alat penyeleksi benda tenaga pneumatik menggunakan plc
advertisement

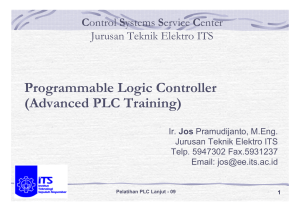
TUGAS AKHIR ALAT PENYELEKSI BENDA TENAGA PNEUMATIK MENGGUNAKAN PLC (Programmable Logic Controller) Disusun Oleh : M. Suwandi 01402-025 JURUSAN TEKNIK ELEKTRO FAKULTAS TEKNOLOGI INDUSTRI UNIVERSITAS MERCU BUANA JAKARTA 2009 LEMBAR PENGESAHAN ALAT PENYELEKSI BENDA TENAGA PNEUMATIK MENGGUNAKAN PLC (Programmble Logic Controller) Diajukan Sebagai Salah Satu Syarat Guna Memperoleh Gelar Sarjana Program Studi Teknik Elektronika Disusun Oleh : M. SUWANDI 01402-025 Mengetahui dan Disetujui oleh : Ketua Jurusan Teknik Elektro Koordinator / Pembimbing Tugas Akhir Universitas Mercu Buana ( Ir. Yudhi Gunardi, MT ) i KATA PENGANTAR Alhamdulillah, segala puji bagi Allah SWT, penulis panjatkan atas segala nikmat yang telah diberikan, terutama nikmat Islam, Iman, dan Kesehatan. Sholawat serta salam semoga selalu tercurah untuk nabi Muhammad S.A.W dan semoga keselamatan bagi para pengikutnya yang tetap setia dalam memegang panji Islam sampai hari akhir. Secara khusus penulis mengucapkan terima kasih kepada Bapak dan Ibu sebagai orang tua penulis yang senantiasa memberikan dukungan dan doanya kepada penulis hingga tersusunnya tugas akhir ini. Selama penyusunan Tugas Akhir ini penulis telah mendapatkan banyak bantuan dan dukungan dari berbagai pihak. Oleh karena itu pada kesempatan ini penulis mengucapkan terima kasih kepada : 1. Bapak Ir. Yudhi Gunardhi, M.T ; selaku Dosen Pembimbing dan Ketua Jurusan Teknik Elektro yang merangkap Koordinator Tugas Akhir serta Kepala Laboratorium PLC yang telah banyak memberikan bimbingan, saran, dan motivasi dengan penuh kesabaran dan kebaikan sehingga Tugas Akhir ini dapat terselesaikan. 2. Bapak Ir. Eko Ihsanto, M.Eng ; selaku Dosen Pengajar untuk peminatan Teknik Elektronika yang telah memberikan ilmu dan pengetahuan yang bermanfaat kepada penulis. 3. Segenap dosen pengajar FTI dan para Staff TU Jurusan Teknik Elektro Universitas Mercu Buana yang telah memberikan ilmu pengetahuan yang bermanfaat bagi penulis. 4. Terima kasih kepada Sigit Nugroho, Herry Banjarnahor, Gofar, Toto, dan Fatur angkatan 2002 yang telah memberikan banyak informasi, pengetahuan dan solusi dalam pembuatan tugas akhir ini. ii 5. Untuk Niken Larasati; Terima kasih atas waktu, perhatian, dan dorongan semangatnya selama ini. 6. Untuk Toto R, Wage R, Firman, Fitriana, F. Haryadi, Syaiful B, Sulistyo, Iwan, Yudi 02, dan seluruh kawan-kawan jurusan teknik Elektro khususnya angkatan 2002 terima kasih atas semangat, motivasi, bantuan dan solusi, serta persahabatannya. 7. Semua pihak yang telah membantu selesainya pembuatan dan penulisan tugas akhir ini Penulis menyadari bahwa dalam laporan tugas akhir ini mungkin masih terdapat kekurangan, baik itu berupa penyusunan maupun penulisannya. Untuk itu saran yang bersifat membangun sangat diharapkan, sehingga penulisan laporan tugas akhir ini bisa menjadi lebih baik dan bermanfaat. Akhir kata, penulis berharap semoga laporan tugas akhir ini dapat bermanfaat bagi semua pihak yang membutuhkan. Jakarta, Juni 2009 Penulis iii