pengaruh tanaman kayu apu ( pistia stratiotes l
advertisement

OPTIMALISASI KONSENTRASI LIMBAH DAN PERBANDINGAN WAKTU
AEROB/ANAEROB PADA PEMBENTUKAN PLASTIK BIODEGRADABEL
(POLIHIDROKSIALKANOAT) DARI LIMBAH TAPIOKA DENGAN
MENGGUNAKAN SEQUENCING BATCH REAKTOR
Wiharyanto Oktiawan, Dwi Handayani*), Atikah
ABSTRACT
Polyhydroxyalkanoates (PHAs) are polymers produced by microorganism and have been
recognized as good candidates for biodegradable plastics. But their high price compared with
conventional plastics has limited their use. The usage of organic wastewater as substrate to
produce PHA from activated sludge, provide a potential inexpensive source of biodegradable
plastics. Sequencing Batch Reactor (SBR) as one modification of activated sludge process is
expected to be able to accumulating PHA. SBR was operated with artificial waste tapioca as
carbon source. The purpose of this study to know blower-mixer duration in reaction phase and
influent COD consentration to accumulating PHA. The SBRs were operated in a 9 hours, with 2
of filling time, the blower-mixer duration 2: 4 hours, 1 huor 45 minutes decanting time and 15
minutes idle time. As the result this research shows that the finest of accumulating is occurred in
strategy of operational mixer-blower-mixer ( 3: 2 :1 ) hours and consentration of COD at ± 9000
mg/l 0.01031 g/g cell. The finest accumulating PHA is occurred on COD at ± 9000 mg/l and
strategy of operational mixer-blower-mixer ( 3: 2 :1 ) hours.
Keywords: Sequencing Batch Reactor (SBR), Polyhydroxyalkanoates (PHAs), blower-mixer
duration, COD consentration
PENDAHULUAN
Plastik biodegradabel adalah plastik
yang dapat digunakan layaknya seperti plastik
konvensional, namun akan hancur terurai oleh
aktivitas mikroorganisme menjadi hasil akhir air
dan gas karbondioksida setelah habis terpakai
dan dibuang ke lingkungan. Karena sifatnya
yang dapat kembali ke alam, plastik
biodegradabel merupakan bahan plastik yang
ramah terhadap lingkungan.
Produksi PHA ini mengalami kendala
terutama dari segi biaya produksi tinggi yang
disebabkan oleh biaya bahan baku, yaitu
glukosa dan biaya pengolahan (pengambilan
PHA dari sel mikroorganisme). Upaya untuk
mengurangi biaya produksi polihidroksialkanoat
antara lain dilakukan dengan mencari bahan
baku pengganti glukosa yang harganya relatif
lebih murah. Salah satu bahan baku yang dapat
digunakan adalah air limbah industri yang
mempunyai kandungan organik yang relatif
tinggi. Industri tapioka merupakan salah satu
industri yang menghasilkan air limbah dengan
kandungan senyawa organik yang tinggi (Yeoh
,1993). Produksi PHA yang telah banyak
dilakukan menggunakan mikroorganisme kultur
murni, tetapi hal ini mempertinggi biaya
produksi. Penelitian Chua dkk. (1997)
menunjukkan bahwa mikroorganisme dalam
lumpur aktif dapat mengakumulasi PHA pada
rasio
C:N
tertentu.
Oleh
karena
itu
dikembangkan penggunaan kultur campuran
lumpur aktif sebagai pengganti kultur murni
untuk memproduksi PHA.
Polihidroksialkanoat telah diproduksi
secara komersil dengan proses biosintesa
menggunakan bahan baku glukosa. Pada
kondisi aerobik, mikroorganisme lumpur aktif
menggunakan karbon dari air limbah untuk
pembentukan sel baru. Hal ini ditandai dengan
penurunan chemical oxygen demand (COD)
dalam air limbah. Ketika kondisi lingkungan
berubah menjadi anaerobik, mikroorganisme
mulai mengakumulasi PHA sebagai cadangan
karbon dalam selnya. Penggunaan sequencing
batch
reactor
(SBR)
dapat
menjamin
tercapainya kondisi-kondisi ini, karena pada
SBR pengontrolan kondisi operasi dapat
dilakukan dengan lebih mudah.
