naik menjadi 286,17 HVN dan pada tegangan listrik sebesar 12 volt dan lamanya waktu proses elektroplating selama 15 menit hasil ketebalan lapisan mencapai 37,79 μm dan kekerasan mencapai 351 HVN. Kenaikan nilai kekerasan (HVN) yang disebabkan dengan seiring kenaikan tegangan yang diberikan pada tiap specimen. Semakin tinggi tegangan diberikan maka jumlah muatan yang 5 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 6 mengalir dan menempel pada katoda semakin banyak dan menyebabkan hasil lapisan semakin tebal. Penelitian lain Adhi Setya Hutama (2011), tingkat kehaulasan material mempengaruhi hasil elektroplating, material yang dikerjakan dengan permesinan menghasilkan lapiasan hard chrome yang bagus. Kesetabilan arus dipengaruhi oleh sumber arusnya jika menggunakan aki penambahan ketebalan akan sangat cepat hanya pada proses awal. Setelah beberapa menit arus pada aki akan cepat habis sehingga proses penebalan berhenti. Dengan mengunakan rectifier hasil akan setabil, karena arus yang diberikan ke specimen tidak habis seperti jika menggunakan aki dan tegangan pada rectifier bisa diatur sesuai yang dibutuhkan. 2.2 Dasar Teori Elektroplating merupakan salah satu proses pelapisan bahan padat dengan lapisan logam mengunakan bantuan arus listrik melalui suatu larutan elektrolit. Benda yang dilapisi harus merupakan konduktor atau dapat menghantarkan arus listrik. Elektroplating ditujukan untuk perlindungan terhadap karat seperti pada pelapisan seng pada besi baja, pelapisan nikel dan krom umumnya ditujukan untuk menjadikan benda mempunyai permukaan lebih keras dan mengkilap selain juga sebagai perlindungan terhadap korosi. Elektroplating didefinisikan sebagai perpindahan ion logam dengan bantuan arus listrik melalui elektrolit sehingga ion logam mengendap pada benda padat konduktif membentuk lapisan logam. Ion logam diperoleh dari elektrolit maupun berasal dari pelarutan anoda logam ke dalam elektrolit. Pengendapan terjadi PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 7 karena anoda yang diraliri arus listrik melepaskan ion-ion logam berpindah melalui larutan elektrolit dan mengendap pada benda kerja yang berlaku sebagai katoda. Lapisan logam yang mengendap disebut juga sebagai deposit. (Purwanto dan Huda, 2005). 2.2.1. Pelapisan Hard Chrome Kromium atau krom (chrome) merupakan logam yang digunakan secara luas saat ini baik untuk keperluan perabot rumah tangga, kendaraan bermotor maupun rol logam pada industri. Pemakaian krom tidak dalam bentuk murni tetapi dilapiskan pada suatu benda padat dari logam lain. Dalam industri elektroplating banyak dikenal macam-macam jenis pelapisan diantaranya dua macam jenis pelapisan yaitu chrome dekoratif dan hard chrome. Hard chrome mempunyai ketebalan yang mencapai 0,3 mm dengan kekerasan lebih dari 600 HV, dipakai pada alat-alat industri yang bergerak dan memerlukan ketahanan goresan dan korosi tinggi. Hard chrome dilakukan secara langsung terhadap bahan dasar baja yang akan dilapisi. Pelapisan hard chrome adalah rekayasa pelapisan pada logam dengan waktu pelapisan lebih lama dan hasil pelapisannya lebih tebal, hard chrome memiliki keungulan keras pada permukaan dan tahan terhadap korosi (Tomijiro 1992). PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 8 Pelapisan hard chrome dengan mengunakan rangkaian dari sumber arus listrik, anoda, katoda, dan larutan elektrolit. Pada pelapisan hard chrome terdapat dua buah elektroda, dimana elektroda yang dihubungakan dengan kutub positif disebut anoda dan elektroda yang dihubungkan dengan kutub negatif disebut katoda. Manfaat dari hard chrome itu sendiri antara lain agar logam tersebut : 1. Lebih tahan terhadap karat. 2. Agar permukaan logam lebih tahan terhadap gesekan. 3. Malapisi permukaan logam agar lebih keras. 4. Dalam ketebalan tertentu hard chrome tahan terhadap goresan. 