ABSTRAKSI Perkembangan teknologi di era modern ini erat kaitannya dengan perkembangan industri dan elektronika. Perkembangan teknologi bertujuan untuk mempermudah dan membantu kehidupan manusia ke arah kehidupan yang lebih mudah dan lebih aman. Pada saat ini di dunia industri umumnya menggunakan sistem kontrol yang disebut PLC (Programmable Logic Controller) karena memiliki kelebihan mengontrol suatu benda dan mesinmesin berat lebih mudah dan lebih efisien dibanding dengan sistem kontrol lainnya. Salah satunya yaitu alat penyeleksi benda menggunakan PLC tenaga pneumatic yang bertujuan untuk menyeleksi benda yang berlainan ukuran dan mengatur tempat penampungannya secara otomatis menggunakan PLC yang diharapkan dapat menghemat waktu dan tenaga manusia. Dari percobaan alat ini benda berukuran tinggi akan ditolak dan dipindahkan ke tempat penampungan 1, sedangkan benda berukuran lebih rendah tidak akan ditolak dan masuk ke tempat penampungan 2. Digunakannya PLC sebagai alat kontrol dikarenakan PLC dianggap mempunyai kehandalan untuk mengontrol gerakan-gerakan yang diinginkan serta dapat mengantisipasi gangguan yang mungkin terjadi pada saat alat ini sedang dioperasikan. Pada alat ini menggunakan sensor Photoelektrik Reflektif untuk mendeteksi. Selain untuk mendeteksi benda sensor ini juga menyeleksi benda yang akan dipisahkan berdasarkan tingginya. iv ABSTRACTION Technological growth in this modern era sliver its bearing with the industrial growth and electronics. Technological growth aim to to water down and assist the human life toward easier life and more peaceful. At the moment industrial world generally use the control systems is so called PLC ( Programmable Logic Controller) because owning excess control easier heavy machine and object and more is efficient compared to with the other control systems. One of them is that is appliance of object selector use the PLC of energy pneumatic which aim to select the different object of size measure and arrange the its relocation place automatically use the PLC expected can economize the time and manpower. From this appliance attempt is high fairish object will be refused and carried over by a relocation place 1, while lower fairish object will not be refused and step into the relocation place 2. The using of PLC as a means of control because of PLC assumed to have the mainstay to control the movement wanted and also can anticipate the trouble which is possible became of by the this appliance moment is being operated. At this appliance use the censor of Photoelektrik Reflektif to detect. Besides to detect the object sensor this also select the object to be dissociated by pursuant to height. v DAFTAR ISI Lembar Pengesahan ……………………………………………………………… i Kata Pengantar …………………………………………………………………… ii Abstrak …………………………………………………………………………. iv Abstraction ………………………………………………………………………. v Daftar Isi …………………………………………………………………………. vi Daftar Gambar …………………………………………………………………… ix Daftar Tabel ………………………………………………………………………. xi Daftar Komponen ………………………………………………………………. . xii Daftar Lampiran …………………………………………………………………. xiii BAB I PENDAHULUAN 1.1 Latar Belakang …………………………………………………. 