Beberapa penelitian Purnama (2001),
Sondjaja dkk. (2001), Harimawan dan Wibawa
(2002) dan Damajanti (2003)) telah dilakukan di
laboratorium
Mikrobiologi
dan
Teknologi
Bioproses FTI-ITB untuk memproduksi PHA
dengan menggunakan SBR dan limbah sintetik
tapioka sebagai substrat. Penelitian-penelitian
ini dilakukan dengan membuat variasi siklus
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
1
pengolahan, lamanya periode aerob:anaerob,
serta waktu pengumpanan substrat ke dalam
reaktor. Penelitian kali ini bertujuan mengamati
kandungan PHA yang dapat diakumulasi oleh
mikroorganisme lumpur aktif dalam pengolahan
air limbah industri tapioka menggunakan
sequencing batch reactor (SBR). Dengan
memvariasikan konsentrasi COD limbah cair
dan
perbandingan
waktu
pengadukan
menggunakan 2 jenis pengaduk yang berbeda
yaitu menggunakan mixer dan blower
TUJUAN
Penelitian yang akan dilakukan ini
mempunyai beberapa tujuan khusus, sebagai
berikut :
1. Mengetahui kemampuan sequencing batch
reactor (SBR) untuk proses produksi PHA.
2. Mengetahui aktifitas mikroba dalam lumpur
aktif industri tekstil untuk mengkonversi
limbah
cair
tapioka
menjadi
polihidroksislkanoat (PHA).
3. Optimalisasi konsentrasi COD limbah dan
strategi operasional perbandingan waktu
pengadukan
menggunakan
2
jenis
pengaduk
yang
berbeda
yaitu
menggunakan mixer dan blower terhadap
produktifitas PHA.
RUANG LINGKUP
Adapun ruang lingkup dalam penelitian tugas
akhir ini, yaitu :
1. Lumpur aktif yang digunakan berasal dari
limbah tekstil PT. APAC INTI CORPORA di
Ungaran.
2. Air limbah tapioka yang digunakan dalam
percobaan merupakan air limbah tapioka
sintesis.
3. Parameter yang diukur dalam penelitian ini
adalah pH, MLSS, COD, BOD, TKN, zat
organik dan kandungan PHA.
4. Proses yang digunakan dalam penelitian
adalah sistem sequencing batch reactor
(SBR).
METODOLOGI
Penelitian
dilakukan
pada
skala
laboratorium dimulai dengan tahap persiapan
yang berupa desain dan pembuatan reaktor
yang digunakan, persiapan alat dan bahan yang
digunakan untuk penelitian, dan persiapan
peralatan dan reagen yang digunakan untuk
analisis kandungan zat organik, BOD, PHA,
COD, MLSS, TKN, pH dan temperatur. Tahap
selanjutnya adalah aklimatisasi lumpur yang
dilakukan dengan menjalankan reaktor. Pada
awal pembuatan limbah cair dilakukan
pengambilan sampel untuk pengukuran COD,
dan pada awal siklus dilakukan pengambilan
sampel untuk pengukuran zat organik.
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
Aklimatisasi dikatakan berhasil jika efisiensi
penurunan zat organik konstan (kondisi steady
state) dengan perbedaan kurang dari 10%.
Setelah lumpur siap kemudian dilakukan proses
running.
Limbah yang digunakan merupakan
limbah buatan, seperti yang digunakan pada
Sondjaja, 2001. Sampel diambil pada ujung
pipa marriote untuk zat organik, COD, BOD,
dan TKN influen. Pada akhir draw dilakukan
pengambilan sampel outlet, parameter yang
diukur yaitu zat organik, COD, BOD, dan TKN.
Untuk MLSS pengambilan sampel dilakukan
pada awal react dan akhir react. Pengambilan
sampel untuk analisa PHA dilakukan setelah
fase draw selesai.Sedangkan data penunjang
lainnya seperti pH, DO, dan temperatur
pengambilan dilakukan pada fase react.
