persentasi kelompok 4
advertisement

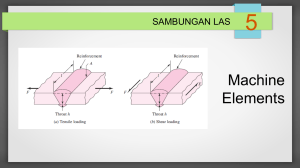
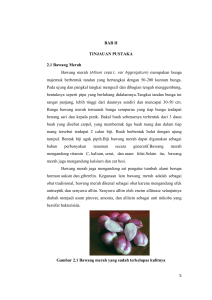
ELEMEN PENGIKAT SAMBUNGAN PERMANEN ( PENGELASAN & PENYOLDERAN ) ANGGOTA KELOMPOK 4 ELEMEN MESIN ( LAS & SOLDER ) LAS SOLDER ELEMEN MESIN ( LAS & SOLDER ) PENGERTIAN RUANG LINGKUP KERJA LAS KLASIFIKASI PROSES REAKSI KIMIA PROSES LAS PERUBAHAN SIFAT JENIS LAS JENIS SAMBUNGAN LAS JENIS JENIS PENGELASAN K3 WATCH THIS !! ELEMEN MESIN ( LAS & SOLDER ) PENGERTIAN JENIS - JENIS BAHAN PENGALIR WATCH THIS !! TEKNIK PENYOLDERAN PENGERTIAN LAS Pengelasan merupakan penyambungan dua bahan atau lebih yang didasarkan pada prinsip-prinsip proses difusi, sehingga terjadi penyatuan bagian bahan yang disambung. Kelebihan sambungan las adalah konstruksi ringan, dapat menahan kekuatan yang tinggi, mudah pelaksanaannya, serta cukup ekonomis. Namun kelemahan yang paling utama adalah terjadinya perubahan struktur mikro bahan yang dilas, sehingga terjadi perubahan sifat fisik maupun mekanis dari bahan yang dilas. PENGERTIAN LAS KLASIFIKASI PROSES LAS Sambungan las adalah ikatan dua buah logam atau lebih yang terjadi karena adanya proses difusi dari logam tersebut. Proses difusi dalam sambungan las dapat dilakukan dengan kondisi padat maupun cair. Dalam terminologi las, kondisi padat disebut Solid state welding (SSW) atau Presure welding dan kondisi cair disebut Liquid state welding (LSW) atau Fusion welding. KLASIFIKASI PROSES LAS Proses SSW biasanya dilakukan dengan tekanan sehingga proses ini disebut juga Presure welding Presure welding. Proses SSW memiliki beberapa kelebihan, diantaranya adalah dapat menyambung dua buah material atau lebih yang tidak sama, proses cepat, presisi, dan hampir tidak memiliki daerah terpengaruh panas (heat affected zone / HAZ). LSW merupakan proses las yang sangat populer di kalangan masyarakat kita, sambungan las terjadi karena adanya pencairan ujung kedua material yang disambung. REAKSI KIMIA SELAMA PROSES LAS Dalam proses LSW bagian dari logam yang dilas harus dipanasi sampai mencair. Pemanasan logam dengan temperature yang sangat tinggi ini dapat megakibatkan terjadinya reaksi kimia antara logam tersebut dengan Oksigen dan Nitrogen yang ada dalam udara. Jika selama proses las cairan logam las (welding pool) tidak dilindungi dari pengaruh udara, maka logam akan bereaksi dengan Oksigen dan Nitrogen membentuk Oxides dan Nitrides yang dapat menyebabkan logam tersebut menjadi getas dan keropos karena adanya kotoran (slag inclutions) PERUBAHAN SIFAT LOGAM SETELAH PROSES PENGELASAN Pencairan logam saat pengelasan menyebabkan adanya perubahan fasa logam dari padat hingga mencair. Ketika logam cair mulai membeku akibat pendinginan cepat, maka akan terjadi perubahan struktur mikro dalam deposit logam las dan logam dasar yang terkena pengaruh panas (Heat affected zone/HAZ). Struktur mikro dalam logam lasan biasanya berbentuk columnar, sedangkan pada daerah HAZ terdapat perubahan yang sangat bervariasi. Perubahan ini mengakibatkan perubahan pula sifatsifat logam dari sebelumnya. Struktur mikro pearlite memiliki sifat liat dan tidak keras, sebaliknya martensite mempunyai sifat keras dang etas. Biasanya keretakan sambungan las bearsal dari struktur mikro ini. PERUBAHAN SIFAT LOGAM SETELAH PROSES PENGELASAN Perlakuan Panas Logam Las Distribusi Temperatur Saat Pengelasan PERUBAHAN SIFAT LOGAM SETELAH PROSES PENGELASAN RUANG LINGKUP PEKERJAAN LAS Industri manufaktur tidak dapat terlepas dari penyambungan logam. Penyambungan logam dilakukan dengan berbagai tujuan, diantaranya adalah untuk membuat suatu barang yang tidak mungkin dilakukan dengan teknik lain, memudahkan pekerjaan, serta dapat menekan biaya produksi. Proses penyambungan logam yang banyak digunakan dalam industri manufaktur adalah las. Pengelasan logam merupakan pilihan yang cukup tepat. Pengelasan tidak membutuhkan waktu