1 1.2 Tujuan Penulis ………………………………………………..... 1 1.3 Pembatasan Masalah ……………………………………………. 2 1.4 Metode Penulisan ………………………………………….…… 2 1.5 Sistematika Penulisan ……………………………………..……. 2 BAB II LANDASAN TEORI 2.1 Tranduser ……………………………………………………….. 2.1.1 4 Tranduser Photo / Sensor Photoelektrik………………… 4 2.2 Motor arus searah ( Motor DC ) ………………………………... 7 2.3 Relay ………………………………………………………….... 8 2.4 Programmable Logic Controller ( PLC ) ……………………….. 9 2.4.1 Konsep Programable Logic Controller …………………. 10 2.4.2 Sistem komponen dari PLC …………………………..… 10 2.4.3 Interface serial data standard RS-232 ………………….... 14 2.4.4 Arsitektur dan konfigurasi pin RS-232 ………………...... 14 2.5 Sistem Pneumatik…………………………………………………. 17 vi 2.5.1 Direction control valve Solenoid………………………… 17 2.5.1.1 Solenoid Valve 2/2………………………………... 18 2.5.1.2 Solenoid Valve 3/2……………………………….. 18 2.5.1.3 Solenoid Valve 4/2………………………………. 19 2.5.2 2.5.1.4 Solenoid Valve 5/2……………………………… 19 Actuator………………………………………………….. 20 2.5.2.1 Silinder Kerja Tunggal ( Single Acting Cylinder )………………………………………..… 21 2.5.2.2 Silinder Kerja Ganda ( Double Acting Cylinder )………………………………….………. 22 BAB III PERANCANGAN SISTEM DAN REALISASI ALAT 3.1 Prinsip Perancangan …………………………………………..… 23 3.2 Perancangan Model Perangkat Keras ………………………….. 23 3.3 Diagram Blok Sistem ……………………………………….….. 24 3.3.1 Personal Computer ……………………………………. 26 3.3.2 Pusat Pengendali ………………………………………. 27 3.3.3 Rangkaian Input …………………………………….…... 31 3.3.3.1 Sensor Photoelektrrik……………………………. 31 Rangkaian Output ……………………………………… 31 a. Motor DC sebagai Konveyer…………………………. 32 3.3.4 b. Rangkaian Solenoid…………………………………… 32 3.3.5 Objek ……………………..……………………………. 33 3.4 Rangkaian Catu Daya masukan untuk PLC …………………… 33 3.5 Program PLC ……….. ………………………………………… 34 3.5.1 35 3.6 Proses Inisialisasi ………………………………………. Rangkaian Keseluruhan ……………………………………….. 36 BAB IV PENGUJIAN DAN ANALISA ALAT 4.1 Spesifikasi Alat Uji ……………………………………………. 40 4.2 Pengujian Sensor Photoelektrik ……………………………….. 40 4.3 Pengukuran Catu Daya ………………………………………..… 41 vii 4.4 Pengujian PLC FESTO ………………………………………….. 42 4.4.1 Pengujian Fisik PLC ………………………………..…... 42 4.4.2 Pengujian Program PLC ………………………………… 43 4.5 Analisa Mekanik Berdasarkan Realisasi Rancangan Alat …….... 44 4.6 Uji Alat Keseluruhan ………………………………………..…. 44 BAB V PENUTUP 5.1 Kesimpulan ……………………………………………………... 46 DAFTAR PUSTAKA.............................................................................................. 47 LAMPIRAN........................................................................................................ viii 48 DAFTAR GAMBAR Gambar 2.1 Simbol dan Rangkaian LED Inframerah / Photoelektrik………..… 4 Gambar 2.2 Bentuk Fisik Sensor Photoelektrik………………………………... 5 Gambar 2.3 Sensor Photoelektrik Transmitif……………………………..…... 5 Gambar 2.4 Sensor Photoelektrik Refektif ………………………………..……. 6 Gambar 2.5 Sensor Photoelektrik Retroreflektif …………………………...… 6 Gambar 2.6 Rangkaian Dalam Motor DC ………………………..………….. 7 Gambar 2.7 Perubahan Arah Putaran Motor Akibat Perubahan Polaritas….... 