Mulai
Persiapan
Penelitian
a. Pembuatan Limbah Artifisial
b. Persiapan Alat dan Reagen
- untuk analisis COD
- untuk analisis MLSS
- untuk analisis TKN
- untuk analisis BOD
- untuk analisis zat organik
- analisa kandungan PHA
c. Persiapan Lumpur
Desain Reaktor SBR
Skala Laboratorium
Parameter Kontrol
- suhu (25 - 270C)
- pH (6,5 - 8)
- SRT (15-20 hari)
- COD (5000-15000 mg/
L)
Parameter Terukur
- Organik
Aklimatisasi
Tidak (zat
organik>10%)
Efisiensi penyisihan
Zat organik konstan
dengan toleransi < 10%
Ya (zat
organik<10%)
Penelitian Siap
Dilaksanakan (Running)
Variasi
Konsentrasi limbah sintetis dan
variasi waktu pengadukan dengan
mixer dan blower
Sampling dan Analisis
Parameter Terukur
(zat organik, BOD, COD, TKN, MLSS, PHA)
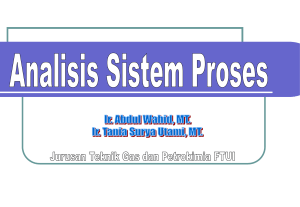
Sistem Operasional SBR
- 1 siklus 9 jam
- 2 jam pengadukan dengan blower ,
4 jam pengadukan dengan mixer,
- 2 jam pengendapan, 45 menit dekantasi,
15 menit iddle
Variasi Konsentrasi Limbah
- Konsentrasi Limbah (COD±6000 mg/L)
- Konsentrasi Limbah (COD± 9000 mg/L)
- Konsentrasi Limbah (COD±12000 mg/L)
Variasi strategi operasional waktu aerob dan
anaerob
- Mixer - blower- Mixer
2 jam : 2 jam : 2 jam
- Mixer - blower- Mixer - blower- Mixer
2 jam : 1 jam : 1 jam : 1 jam : 1 jam
- Mixer-blower- Mixer
3 jam : 2 jam : 1 jam
Kesimpulan
dan
Saran
Selesai
Gambar 1. Diagram Alir Penelitian
Sumber : hasil Analisis, 2010
2
HASIL DAN PEMBAHASAN
Aklimatisasi
Sebelum penelitian dimulai terlebih
dahulu dilakukan aklimatisasi terhadap lumpur.
Aklimatisasi
lumpur
bertujuan
untuk
mengkondisikan mikroorganisme agar dapat
hidup dan melakukan adaptasi dengan limbah
yang akan diolah dan untuk menyisihkan
senyawa organik. Temperatur, pH, dan umur
lumpur digunakan sebagai variabel kontrol
selama aklimatisasi.
Lumpur yang digunakan selama penelitian
berasal dari unit pengolahan biologi PT. APAC
INTICORPORA Ungaran, Semarang. Pada
tahap aklimatisasi digunakan limbah artifisial
dengan komposisi tepung tapioka dengan
merek Gunung Agung, diammonium sulfat
{(NH4)2SO4}, kalium dihidrogen {KH2PO4}, feero
klorida heksahidrat {FeCl3.6H2O}, magnesium
sulfat heptahidrat {MgSO4.7H2O}, mangan sulfat
heksahidrat {MnSO4.6H2O}, kalsium klorida
dihidrat {CaCl2.2H2O}.
Grafik Effluent Organik dan Efisiensi Penyisihan Organik Reaktor 1
Organik Eff (mg/l KMnO4)
Organik Eff (mg/l KMnO4) efisiensi
100
90
2500
80
70
2000
60
50
1500
40
1000
30
20
500
Efisiensi Organik (%)
Organik Eff (mg/l KMnO4)
3000
10
0
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51
Siklus ke-
Gambar 2
Grafik Effluent Organik dan efisiensi Penyisihan Organik Reaktor 1
Sumber : Hasil analisis, 2010
120
100
2000.0000
80
1500.0000
60
1000.0000
40
500.0000
20
0.0000
0
1 2 3 4 5 6 7 8 9 10 11 1213 14 1516 17 1819 20 21 2223 24 2526 27 2829 30 31 3233 34 3536 37 3839 40 41 4243 44 4546 47 4849 50
Siklus keOrganik Eff (mg/l KMnO4)
Efisiensi (%)
Gambar 3
Grafik Effluent Organik dan efisiensi Penyisihan Organik Reaktor 2
Sumber : Hasil analisis, 2010
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
3
Efisiensi (%)
Organik Eff (mg/ l KMnO4)
2500.0000
120
100
2000
80
Efisiensi (%)
Organik Eff (mg/l KMnO4)
2500
1500
60
1000
40
500
20
0
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50
Siklus keOrganik Eff (mg/l KMnO4)
Efisiensi (%)
Gambar 4
Grafik Effluent Organik dan efisiensi Penyisihan Organik Reaktor 3
Sumber : Hasil analisis, 2010
Percobaan Utama
PHA (g/g sel)
0.008
0.007
0.006
0.005
0.004
0.003
0.002
0.001
0
1
2
3
4
5
6
Siklus keSeries2
Gambar 5
Grafik Konsentrasi PHA Variasi COD 12000
Sumber : Hasil analisis, 2010
0.012
PHA (g / g sel)
Pada percobaan ini digunakan asumsi
bahwa PHA yang terbentuk merupakan
kopolimer dari P(HB-ko-HV). Hal ini didasarkan
pada penelitian Chua dan Yu (1999), yang
menyatakan
bahwa
kopolimer
tersebut
diakumulasi
oleh
bakteri
lumpur
aktif.