5. Melindungi sifat material agar tahan terhadap suhu, cuaca, gesekan atau goresan. 2.2.2. Kondisi yang Diperhatikan Saat Proses Elektroplating Pada proses pelapisan elektroplating terdapat beberapa hal yang perlu diperhatikan yaitu : 1. Kadar asam sulfat yang rendah menyebabkan hasil kasar dan kotorankotoran yang melayang pada larutan elektrolit juga penyebab lapisan kasar. 2. Arus yang digunakan terlalu besar serta jarak antara anoda dan katoda terlalu dekat menyebabkan hasil lapisannya menjadi gosong. 3. Kotoran dan minyak yang melekat pada benda kerja menyebabkan hasil pelapisan kurang baik. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 9 4. Arus listrik yang terputus–putus menuju katoda menyebabkan hasil tidak rata dan pelapisan kurang melekat. 2.3 Pengujian Kekerasan Vickers Ada berbagai definisi yang digunakan untuk mengetahui kekerasan suatu material antara lain dengan cara penekanan dengan mengunakan indentor yang terbuat dari material lebih keras dari pada benda uji, indentor bisa berupa bentuk bola, piramida, dan kerucut. Pengujian Vickers adalah salah satu dari banyak pengujian kekerasan yang ada dan mudah untuk dilakukan. Tujuan dari lakukan pengujian kekerasan yaitu untuk mengetahui mutu dan karakteristik suatu material memiliki spesifikasi tertentu. Pengujian dengan metode kekerasan Vickers bertujuan untuk mengetahui kekerasan permukaan material dengan cara penekanan mengunakan indentor intan yang cukup kecil yang mempunyai bentuk geometri piramida dengan sudut puncak 136°. Angka kekerasan Vickers (HV) didefinisikan sebagai hasil bagi (koefisien) dari beban uji (F) yang dikalikan dengan angka faktor 0,102 dibagi luas permukaan bekas penekanan dengan lama waktu penekanan 15 detik. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 10 Gambar 2.1 Bentuk dan Sudut indentor Untuk menghitung angka kekerasan permukaan material baja dengan metode Vickers dapat digunakan persamaan (2.1), (2.2) dan (2.3) im 2sin (2.1) (2.2) HV (2.3) Pada persamaan (2.1), (2.2) dan (2.3) : im : jejak permukaan indentor (impression surface) α : sudut ujung indentor S : luas permukaan bekas injakan indentor HV : angka kekerasan Vickers F : beban penekanan (kg) D² : diagonal rata-rata (mm) PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI BAB III METODE PENELITIAN 3.1 Skema Penelitian Persiapan bahan Baja Karbon Rendah ` Uji komposisi Tanpa proses hard chrome plating Proses hard chrome plating Uji kekerasan Vickers Uji kekerasan Vickers Data hasil penelitian Analisa data Kesimpulan Gambar 3.1 Skema penelitian 11 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 12 3.2 Deskripsi Benda Kerja Pada penelititan ini dilakukan pengujian komposisi untuk mengetahui kandungan unsur-unsur kimia yang terdapat pada material yang digunakan sebagai benda kerja. Dari hasil pengujian komposisi diperoleh beberapa unsur utama yaitu Fe 98%, C 0,254%, Si 0,204, dan Mn 0,557% dan unsur-unsur lainnya, dari hasil pengujian komposisi diperoleh material yang digunakan sebagai benda kerja tergolong dalam baja karbon rendah. Benda kerja yang digunakan pada penelitian ini memiliki dimensi panjang 40 mm, lebar 35 mm dan tebal 6,8 mm. Pada salah satu sudut benda kerja dibuat sebuah lubang dengan diameter 4 mm. Material benda kerja selanjutnya diproses permesinan dengan mesin milling pada salah satu permukaannya untuk memperoleh kerataan permukaan. Setelah salah satu permukaan diratakan dengan proses permesinan selanjutnya dihaluskan dengan amplas sampai memperoleh kehalusan permukaan tertentu. Pada permukaan yang telah dihaluskan selanjutnya dilakukan proses pemolesan mengunakan mesin polish dan metal polish. Dari hasil pengujian kekerasan dengan menggunakan metode Vickers diperoleh nilai kekerasan pada permukaan benda kerja sebesar 155,893 HV tanpa proses pelapisan hard chrome. Bentuk benda kerja dapat dilihat pada