8 Gambar 2.8 Rangkian Relay NO dan Relay NC…………………………..….. 9 Gamgar 2.9 Struktur Internal unit CPU PLC .………………………………... 11 Gambar 2.10 Pin RS 232 DB9 (9 pin)……………………………………….... 15 Gambar 2.11 Sistem Komponen dari PLC ……………………………………. 16 Gambar 2.12 Solenoid Valve 2/2…………………………………….………... 18 Gambar 2.13 Solenoid Valve 3/2…………………………….……………….. 18 Gambar 2.14 Solenoid Valve 4/2………..……………………………………. 19 Gambar 2.15 Solenoid Valve 5/2………………………………………................. 20 Gambar 2.16 Silinder Kerja Tunggal …………………………………………….. 21 Gambar 2.17 Silinder Kerja Ganda……………………………………………… 22 Gambar 3.1 Target Rancangan Mekanik………………………………….…. 24 Gambar 3.2 Diagram Blok Sistem ………………………………………….. 25 Gambar 3.3 Rangkaian PLC ………………………………………………… 29 Gambar 3.4 Diagram Hubungan Photoelektrik Dengan PLC……………….. 31 Gambar 3.5 Rangkaian Motor DC konveyer………………………………….. 32 Gambar 3.6 Hubungan Elektrik Pneumatik……………………………………. 32 Gambar 3.7 Rangkaian Catu Daya…………………………………………….. 33 Gambar 3.8 Gambar Rangkaian keseluruhan tampak atas dan depan ………… 36 Gambar 3.9 Diagram Elektrik………………………………………………… Gambar 3.10 Flowchart………………………………………………………. ix 38 39 Gambar 4.1 Pengukuran Besar Tegangan Pada Rangkaian Sensor Photoelektrik…………………………………………………….. 40 Gambar 4.2 Pengukuran Besar Tegangan Pada Rangkaian Power Supply…… 41 Gambar 4.3 Analisa Gerakan Mekanik Berdasarkan Realisasi Rancangan Alat…………………………………………………… 44 x DAFTAR TABEL Tabel 2.1 Standard RS 232 ………………………………………………….. 15 Tabel 3.1 Konfigurasi Hardware PC minimum untuk PLC……………….. 26 Tabel 3.2 Konfigurasi Software PC minimum untuk PLC………………… 26 Tabel 3.3 Alamat input dan kegunaannya ………………………………... 30 Tabel 3.4 Alamat output dan kegunaannya……………………………….. 30 Tabel 3.5 Alokasi List ……………………………………………………… 36 Tabel 4.1 Spesifikasi alat uji ……………………………………………….. 40 Tabel 4.2 Pengukuran tegangan output pada sensor photoelektrik ………... Tabel 4.3 Hasil Pengukuran Power Supply……………………………..….. 42 Tabel 4.4 Hasil Pengujian PLC…………………………………………….. Tabel 4.5 Uji Alat Keseluruhan…………………………………………..… 45 xi 41 43 DAFTAR KOMPONEN Relay HRS4H-S- DC24V = 2 buah Potensio 6 K Ohm = 1 buah Dioda = 2 buah Motor DC 12 Volt = 2 buah Sensor Photoelektrik Reflektif = 1 buah Transistor ZN 3055 = 1 buah LM 317 = 1 buah Kapasitor Elektrilit 4700µF = 1 buah Transformator 12 V = 1 buah Fuse 2 A = 1 buah Tombol ON/OF = 1 buah xii DAFTAR LAMPIRAN 1. Double Acting Cylinder 2. Solenoid Valve 5/2 3. Single Acting Cylinder 4. Foto Alat Tampak Atas 5. Foto Alat Tampak Samping 6. Orifice Check Valve 7. PLC Festo xiii BAB I PENDAHULUAN 1.1 Latar Belakang Penggunaan teknologi semakin dibutuhkan di setiap bidang kehidupan manusia umumnya di dunia industri karena sangat membantu manusia dalam melakukan pekerjaan yang membahayakan keselamatan dan menjadikan aktifitas manusia lebih mudah, praktis dan aman. Perkembangan teknologi ini sejalan dengan perkembangan ilmu pengetahuan, industri dan elektronika. Pada industri modern saat ini dalam memproduksi barangnya sudah menggunakan sistem kontrol otomatis dan manusia hanya sebagai pemantau dan pengontrol jalannya suatu produksi. Sistem kontrol yang digunakan umumnya