Pernyataan ini juga didukung dengan hasil
pengamatan terhadap titik leleh PHA yang
diperoleh. Titik leleh PHB standar adalah 177
oC, sedangkan titik leleh PHV standar adalah
100 oC (Wong dkk., 2000). Hasil pengamatan
terhadap titik leleh PHA yang diperoleh pada
percobaan ini menunjukkan temperatur di
antara titik leleh standar PHB dan PHV, maka
dapat dinyatakan bahwa polimer yang terbentuk
merupakan gabungan keduanya atau berbentuk
kopolimer . Jadi apabila titik leleh PHA yang
diamati makin rendah, maka dapat dinyatakan
bahwa kandungan HV makin besar, dengan
kata lain kandungan HB makin kecil. Hasil
pengamatan titik leleh PHA dan konsentrasi
PHA
berdasarkan
perbandingan
waktu
pengadukan dengan menggunakan blower dan
mixer adalah sebagai berikut :
0.01
0.008
0.006
0.004
0.002
0
1
2
3
4
5
6
Siklus kePHA (g / g sel)
Gambar 6
Grafik Konsentrasi PHA Variasi COD 9000
Sumber : Hasil analisis, 2010
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
4
Tabel 2
Perolehan PHA Berdasarkan
Variasi COD
0.006
PHA (g/g sel)
0.005
0.004
0.003
Siklus
Ke-
0.002
0.001
0
1
2
3
4
Siklus ke-
5
6
PHA (g/g sel)
Gambar 7
Grafik Konsentrasi PHA Variasi COD 6000
Sumber : Hasil analisis, 2010
Kandungan PHA tertinggi diperoleh
pada reaktor 2 dengan strategi operasional
mixer-blower- mixer( 3: 2 :1 ) jam yaitu sebesar
0.01031 g / g sel. Kandungan PHA terendah
juga terjadi pada reaktor ini dengan strategi
operasional mixer-blower- mixer ( 2: 2 :2) jam
yaitu sebesar 0.00096 g /g sel. Kandungan PHA
tertinggi pada reaktor 1 sebesar 0.00704 g /g
sel pada strategi operasional mixer-blowermixer ( 3: 2 :1 ) jam. Kandungan PHA tertinggi
pada reaktor 3 juga didapat pada strategi
operasional mixer-blower- mixer ( 3: 2 :1 ) jam
yaitu sebesar 0.00535 g /g sel. Dari data diatas
dapat dilihat pada reaktor 2 dan 3 dengan
strategi operasional mixer-blower- mixer ( 3: 2 :1
) jam didapat kandungan PHA tertinggi untuk
reaktor 2 dan 3, namun hal ini tidak terjadi pada
reaktor 1. Dilihat dari segi strategi operasional
anerob-aerob dapat ditarik kesimpulan bahwa
perolehan PHA optimal terjadi pada strategi
operasional mixer-blower- mixer ( 3: 2 :1) jam.