gambar 3.2 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 13 Gambar 3.2 Benda kerja 3.3 Skema Alat Skema alat yang digunakan pada penelitian pelapisan hard chrome dapat dilihat sebagai berikut : Gambar 3.3 Skema Alat PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 14 Keterangan : 1. Rectifier 2. Bak tangki larutan 3. Anoda (Batang Chrome) 4. Katoda (Benda kerja) 5. Kabel dan pipa tembaga 6. Larutan elektrolit 7. Ampere meter 8. Volt meter 3.4 Peralatan yang Digunakan Dalam Proses Pelapisan 1. Rectifier Rectifier adalah sumber arus listrik yang digunakan untuk proses pelapisan hard chrome, rectifier merupakan alat untuk mengubah arus bolak-balik (AC) menjadi arus searah (DC). Gambar 3.4 Rectifier PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 15 2. Bak tangki larutan Bak tangki larutan sebagai tempat larutan elektrolit yang digunakan untuk pelapisan hard chrome. Bahan yang digunakan sebagai bak tangki larutan adalah plastik pvc dengan kapasitas 30 liter. Gambar 3.5 Bak tangki larutan 3. Anoda (batang chrome) Anoda adalah terminal positif dalam larutan elektrolit, anoda yang digunakan adalah anoda tidak larut dan berfungsi sebagai penghantar arus listrik. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 16 Gambar 3.6 Anoda 4. Katoda (benda kerja) Katoda adalah terminal negatif dalam larutan elektrolit yang berperan sebagi benda kerja yang akan dilapisi. Gambar 3.7 Katoda (Benda kerja setelah diproses hard chrome) PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 17 5. Kabel dan pipa tembaga Kabel tembaga sebagai penghantar arus listrik dan pipa tembaga digunakan untuk mengantungkan benda kerja saat proses pelapisan hard chrome. Gambar 3.8 Pipa tembaga 6. Larutan elektrolit Elektrolit adalah larutan dari campuran bahan-bahan kimia untuk proses pelapisan hard chrome. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 18 Gambar 3.9 Larutan elektrolit 3.5 Larutan Elektrolit Larutan elektrolit terdiri dari beberapa komponen utama antara lain senyawa asam atau basa. Senyawa chrome merupakan sumber logam yang akan menempel pada benda kerja. Senyawa asam atau basa dalam larutan elektrolit berfungsi untuk meningkatkan daya hantar listrik. Pada penelitian ini dilakukan proses pencampuran latutan elektrolit untuk mendapatkan larutan yang dinginkan sesuai komposisi yang diperlukan untuk proses pelapisan hard chrome. Komponen dan bahan sudah tersedia di laboratorium logam Universitas Sanata Dharma. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 19 Tabel 3.1 Kondisi dan takaran komponen dan komposisi Asam kromat 150 gr/l Asam sulfat 0,87 gr/l Katalis 15 ml/l Dikutip dari buku Syamsul Huda dan Purwanto (2005) 1. Cairan aquades Aquades adalah cairan pelarut untuk pembuatan larutan elektrolit, aquades digunakan sebagai pelarut karena tidak mengandung mineral. Gambar 3.10 Cairan aquades PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 20 2. Asam kromat Asam kromat merupakan satu-satunya sumber ion krom yang akan melapisi pada benda kerja. Karena anoda yang digunakan tidak larut, maka berkurangnya konsentrasi ion krom perlu ditambahkan asam kromat untuk menjaga kadar krom dalam larutan. Takaran asam kromat yang digunakan untuk membuat larutan elektrolit sebesar 150 gr/l. Gambar 3.11 Asam kromat 3. Asam sulfat Asam sulfat adalah salah satu katalis yang berperan untuk mempercepat terjadinya reaksi pengendapan ion logam. Takaran asam sulfat yang digunakan untuk membuat larutan elektrolit sebesar 0,87 gr/l. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 21 Gambar 3.12 Asam sulfat 4. Katalis Katalis memiliki peran sebagai pengendap ion chrome. Takaran katalis yang digunkan untuk pembuatan larutan elektrolit sebesar 15 ml/l. Gambar 3.13 Katalis PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 22 Pada penelitian ini dibuat larutan elektrolit untuk proses pelapisan hard chrome dengan banyak larutan elektroloit sebanyak 20 liter. Berikut ini langkah-langkah pembuatan larutan elektrolit: 1. Beberapa komponen disiapkan antara lain asam kromat, asam sulfat, katalis, dan aquades. 