adalah PLC (Programmable Logic Controller). PLC (Programmable Logic Controller) adalah sistem kontrol yang menggunakan pemrograman melalui access Personal Komputer (PC) atau Console yang telah dirancang khusus memiliki input dan output untuk dapat bekerja di lingkungan industri khususnya mengendalikan mesin-mesin. Salah satu contohnya yaitu alat penyeleksi benda otomatis menggunakan PLC. Alat ini mempunyai prinsip kerja yaitu benda yang dibawa oleh konveyer akan diseleksi oleh sensor inframerah guna membedakan antara benda yang berukuran tinggi dan benda berukuran rendah, kemudian benda berukuran tinggi tersebut terdeteksi sehingga dipindahkan menggunakan actuator tenaga pneumatic hingga menuju ke tempat penampungan kedua dan benda yang berukuran rendah tidak terdeteksi oleh sensor inframerah sehingga benda tersebut langsung ke tempat penampungan pertama. 1.2 Tujuan Penulisan Tujuan penulisan tugas akhir ini adalah sebagai berikut : 1. Merealisasikan suatu alat yang dapat menyeleksi benda yang berdasarkan ukuran tingginya yang telah ditentukan, kemudian dipindahkan secara otomatis menggunakan PLC (Programmable Logic Controller). 1 2 2. Materi merupakan pengembangan dan modifikasi dari tugas akhir pengepakan dan penyeleksi benda menggunakan PLC. 1.3 Pembatasan Masalah Pada tugas akhir ini, akan dibatasi masalah hal-hal yang berhubungan dengan alat yang dibuat, yaitu : 1. Benda yang diseleksi pada alat ini menggunakan benda yang berukuran tinggi dan berukuran rendah yang telah ditentukan. 2. Sistem kontrol menggunakan PLC FESTO dengan tipe pemrograman Statement List. 3. Pemindahan benda ke tempat penampungan menggunakan actuator tenaga pneumatic 1.4 Metode Penulisan Metode penulisan Tugas Akhir ini dilakukan dengan beberapa cara yaitu : 1. Metode Kajian Pustaka Yaitu dengan cara melakukan penulisan pustaka melalui referensi-referensi penunjang tema penulisan yang didapat dalam perpustakaan maupun dari buku-buku referensi lainnya. 2. Metode Eksperimen Yaitu dengan cara melakukan pengujian-pengujian rangkaian serta pengukuran pada rancangan alat secara langsung. 1.5 Sistematika Penulisan Untuk mempermudah serta mengetahui materi yang akan dibahas, maka pada penulisan tugas akhir ini dibagi menjadi lima bab, yaitu : 1. BAB I PENDAHULUAN Bab ini berisikan hal-hal yang mendasari pengerjaan tugas akhir ini yaitu latar belakang, tujuan penulisan, pembatasan masalah, metode penulisan dan sistematika penulisan. 2. BAB II LANDASAN TEORI Bab ini berisikan tentang landasan teori dan rangkaian yang berhubungan dengan alat yang dibuat. 3 3. BAB III PERANCANGAN DAN REALISASI Menjelaskan prinsip kerja alat secara blok diagram dan secara keseluruhan dari tiap-tiap rangkaian berdasarkan sumber sinyal yang menyebabkan alat tersebut dapat bekerja. 