Hasil pengamatan titik leleh PHA dan
konsentrasi PHA berdasarkan konsentrasi COD
adalah sebagai berikut :
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
Variasi
COD
PHA
(g/g sel)
Titik Leleh
(0 C)
1
12000
0.00221
156
2
12000
0.00120
156
3
12000
0.00153
156
4
12000
0.00121
156
5
12000
6
12000
0.00704
156
7
9000
0.01031
156
8
9000
9
9000
10
9000
11
9000
0.00469
156
12
9000
156
13
6000
0.00096
0.00259
14
6000
0.00535
156
15
6000
0.00440
156
16
6000
17
6000
-
110
0.00133
-
156
0.00190
156
18
6000
0.00291
Sumber : Hasil analisis, 2010
156
5
0.0126
12000
0.0105
10000
0.0084
8000
0.0063
6000
0.0042
4000
PHA ( g/g sel)
Variasi COD (mg/l)
14000
0.0021
2000
0
0
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18
Siklus keVariasi COD
PHA (g/g sel)
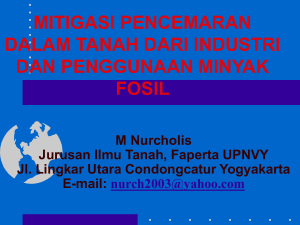
Gambar 8
Grafik Perolehan PHA Berdasarkan Variasi COD
Sumber : Hasil analisis, 2010
Kandungan PHA tertinggi pada reaktor
1 dengan variasi konsentrasi COD ± 12000 mg/l
sebesar 0.00704 g / g sel, pada reaktor 2
dengan variasi konsentrasi COD ± 9000 mg/l
sebesar 0.01031 g / g sel, sedangkan pada
pada reaktor 3 dengan variasi konsentrasi COD
± 6000 mg/l didapat kandungan PHA sebesar
0.00535 g / g sel. Jika dilihat dari nilai tertinggi
kandungan PHA tiap variasi konsentrasi COD,
dapat dilihat bahwa konsentrasi PHA naik
seiring dengan naiknya COD, namun pada
konsentrasi yang tinggi mengalami penurunan.
Pada setiap siklus, PHA yang
didapatkan mempunyai titik leleh sama . Hal ini
disebabkan oleh pelet PHA yang dihasilkan
cukup sedikit dan tidak cukup untuk pengukuran
titik leleh setiap siklus. Pada percobaan ini
hanya didapat 2 titik leleh yaitu 156 0 C dan 110
0 C. Perbedaan titik leleh ini menunjukkan
perbedaan kandungan HB dan HV.
Periode anaerob yang lebih panjang
menyebabkan hambatan terhadap siklus TCA
yang semakin besar, sehingga asetil-koA dan
propionil-koA yang tersedia semakin banyak.
Mino dkk. (1998) menyatakan bahwa semakin
lama periode anaerob maka kemungkinan
pembentukan kopolimer HV semakin besar.
Satuan HV terbentuk dari ikatan asetil-KoA
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
dengan propionil-KoA. Kedua prekursor ini
dihasilkan dari jalur yang berbeda, yaitu jalur
glikolisis yang berlangsung pada kondisi aerob
menghasilkan asetil-KoA dan jalur suksinatpropionat yang berlangsung pada kondisi
anaerob menghasilkan propionil-KoA. Ikatan
antara asetil-koA dan propionil-koA akan
membentuk 3-ketovaleril-koA yang pada
akhirnya membentuk 3- hidroksivalerat.
Pada percobaan kali ini digunakan
perbandingan waktu pengadukan mixer dan
blower yang sama, dan didapatkan 2 titik leleh
yang cukup berbeda. Tetapi kedua nilai titik
leleh PHA ini sulit untuk dibandingkan karena
terdiri dari beberapa sampel pelet PHA dengan
variasi yang berbeda-beda.
Kandungan PHA yang diperoleh ternyata
tidak ditemukan suatu nilai yang konstan, hal ini
dikarenakan untuk memproduksi PHA sangat
tergantung pada jenis mikroorganisme yang ada
dalam lumpur aktif hasil satu siklus SBR. Jenis
mikroorganisme yang mampu bertahan hidup
dalam satu silkus SBR sangat tergantung pada
variasi yang ditetapkan dan sumber senyawa
organik yang diberikan kepada mikroorganisme
sebagai nutrisinya.
6
Beberapa hal yang diduga menjadi
penyebab turunnya perolehan PHA pada
percobaan kali ini yaitu :
Turunnya pH
Penurunan pH terjadi setelah air limbah
masuk kedalam reaktor, pH turun hingga 45, hal ini mengakibatkan kurang optimalnya
pertumbuhan dan akumulasi PHA dalam
tubuh bakteri. Penurunan pH juga terjadi
pada penelitian Sonjaja dkk. (2001) yang
mencapai nilai pH 4-5. Menurut Benefield
dan Randall (1980), dinyatakan bahwa pH
optimum pertumbuhan bakteri sekitar 6.57.5. Nilai pH yang terlalu rendah atau terlalu
tinggi dapat menjadi racun bagi bakteri.
Denitrifikasi
Denitrifikasi adalah proses produksi nitrat
menjadi gas nitrogen ( N2) dalam kondisi
anoxic (tanp aoksigen). Denitrifikasi dapat
terjadi pada kondisi anaerob yang cukup
lama.