2. Mengukur berat massa asam kromat 3000 gr, asam sulfat 17,4 gr dan katalis 300 ml untuk membuat larutan elektrolit dengan kapasita 20 liter. 3. Mengisi tangki dengan cairan aquades sesuai takaran yaitu 20 liter, selanjutnya asam kromat 3000 gram dituang kedalam tangki yang berisikan cairan aqudes 20 liter dan diaduk-aduk secara perlahan hingga merata sampai warna larutan menjadi pekat. 4. Asam sulfat yang telah diukur berat massanya 17,4 gr kemudian dituang kedalam tangki yang telah berisi larutan asam kromat dan aquades. Kemudian diaduk-aduk perlahan dan merata hingga larutan tercampur dan larut semuanya. Selanjutnya cairan katalis 300 ml dituang kedalam larutan tersebut dan diaduk-aduk hingga merata. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 23 3.6 Variabel Yang Divariasikan Variabel yang divariasikan dalam penelitian ini adalah: 1. Variasi lamanya waktu pelapisan 150 menit, 180 menit, 210 menit dan 240 menit dengan jarak antara anoda dan katoda sebesar 150 mm dan tegangan sebesar 11 volt 2. Variasi tegangan listrik DC 6 volt, 8 volt, 10 volt dan 12 volt dengan jarak antara anoda dengan katoda sebesar 150 mm dan lamanya waktu pelapisan selama 180 menit. 3.7 Variabel Yang Diukur Dalam penelitian ini variabel yang diukur adalah: 1. Lamanya waktu yang digunakan untuk proses pencelupan (t). 2. besarnya tegangan DC yang digunakan (V). 3. Kekerasan lapisan hard chrome (D). 3.8 Langkah Penelitian setelah benda kerja, alat dan larutan elektrolit siap digunakan maka dilakukan langkah-langkah pelapisan hard chrome sebagai berikut: 1. Proses pelapisan hard chrome diawali dengan mengukur ketebalan benda kerja awal dengan mengunakan out side micrometer sebelum dicelupkan ke dalam larutan elektrolit. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 2. 24 Benda kerja dicuci hingga bersih dengan air dan sabun detergen untuk menghilangkan bekas kotoran dan minyak. 3. Selanjutnya mengaitkan benda kerja yang telah diberi lubang mengunakan kawat tembaga sebagai penghantar arus listrik. 4. Benda kerja direndam selama 60 menit ke dalam ember yang berisikan air sabun dengan temperatur 70°C hal ini bertujuan supaya pori-pori pada benda kerja membuka serta membersihkan dari kotoran dan minyak yang melekat pada benda kerja. 5. Benda kerja yang telah direndam air sabun dengan temperatur 70°C, diangkat kemudian dicuci mengunakan air bersih yang mengalir untuk menghilangkan kadar sabun yang melekat pada benda kerja. 6. Benda kerja yang telah dikaitkan dengan kawat tembaga digantungkan pada pipa tembaga sebagai penghantar arus listrik dan dicelupkan ke dalam bak yang berisikan larutan elektrolit. Permukaan benda kerja yang akan dilapisi diarahkan pada anoda, dengan jarak antar anoda dan ketoda sesuai yang ditetapkan. 7. Rectifier dinyalakan dengan menekan tombol on, setelah itu dilakukan pengaturan besar tegangan listrik sesuai dengan variasi tegangan listrik yang akan digunakan untuk proses pelapisan. 8. Seletah langkah ketujuh pencelupan ini dilakukan selama waktu yang telah ditentukan sesuai dengan variasi waktu yang digunakan untuk proses pelapisan. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 9. Setelah proses pelapisan selesai tegangan diturunkan 25 sampai menunjukkan besar tegangan 0 volt dengan memutar potensio meter pada rectifier, kemudian tekan tombol off. 10. Selanjutnya benda kerja dicuci mengunakan air dan sabun untuk menghilangkan sisa larutan elektrolit yang masih melekat. 11. Setelah langkah pertama sampai ketujuh selesai benda kerja diukur kembali mengunakan out side micrometer untuk mengetahui ketebalan lapisan hard chrome. 