lama, konstruksi ringan, kekuatan sambungan cukup baik, serta biaya relatif murah. JENIS LAS Las Karbid (las Otogen) Yaitu pengelasan yang menggunakan bahan pembakar dari gas oksigen (zat asam) dan gas acetylene (gas karbid). Dalam konstruksi baja las ini hanya untuk pekerjaan-pekerjaan ringan atau konstruksi sekunder, seperti; pagar besi,teralisdansebagainya Las Listrik (Las Lumer) Yaitu pengelasan yang menggunakan energi listrik. Untuk pengelasannyaMdiperlukan pesawat las yang dilengkapi dengan dua buah kabel, satu kabel dihubungkan dengan penjepit benda kerja dan satu kabel yang lain dihubungkan dengan tang penjepit batang las / elektrode las. JENIS SAMBUNGAN LAS Terdapat lima jenis sambungan yang biasa digunakan untuk menyatukan dua bagian benda logam, seperti dapat dilihat dalam berikut: JENIS SAMBUNGAN LAS Keterangan : a. sambungan tumpu (butt joint); kedua bagian benda yang akan disambung diletakkan pada bidang datar yang sama dan disambung pada kedua ujungnya. b. sambungan sudut (corner joint); kedua bagian benda yang akan disambung membentuk sudut siku-siku dan disambung pada ujung sudut tersebut. c. sambungan tumpang (lap joint); bagian benda yang akan disambung saling menumpang (overlapping) satu sama lainnya. d. sambungan T (tee joint); satu bagian diletakkan tegak lurus pada bagian yang lain dan membentuk huruf T yang terbalik. e. sambungan tekuk (edge joint); sisi-sisi yang ditekuk dari ke dua bagian yang akan disambung sejajar, dan sambungan dibuat pada kedua ujung bagian tekukan yang sejajar tersebut. JENIS - JENIS PENGELASAN Las jalur (fillet weld), digunakan untuk mengisi tepi pelat pada sambungan sudut, sambungan tumpang, dan sambungan T dalam gambar berikut, logam pengisi digunakan untuk menyambung sisi melintang bagian yang membentuk segitiga siku-siku. JENIS - JENIS PENGELASAN Las alur (groove welds), ujung bagian yang akan disambung dibuat alur dalam bentuk persegi, serong (bevel), V, U, dan J pada sisi tunggal atau ganda, seperti dapat dilihat dalam gambar di bawah, pengisi digunakan untuk mengisi sambungan, yang biasanya dilakukan dengan pengelasan busur dan pengelasan gas. JENIS - JENIS PENGELASAN Las sumbat dan las slot (plug and slot welds), digunakan untuk menyambung pelat datar seperti dapat dilihat dalam gambar di bawah, dengan membuat satu lubang atau lebih atau slot pada bagian pelat yang diletakkan paling atas, dan kemudian mengisi lubang tersebut dengan logam pengisi sehingga kedua bagian pelat melumer menjadi satu. JENIS - JENIS PENGELASAN Las titik dan las kampuh (spot and seam welds), digunakan untuk sambungan tumpang seperti dapat dilihat dalam gambar di bawah. Las-an titik adalah manik las yang kecil antara permukaan lembaran atau pelat. Las-an titik diperoleh dari hasil pengelasan resistansi listrik. Las-an kampuh hampir sama dengan las-an titik, tetapi las-an kampuh lebih kontinu dibandingkan dengan las-an titik. JENIS - JENIS PENGELASAN Las lekuk dan las-an rata (flange and surfacing welds), Las-an lekuk dibuat pada ujung dua atau lebih bagian yang akan disambung, biasanya merupakan lembaran logam atau pelat tipis, paling sedikit satu bagian ditekuk. Las-an datar tidak digunakan untuk menyambung bagian benda, tetapi merupakan lapisan penyakang (ganjal) logam pada permukaan bagian dasar KESELAMATAN KERJA LAS 1. Radiasi dari busur sangat berbahaya terhadap mata, busur mengeluarkan sinar infra merah dan ultra violet yang dapat merusak mata dan kulit. Helm las yang dilengkapi dengan kaca gelap dapat melindungi mata dan Apron melindungi kulit dari sengatan sinar. 2. Percikan las yang panas akan berbahaya bila kena tangan dan kaki terbuka begitu juga dengan sepatu yang mudah terbakar. Oleh sebab itu sarung tangan dari kulit, dan penutup dada dari kulit serta sepatu dari kulit dianjurkan dipakai pada waktu mengelas. 