Proses
ini
mengakibatkan
terdegradasinya PHA yang telah terbentuk,
yang digunakan sebagai substrat padat.
Pemanfaatan
PHA
dalam
peristiwa
denitrifikasi dinamakan dengan denitrifikasi
fasa padat (solid phase denitrification). Dari
penelitian yang dilakukan oleh Hiraishi dan
Khan (2003) diketahui bahwa diantara
beberapa
biopolimer
yang
pernah
digunakan, PHA merupakan substrat padat
yang paling sesuai. PHA sendiri adalah
material cadangan mikroba, sehingga
mudah termetanolisasi oleh mikroorganisme
denitrifikasi.
Salah satu faktor yang mempengaruhi
proses
denitrifikasi
jenis
ini
dalah
kristalinitas polimer. PHA yang bersifat
amorf lebih mudah terbiodegradasi daripada
PHA yang bersifat kristalin. PHA bentuk
amorf berada dalam tubuh bakteri
(intraseluler), sedangkan produk PHA yang
telah diekstraksi (ekstraseluler) berbentuk
kristalin. Faktor lain yang mempengaruhi
efisiensi degradasi adalah kandungan
hidroksivalerat (HV). Mergaert, dkk (1995)
melaporkan bahwa PHBV lebih cepat
terdegradasi
dibanding
PHB
dalam
lingkungan berair.
Fase Anaerob tidak terjadi secara
optimal
Pada pengadukan menggunakan mixer
diharapkan kondisi reaktor menjadi anoxic
(tanpa oksigen), namun pada kenyataannya
kondisi anoxic terjadi hanya pada bagian
bawah
reaktor.
Pada
bagian
atas
permukaan reaktor masih dapat kontak
dengan udara sehingga kondisi anoxic tidak
tercapai. Karena tidak terjadi kondisi anoxic
secara optimal maka produksi propionilKoA terhambat. Sedangkan Ikatan antara
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
asetil-koA
dan
propionil-koA
akan
membentuk 3-ketovaleril-koA yang pada
akhirnya membentuk 3- hidroksivalerat.
Pembuatan Limbah Cair Kurang Tepat
Pembuatan limbah cair tapioka dilakukan
dengan cara melarutkan tepung tapioka
dalam keadaan panas, dan membuat
tepung tapioka terlarut. Sedangkan limbah
cair tapioka yang sesungguhnya berasal
dari sisa pencucian bahan baku, dan sisa
endapan
tepung
tapioka.
Terdapat
ketidaksesuaian antara limbah buatan dan
limbah
tapioka
yang
sesungguhnya,
terdapat kemungkinan hal ini juga
berkontribusi dalam kecilnya produksi PHA.
Lumpur tidak langsung diekstraksi
Faktor lain yang menyebabakan rendahnya
PHA yang dihasilkan yaitu lumpur tidak
langsung
diekstraksi
menggunakan
kloroform dan natrium hipoklorit. Lumpur
disimpan terlebih dahulu di lemari pendingin
sebelum diekstraksi. Hal ini dapat merubah
konsentrasi awal PHA yang terkandung
dalam tubuh bakteri, dan bakteri dapat
memanfaatkan
granula
PHA
dalam
tubuhnya untuk bertahan hidup
Kesimpulan
Kesimpulan yang dapat diambil adalah :
1. Sequencing batch reactor (SBR) mampu
menghasilkan PHA, walaupun dalam
penelitian ini belum didapatkan perolehan
PHA yang diinginkan.
2. Bakteri dalam lumpur aktif dari industri
tekstil mengandung bakteri-bakteri yang
mampu
mengakumulasi
PHA
dalam
tubuhnya pada kondisi anaerob, melalui
siklus TCA.
3. Perolehan PHA tertinggi pada penelitian ini
yaitu pada konsentrasi COD 9000 mg/l yaitu
sebesar 0.01031 g/g sel, dan pada kondisi
srtategi operasional mixer-blower- mixer ( 3:
2 :1 ) jam.
Saran
Saran yang dapat disampaikan adalah :
1. Perlu dilakukan penelitian lanjutan agar
mendapatkan perolehan PHA yang lebih
besar, dan jenis PHA yang dihasilkan.
Diantaranya dengan menggunakan limbah
tapioka yang sebenarnya, memfariasikan
perbandingan waktu aerob/anaerob.