12. Langkah selanjutnya dilakukan pengujian kekerasan dengan mengunakan metode Vickers. 3.9 Peralatan Pendukung Adapun peralatan pendukung yang digunakan dalam penelitian sebagai berikut: 1. Timbangan digital Timbangan digital digunakan untuk mengukur berat massa asam kromat dan asam sulfat. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI Gambar 3.14 Timbangan digital 2. Amplas Ampalas halus ukuran 1000 dan 800 digunakan untuk membersihkan benda kerja dari kerak dan minyak. 26 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI Gambar 3.15 Amplas 3. Kawat tembaga Kawat tembaga digunakan untuk mengantungkan benda kerja sekaligus sebagai penghantar arus listrik. Gambar 3.16 Kawat tembaga 27 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 28 4. Mesin polishing Mesin polishing bertujuan untuk memperhalus pemukaan benda kerja yang akan di proses pelapisan hard chrome. Gambar 3.17 Mesin polishing 5. Metal polish (autosol) Metal polish digunakan untuk menghaluskan permukaan benda kerja saat proses polishing. Gambar 3.18 Metal polish (autosol) PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 29 6. Volt meter Volt meter digunakan untuk mengukur tegangan listrik yang digunakan untuk proses pelapisan hard chrome. Gambar 3.19 Volt meter 7. Ampere meter Ampere meter digunakan untuk mengukur besarnya arus listrik yang mengalir saat proses pelapisan hard chrome berlangsung. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI Gambar 3.20 Ampere meter 8. Outside micrometer Outside micrometer digunakan untuk mengukur ketebalan benda kerja. Gambar 3.21 Outside micrometer 30 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 9. Alat uji kekerasan Vickers Digunakan untuk mengetahui nilai kekerasan permukaan logam Gambar 3.22 Alat uji kekerasan Vickers 31 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI BAB IV HASIL DATA DAN PEMBAHASAN 4.1 Hasil Penelitian Berikut akan diulas lebih lanjut mengenai hasil pengujian kekerasan untuk mengetahui peningkatan kekerasan permukaan dan karakteristik pada material dasar benda kerja yang sudah dilapisi hard chrome. Pengujian kekerasan dengan metode Vickers dipilih karena mata indentor yang digunakan kecil, diharapkan dari hasil penekanan terjadi hanya pada permukaan lapisan hard chrome tidak sampai mengenai material dasar. Berikut data hasil uji kekerasan permukaan benda kerja tanpa proses pelapisan hard chrome dengan pengujian kekerasan metode Vickers, dengan beban penekanan indentor 100 gram dan lamanya waktu penahanan indentor 15 detik. Dari hasil pengujian kekerasan dengan metode Vickers didapatkan nilai luasan permukaan diagonal injakan indentor. Berikut tabel hasil pengujian kekerasan dengan metode Vickers. Tabel 4.1 Hasil pengujian kekerasan dengan metode Vickers pada benda kerja tanpa proses pelapisan hard chrome. no D1 Mm D2 mm D3 Mm Keterangan 1 0,035 0,035 0,035 benda kerja tanpa pelapisan hard chrome 32 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 33 Data hasil pengujian kekerasan permukaan lapisan hard chrome dengan metode Vickers pada variasi waktu pelapisan 150 menit, 180 menit, 210 menit, dan 240 menit. Tegangan yang digunakan sebesar 11 volt, jarak antara anoda dan katoda 150 mm. Tabel 4.2 Hasil pengujian kekerasan dengan metode Vickers pada variasi waktu lamanya proses pelapisan. no 1 2 3 4 t menit 150 180 210 240 D1 Mm 0,028 0,023 0,024 0,022 D2 mm 0,028 0,023 0,021 0,022 D3 mm 0,028 0,025 0,021 0,021 Data hasil pengujian kekerasan permukaan palisan hard chrome dengan metode Vickers pada variasi tegangan 6 volt, 8 volt, 10 volt dan 12 volt. Jarak antara anoda dan katoda yang digunakan 150 mm dan waktu lamanya pelapisan selama 180 menit. Tabel 4.3 Hasil pengujian kekerasan dengan metode Vickers pada variasi tegangan listrik. no 1 2 3 4 V Volt 6 8 10 12 D1 mm 0,032 0,029 0,026 0,024 D2 mm 0,032 0,029 0,027 0,024 D3 mm 0,030 