3. Hindari menggoreskan elektrode pada material yang akan dilas apabila didekat kita ada orang lain yang tidak menggunakan penutup mata penahan sinar busur listrik. 4. Asap pengelasan dapat membahayakan orang yang menghirupnya oleh sebab itu ventilasai pada waktu mengelas harus terbuka . 5. Tersengat listrik kemungkinan dapat terjadi, hati hati jangan sampai lantai, sarung tangan basah dan gunakan peralatan yang terisolasi. 6. Bahaya tersengat panas juga merupakan hal yang harus dihindari oleh karena itu hindari memegang benda yang dilas dengan tangantanpa sarung tangan. PERALATAN K3 WATCH THIS !! PENGETIAN SOLDER Sambungan solder merupakan penyambungan dari logam (besi, baja, tembaga, kuningan, seng dan baja paduan) dengan pewngkatan oleh bahan tambah yang dicairkan, dimana titik cair bahan tambah lebih rendah dari titik cair logam yang disambungkan. Untuk sambungan yang membutuhkan kekuatan, kerapatan dan ketahanan terhadap korosi maka permukaan logam yang akan disolder harus benar-benar dibersihkan. Pada permukaan logam juga ditambahkan bahan pengalir untuk membantu pengaliran bahan tambah ke seluruh permukaan bidang yang dlsolder. JENIS – JENIS PENYAMBUNGAN 1. Penyolderan Lunak (Patri) Penyolderan lunak digunakan pada semua logam terutama untuk logamlogam tipis dengan beban ringan serta kedap udara dan air. Contoh pemakaian: - Pelat-pelat pendingin pada kendaraan - Tangki air/minyak - Wadah/kotak peralatan - Instalasi pipa tekanan rendah - Sambungan kabel - Talang air dan tutup atap - ¾ Penyambungan logam yang dilapisi seng JENIS – JENIS PENYAMBUNGAN 2. Penyolderan Keras Penyolderan keras lebih sering digunakan untuk penyambungan pelatpelat dari logam berat dan menerima beban yang besar. Contoh pemakaian: - Flens pada pipa - Instalasi pipa tekanan besar - Penyangga dan rangka kendaraan - Tangki uap - Peralatan dari logam keras - Konstruksi dari alat-alat ringan BAHAN PENGALIR (FLUKS) Untuk memperoleh hasil penyambungan yang sempurnah maka permukaan logam yang akan disambung harus benar-benar bersih. Karat atau debu-debu pada permukaan logam akan menghambat aliran bahan tambah. Untuk memudahkan pengaliran bahan keseluruh permukaan penyambungan, digunakan bahan pengalir yang berfungsi menghilangkan karat dan memudahkan pengaliran bahan tambah. Bahan ini diberikan pada seluruh permukaan yang akan disolderan. TEKNIK PENYOLDERAN Penyolderan Batang /Kawat Penyolderan menggunakan bahan tambah (biasanya tembaga)berupa batang yang dipanaskan. Lebih sesuai untuk penyolderan lunak. Membutuhkan bahan pengalir, serta lebih sering untuk pekerjaan tunggal dengan bagian-bagian yang kecil. TEKNIK PENYOLDERAN Penyolderan Busur Api Bahan tambah dicairkan dengan busur api dari peralatan solder atau gas asetilen. Membutuhkan bahan pengalir. Pemakaian pada penyolderan lunak dank Keras, serta sesuai untuk pekerjaan tunggal. TEKNIK PENYOLDERAN Penyolderan Celup Untuk penyolderan lunak atau keras. Bahan tambah dalam bentuk cair ditempatkan pada sebuah bak. Bisa juga bahan tambahnya berupa larutan garam yang dipanaskan. Logam yang akan disolder dicelupkan kedalam bak. TEKNIK PENYOLDERAN Penyolderan dalam Oven Bagian logam yang akan disolder dipersiapkan, demikian pula bak garamnya. Kemudian dilewatkan kedalam oven yang memberi panas terus-menerus dengan pengurangan gas disekelilingnya, tanpa penambahan bahan pengalir. TEKNIK PENYOLDERAN Penyolderan Tahanan dan Induksi Bagian bahan yang akan disolder bersama bahan tambah dan bahan pengalir dipanaskan dengan gulungan induksi listrik. Sangat sesuai dan menghemat waktu untuk pengerjaan masal dengan ban berjalan. TEKNIK PENYOLDERAN Penyolderan Sinar Panas dipanaskan dari sinar lampu Halogen ( Daya sekitar 150-4000W) yang difokuskan lensa cekung. Daerah panas yang dihasilkan mencapai diameter 15 mm. Metode ini sangat cocok untuk penyolderan benda-benda teknik yang presisi dan peralatan listrik. WATCH THIS !!