DAFTAR PUSTAKA
American Public Health Association, 1992,
Standard Method for the Examination
of Water and Wastewater, 18th ed.,
APHA, Washington USA.
7
Benefield, Larry D., Clifford, W. Randall. 1980.
Biological
Process
Design
for
Wastewater Treatment. Prentice – Hall,
Inc. USA.
Damajanti, Neni, dan Tjandra Setiadi, 2003,
Pengaruh Durasi Tahap Pengisian dan
Siklus Pendek dalam Sequencing Batch
Reactor (SBR) terhadap Pembentukan
Polihidroksialkanoat (PHA), Seminar
Nasional Perkembangan dan Aplikasi
Teknologi
Lingkungan
dalam
Menghadapi Era Global, ITS,Surabaya
Mino, T., 1999, Microbial Selection of
Polyphospate-Accumulating Bacteria in
ActivatedSludge Wastewater Tretment
Processes for Enhanced Biological
Phospate
Removal,Department
of
Environmental Studies, The University
of Tokyo.
Purnama, H., 2001, Kajian Awal Pembentukan
Polihidroksialkanoat (PHA) pada Sistem
Pengolah Limbah Lumpur Aktif dengan
Sequencing Batch Reactor (SBR), Tesis
Magister, Program Studi Teknik Kimia,
Institut Teknologi Bandung.
Rahayu, Driyanti. 2007. Produksi Polihidroksi
Alkanoat Dari Limbah Industri Tapioka
Dengan
SBR.
Fakultas
Farmasi
Uiversitas Padjadjaran.
Satoh, H., T. Mino, dan T. Matsuo, 1999, PHA
Production by Activated Sludge, Intl.
Journal. of Biological Macromolecules,
25, hal. 105-109
Serafin, Luisa S. Serafim & Paulo C. Lemos &
Maria G. E. Albuquerque & Maria A. M.
Reis. 2008. Strategies For Pha
Production By Mixed Cultures And
Renewable Waste Materials. Appl
Microbiol Biotechnol (2008) 81:615–
628. Received: 31 July 2008 / Revised:
9 October 2008 / Accepted: 18 October
2008 / Published online: 11 November
2008 # Springer-Verlag 2008
Setyawaty,
Rety.
2005.
Produksi
Polihidroksialkanoat Dari Air Limbah
Industri Tapioka : Konsistensi Produk,
Pengaruh pH Dan Perbaikan Proses
Pengambilan PHA. Tesis Magister,
Program Studi Teknik Kimia, Institut
Teknologi Bandung.
Sidikmarsudi, 1997, Kajian Awal Pembentukan
PHA
oleh
Bakteri
Fotosintetik
Rhodobacter spheroides (IFO 12203)
pada Medium Asam Lemak Volatil.
Bandung : Program Studi Teknik Kimia,
Program
Pasca
Sarjana,
Institut
Teknologi Bandung.
Sondjaja, Herryanto R, Bambang Veriansyah,
dan Tjandra Setiadi, 2001, Production
of Polihidroksialkanoat (Biodeghradable
Plastic) from Synthetic Wastewater
Using Sequencing Batch Reactor.
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
Prosiding Regional Symposium on
Chemical Engineering 29 - 31 Oktober
2001.Bandung.
Sundstrom, Donald W dan Herbert E Klei. 1979.
Wastewater Treatment. Prentice-Hal.
Inc. Englewood Cliffs USA
Tchobanoglous, G. dan F.L Burton. 1991.
Wastewater Engineering: Treatment,
Disposal, and Reuse. 3rd Ed. McGrawHill.Inc. Singapore.
Tchobanoglous, George dan F.L Burton. 2003.
Wastewater Engineering: Treatment
and Reuse. 4th Ed. McGraw-Hill.Inc.
New York.
Wong, A. L., H. Chua, W. H. Lo, dan P.H.F. Yu,
2000, Synthesis of Bioplastics from
FoodIndustry Wastea with Activated
Sludge Biomass, Water Science and
TechnologyVol.41(12), hal. 55-59.
Yu, P., H. Chua, A.L. Huang, W. Lo, dan C.Q.
Chen, 1998, Conversion of Food
IndustrialWaste into Bioplastics, Applied
Biochemistry and Biotechnology , Vol.
70, hal. 603-614.
8
(ekstraseluler)
berbentuk
kristalin.