0,029 0,026 0,022 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 34 4.2 Pengolahan Data Sebagai contoh, perhitungan kekerasan lapisan hard chrome dengan metode Vickers yang ditampilkan adalah Data 1 (Tabel 4.2) pada variasi waktu pelapisan 150 menit, 180 menit, 210 menit dan 240 menit. Dengan jarak antara anoda dan katoda 150 mm serta tegangan yang digunakan sebesar 12 volt. a. Perhitungan diagonal rata-rata injakan indentor (D2) : Diketahui dari data tabel 4.2 pada 240 menit D1= 0,022 mm D2= 0,022 mm D3= 0,021 mm 0,021 mm b. Perhitungan beban penekanan indentor (F) : Diketahui beban penekanan indentor 100 gram yang diubah kedalam kg sehingga hasilnya = 0,1 kg F= 0,1×9,81 = 0,981 N PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 35 c. Perhitungan penekanan luas injakan indentor pada permukaan benda kerja (im): diketahui α = 136° im = = 1,8543 d. Perhitungan luas permukaan bekas injakan indentor (S) : Diketahui: D rata-rata = 0,021 mm im = 1,8543 = = 0,000245 mm2 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 36 e. Perhitungan angka kekerasan lapisan hard chrome (HV) : Diketahui : constanta = 0,102 F = 0,981 S = 0,000245 mm2 HV = = = 407,71 HV Untuk perhitungan data-data yang lain, cara perhitungan yang digunakan seperti pada pengolahan data. Tabel hasil pengolahan data kekerasan lapisan permukaan hard chrome dengan metode Vickers disajikan dalam tabel (4.4), (4.5), (4.6) Tabel 4.4 Hasil perhitungan kekerasan benda kerja tanpa pelapisan hard chrome. No 1 D rata-rata mm 0,0345 Kekerasan HV 155,89 keterangan benda kerja tanpa pelapisan hard chrome PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 37 Tabel 4.5 Hasil perhitungan dari data variasi waktu lamanya proses pelapisan hard chrome. No 1 2 3 4 Waktu t 150 180 210 240 Tegangan V 11 11 11 11 Ampere A 10 10,2 10 10,5 D rata-rata mm 0,028 0,023 0,022 0,021 Kekerasan HV 245,36 345,73 395,26 407,71 Tabel 4.6 Hasil perhitungan dari data variasi tegangan listrik yang digunakan untuk proses pelapisan hard chrome. No 1 2 3 4 Waktu t 180 180 180 180 Tegangan V 6 8 10 12 Ampere A 5,6 7,1 8,9 10,16 D rata-rata mm 0,031 0,029 0,026 0,023 Kekerasan HV 193,08 228,44 271 340,81 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 38 4.3 Pembahasan Dari hasil pengolahan data pada setiap variasi pelapisan hard chrome yang telah dilakukan, diperoleh nilai kekerasan pada permukaan lapisan yang dihitung dari setiap variabel. Untuk mengetahui peningkatan kekerasan pada lapisan permukaan baja karbon rendah, yang telah melalui proses pelapisan hard chrome dengan berbagai macam variasi. Pembahasan nilai variabel yang didapatkan menghasilkan penambahan kekerasan pada lapisan permukaan dengan mengunakan perbandingan benda kerja tanpa proses pelapisan dan benda kerja yang diproses pelapisan hard chrome. Pembahasan tersebut akan disajikan dalam bentuk grafik (4.1), (4.2) dan (4.3) PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 39 450,00 400,00 KEKERASAN (HV) 350,00 300,00 250,00 200,00 150,00 100,00 50,00 0,00 Material Dasar 150 180 210 240 Waktu (t) Gambar 4.1. Hubungan nilai kekerasan material dasar terhadap nilai kekerasan dengan variasi waktu pelapisan pada jarak anoda-katoda 150 mm dan tegangan 11 volt. Gambar 4.1 menunjukan hubungan nilai kekerasan material dasar dengan nilai kekerasan dari variasi waktu lamanya pelapisan, grafik diatas dapat diamati peningkatan nilai kekerasan pada variasi waktu lamanya proses pelapisan hard chrome. Material dasar memiliki kekerasan permukaan sebesar 155,89 HV tanpa proses pelapisan. Adanya peningkatan nilai kekerasan permukaan lapisan pada variasi waktu 150 menit. Jarak antara anoda dan katoda sejauh 150 mm dengan tegangan yang digunakan sebesar 11 volt diperoleh nilai kekerasan permukaan lapisan hard chrome sebesar 245,36 HV. Pada variasi waktu lamanya proses pelapisan 180 menit