Faktor
lain
yang
mempengaruhi
efisiensi degradasi adalah kandungan
hidroksivalerat (HV). Mergaert, dkk
(1995) melaporkan bahwa PHBV lebih
cepat terdegradasi dibanding PHB
dalam lingkungan berair.
Beberapa hal yang diduga menjadi
penyebab turunnya perolehan PHA pada
percobaan kali ini yaitu :
Turunnya pH
Penurunan pH terjadi setelah air limbah
masuk kedalam reaktor, pH turun
hingga 4-5, hal ini mengakibatkan
kurang optimalnya pertumbuhan dan
akumulasi PHA dalam tubuh bakteri.
Penurunan pH juga terjadi pada
penelitian Sonjaja dkk. (2001) yang
mencapai nilai pH 4-5. Menurut
Benefield
dan
Randall
(1980),
dinyatakan
bahwa
pH
optimum
pertumbuhan bakteri sekitar 6.5-7.5.
Nilai pH yang terlalu rendah atau terlalu
tinggi dapat menjadi racun bagi bakteri.
Denitrifikasi
Denitrifikasi adalah proses produksi
nitrat menjadi gas nitrogen ( N2) dalam
kondisi
anoxic
(tanp
aoksigen).
Denitrifikasi dapat terjadi pada kondisi
anaerob yang cukup lama. Proses ini
mengakibatkan terdegradasinya PHA
yang telah terbentuk, yang digunakan
sebagai substrat padat. Pemanfaatan
PHA dalam peristiwa denitrifikasi
dinamakan dengan denitrifikasi fasa
padat (solid phase denitrification). Dari
penelitian yang dilakukan oleh Hiraishi
dan Khan (2003) diketahui bahwa
diantara beberapa biopolimer yang
pernah digunakan, PHA merupakan
substrat padat yang paling sesuai. PHA
sendiri adalah material cadangan
mikroba,
sehingga
mudah
termetanolisasi oleh mikroorganisme
denitrifikasi.
Salah satu faktor yang mempengaruhi
proses denitrifikasi jenis ini dalah
kristalinitas polimer. PHA yang bersifat
amorf lebih mudah terbiodegradasi
daripada PHA yang bersifat kristalin.
PHA bentuk amorf berada dalam tubuh
bakteri (intraseluler), sedangkan produk
PHA
yang
telah
diekstraksi
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
Fase Anaerob tidak terjadi secara
optimal
Pada pengadukan menggunakan mixer
diharapkan kondisi reaktor menjadi
anoxic (tanpa oksigen), namun pada
kenyataannya kondisi anoxic terjadi
hanya pada bagian bawah reaktor.
Pada bagian atas permukaan reaktor
masih dapat kontak dengan udara
sehingga kondisi anoxic tidak tercapai.
Karena tidak terjadi kondisi anoxic
secara
optimal
maka
produksi
propionil-KoA terhambat. Sedangkan
Ikatan antara asetil-koA dan propionilkoA akan membentuk 3-ketovaleril-koA
yang pada akhirnya membentuk 3hidroksivalerat.
Pembuatan Limbah Cair Kurang
Tepat
Pembuatan
limbah
cair
tapioka
dilakukan dengan cara melarutkan
tepung tapioka dalam keadaan panas,
dan membuat tepung tapioka terlarut.
Sedangkan limbah cair tapioka yang
sesungguhnya
berasal
dari
sisa
pencucian bahan baku, dan sisa
endapan tepung tapioka. Terdapat
ketidaksesuaian antara limbah buatan
dan
limbah
tapioka
yang
sesungguhnya, terdapat kemungkinan
hal ini juga berkontribusi dalam kecilnya
produksi PHA.
Lumpur tidak langsung diekstraksi
Faktor lain yang menyebabakan rendahnya
PHA yang dihasilkan yaitu lumpur tidak
langsung diekstraksi menggunakan kloroform
dan natrium hipoklorit. Lumpur disimpan terlebih
dahulu di lemari pendingin sebelum diekstraksi.
Hal ini dapat merubah konsentrasi awal PHA
yang terkandung dalam tubuh bakteri, dan
bakteri dapat memanfaatkan granula PHA
dalam tubuhnya untuk bertahan hidup
9
Jam
Run
1
Tabel 1. Variasi Waktu Aerasi
1
2
3
4
5
6
7
8
9
2
3
anaerob
aerob
*) Program Studi Teknik LingkunganFT Undip
Jl. Prof. Sudarto, SH Tembalang Semarang
10