dengan jarak antara anoda dan katoda sejauh 150 mm dan tegangan yang digunakan sebesar 11 volt PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 40 diperoleh nilai kekerasan sebesar 345,73 HV. Adanya peningkatan nilai kekerasan pada variasi waktu 210 menit dengan jarak antara anoda dan katoda serta besarnya tegangan yang digunakan sama, diperoleh nilai kekerasan sebesar 395,26 HV. Terjadi peningkatan nilai kekerasan sebesar 407,71 HV pada variasi waktu proses pelapisan selama 240 menit dengan jarak anoda terhadap katoda tetap serta besarnya tegangan yang digunakan sama. Terjadi peningkatan nilai kekerasan lapisan hard chrome pada variasi waktu pelapisan yang semakin lama, hal ini disebabkan karena tegangan yang digunakan besar maka arus listrik yang dihasilkan akan besar juga. Arus listrik yang besar akan menyebabkan jumlah partikel chrome semakin banyak berpindah dan melekat pada benda kerja sehingga proses pelapisan yang semakin lama hasil lapisannya akan tebal dan nilai kekerasan yang diperoleh semakin keras. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 41 400,00 350,00 KEKERASAN (HV) 300,00 250,00 200,00 150,00 100,00 50,00 0,00 Material Dasar 6 8 10 12 TEGANGAN (VOLT) Gambar 4.2. Hubungan nilai kekerasan dengan variasi tegangan pada jarak antara anoda-katoda sejauh 150 mm, dan pelapisan selama 180 menit. Gambar 4.2 menunjukan hubungan nilai kekerasan material dasar dengan nilai kekerasan dari variasi waktu lamanya pelapisan, grafik diatas dapat diamati peningkatan nilai kekerasan pada variasi tegangan pada proses pelapisan hard chrome. Material dasar memiliki kekerasan permukaan sebesar 155,89 HV tanpa proses pelapisan. Adanya peningkatan nilai kekerasan permukaan lapisan pada variasi tegangan yang digunakan sebesar 6 volt. Jarak antara anoda terhadap katoda sejauh 150 mm dan lamanya waktu proses pelapisan selama 180 menit diperoleh nilai kekerasan permukaan lapisan hard chrome sebesar 193,08 HV. Pada variasi tegangan sebesar 8 volt dengan jarak PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 42 antara anoda dan katoda sejauh 150 mm dan lamanya waktu pelapisan selama 180 menit diperoleh nilai kekerasan lapisan sebesar 228,44 HV. Adanya peningkatan nilai kekerasan pada variasi tegangan 10 volt dengan jarak antara anoda dan katoda serta besarnya tegangan yang digunakan sama, diperoleh nilai kekerasan sebesar 271 HV. Terjadi peningkatan nilai kekerasan sebesar 340,81HV pada variasi tegangan 12 volt dan proses pelapisan selama 180 menit dengan jarak anoda dan katoda tetap serta lamanya waktu pelapisan sama. Terjadi peningkatan nilai kekerasan lapisan hard chrome pada variasi tegangan yang semakin besar, hal ini disebabkan karena tegangan yang digunakan semakin besar maka arus listrik yang dihasilkan akan semakin besar juga. Tegangan dan arus listrik yang besar akan menyebabkan jumlah partikel yang melekat pada benda kerja menjadi banyak sehingga hasil lapisannya tebal dan nilai kekerasan yang diperoleh semakin keras. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI BAB V KESIMPULAN DAN SARAN 5.1 Kesimpulan Dari penelitian proses pelapisan hard chrome dengan mengunakan material baja karbon rendah, dengan kadar karbon sebesar 0,245%, dapat diambil kesimpulan sebagai berikut : 1. Telah berhasil dilakukan hard chrome plating dengan baja karbon rendah kadar karbon 0,245% sebagai benda kerja. 2. Semakin lama waktu dan semakin besar tegangan yang digunakan untuk proses pelapisan maka akan dihasilkan lapisan yang tebal dengan disertai nilai kekerasan yang tinggi juga. Nilai kekerasan permukaan terbaik lapisan hard chrome pada variasi waktu sebesar 407,71 HV dengan lama proses pelapisan 240 menit tegangan 11 volt dan jarak anoda terhadap katoda sejauh 150 mm. Pada variasi tegangan diperoleh nilai kekerasan terbaik 340,81 HV dengan tegangan sebesar 12 volt dan lama waktu pencelupan 180 menit dengan jarak anoda-katoda 150 mm. 43 PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 5.2 44 Saran 1. Minyak dan kotoran yang melekat pada benda kerja menyebabkan hasil lapisan kurang melekat dengan baik. 2. Untuk menghasilkan benda kerja yang benar-benar bersih dari kotoran dan minyak pencucian mengunakan larutan HCL. 3. Konsentrasi larutan perlu dijaga dan diperhatikan setiap waktu agar tidak terjadi kegagalan pada hasil lapisan. 4. Untuk penelitian selanjutnya dapat dikembangkan tetang pengaruh kuat arus dalam proses pelapisan hard chrome. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 45 DAFTAR PUSTAKA GUIDELINE FOR EMCO HARDNESS TESTER(BASIC INFO),Technical Assistance Program.2002 Huda,S. dan Purwanto, 2005 Teknologi Industri Elektroplating, Badan Penerbit Universitas Diponegoro, Semarang. Hutama, Setya, Adhi, 2011 “Peningkatan Ketahanan Aus Baja Karbon Rendah 0,07225% C Dengan Metode Pelapisan Hard Chrome”. Isnan M” Voltmeter”. 2010. Alamat Web : http://www.google.com/url?url=http://www.amazon.com/Class-AccuracyVoltmeter-0-30V-Panel/. Diakses 21 November 2013, 19.36 WIB. Mitutoyo, Mechanical” Outsidemicrometer”. 2012. Alamat web: http://www.thespectruminternational.com/wpcontent/upload/2012/0//Mitut oyo-Outsidemicrometer Mechanical-1. Diakses 21 November 2013, 19.11 WIB. N. Fahmad “Mesin Polish”. 2011. Alamat web: http://www.cybersatu.blogspot.com/avicon.ico, Diakses 14 November 2013,14.35 WIB. Panduan Praktikum Ilmu Logam, Laboratorium Ilmu logam, Juruusan Teknik Mesin, Fakultas Sain dan Teknologi, Unversitas Sanata Dharma Yogyakarta. 2006 Raharjo, Samsudi, 2010 “Penganruh Variasi Tegangan Listrik dan Waktu Proses Elektroplating Terhadap Ketebalan Serta Kekerasan Lapisan Pada Baja Karbon Rendah Dengan Krom” Tomijiro Kaneko, Anton J. Hartono, 1992 “Mengenal Pelapisan Elektroplating” Yogyakarta. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 46 LAMPIRAN Diagonal bentuk injakan pada uji kekerasan vickers Alat uji komposisi di poloteknik manufacture ceper PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 47 Hasil uji komposisi baja kabron rendah PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 48 Bak elektroplating chrome Kain pholishing PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 49 Gambar struktur mikro pada variasi waktu 150 menit, dengan jarak anoda terhadap katoda seajauh 150 mm. Dan tegangan 11 volt. Ketebalan lapisan Chrome 0,01 mm. Gambar struktur mikro pada variasi waktu 180 menit, dengan jarak anoda terhadap katoda seajauh 150 mm. Dan tegangan 11 volt. Ketebalan lapisan Chrome 0,015 mm. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 50 Gambar struktur mikro pada variasi waktu 210 menit, dengan jarak anoda terhadap katoda seajauh 150 mm. Dan tegangan 11 volt. Ketebalan lapisan Chrome 0,04 mm. Gambar struktur mikro pada variasi waktu 240 menit, dengan jarak anoda terhadap katoda seajauh 150 mm. Dan tegangan 11 volt. Ketebalan lapisan Chrome 0,11 mm. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 51 Gambar struktur mikro pada variasi tegangan 6 volt, dengan jarak anoda terhadap katoda seajauh 150 mm. Dan waktu yang digunakan selama 180 menit. Lapisan chrome tidak terlihat. Gambar struktur mikro pada variasi tegangan 8 volt, dengan jarak anoda terhadap katoda seajauh 150 mm. Dan waktu yang digunakan selama 180 menit. Ketebalan lapisan Chrome 0,005 mm. PLAGIAT PLAGIATMERUPAKAN MERUPAKANTINDAKAN TINDAKANTIDAK TIDAKTERPUJI TERPUJI 52 Gambar struktur mikro pada variasi tegangan 10 volt, dengan jarak anoda terhadap katoda seajauh 150 mm. Dan waktu yang digunakan selama 180 menit. Ketebalan lapisan Chrome 0,015 mm. Gambar struktur mikro pada variasi tegangan 12 volt, dengan jarak anoda terhadap katoda seajauh 150 mm. Dan waktu yang digunakan selama 180 menit. Ketebalan lapisan Chrome 0,025 mm.