4. BAB IV PENGUKURAN DAN PEGUJIAN ALAT Berisikan penjelasan tentang pengujian dari masing-masing rangkaian untuk mengetahui apakah alat bekerja dengan baik. 5. BAB V PENUTUP Bab ini berisikan kesimpulan dari pembahasan tentang alat yang dibuat terutama dilihat dari hasil pengujian dan pengukuran yang telah dilakukan. BAB II LANDASAN TEORI 2.1 Tranduser Transduser adalah sebuah alat yang mengubah besaran non listrik menjadi besaran listrik yang dapat diolah pada pengkondisian sinyal. Sebagai contoh besaran non listrik yang dapat diubah diantaranya besaran panas, intensitas cahaya dan kelembaban. Pada penulisan tugas akhir ini transduser yang digunakan adalah tranduser photo. Tranduser jenis photo digunakan pada Sensor Photoelektrik (Sensor Inframerah). 2.1.1 Tranduser photo / Sensor Photo Elektrik Tranduser photo adalah tranduser yang prinsip kerjanya dapat mengubah besar arus listrik bila dikenai cahaya. Arus listrik inilah yang dimanfaatkan untuk mengetahui keadaan yang ingin diukur, misalnya gelap terangnya suatu objek benda. Jenis tranduser photo yang digunakan pada perancangan alat ini adalah Sensor photoelektrik. Sensor photoelektrik merupakan sensor yang tergolong dalam jenis sensor optikal. Sensor ini terdiri dari transmitter dan receiver, pada transmitter atau pemancarnya meggunakan Photodiode atau LED (Light Emiting Diode) yang memancarkan sinar inframerah yang terpantul ke receiver (penerima). Led merupakan suatu semikonduktor sambungan P – N yang akan memancarkan cahaya apabila diberi arus maju. Jika ada obyek yang lewat, maka sinar inframerah akan terhalang sehingga akan menentukan keadaan output dari sensor Photoelektrik. Gambar 2.1 Simbol dan Rangkaian Led Inframerah / Photoelektrik 4 5 Sensor photoelektrik ini digunakan untuk mendeteksi dan merespon kondisi yang berubah pada lingkungan kerja dengan merubah besaran fisik menjadi sinyal elektrik yang dibutuhkan kontroller. Penggunaan sensor dilakukan untuk dapat menentukan variabel kehadiran objek, kecepatan gerak objek, temperatur objek dan masih banyak variabel lainnya yang masih dapat diukur. Bentuk fisik dari sensor photoelectric yang sering digunakan dapat dilihat pada gambar dibawah ini : Gambar 2.2 Bentuk fisik Sensor Photoelektrik Berdasarkan cara mendeteksi objeknya, sensor Photoelektrik dapat digolongkan sebagai berikut : 1. Sensor Photoelektrik Transmitif Pada sensor Photoelektrik tipe Transmitif, sumber pemancar (Transcifier/Tx) cahaya dan penerima (Rectifier/Rx) terpisah diletakkan berhadapan. Sensor ini merupakan sensor yang terjauh jarak jangkauannya. Bila objek lewat memotong jalur, maka sensor aktif. Jarak antara pemancar dan penerima tergantung karakteristik. Untuk jelasnya dapat dilihat pada gambar : Gambar 2.3 Sensor PhotoElektrik Transmitif 6 2. Sensor Photoelektrik Reflektif Sumber cahaya dan penerima menjadi satu, cahaya yang dipancarkan tersebar. Bila benda yang dideteksi memantulkan cahaya tersebut sehingga cukup kuat diterima oleh penerima maka sensor akan aktif. Sensor-sensor ini bekerja berdasarkan dua keadaan, yaitu : a. DARK-ON: Sensor ini akan ON cahaya masuk ke penerima terhalang. b. LIGHT-ON: Sensor akan ON jika ada cahaya masuk ke penerima. Gambar 2.4 Sensor Photoelektrik Reflektif 3. Sensor Photoelektrik Retroreflektive Pada sensor photoelektrik tipe retroreflektive sumber cahaya dan penerima menjadi satu tetapi penerima hanya dapat menerima cahaya yang dipantulkan pada sudut tertentu oleh cermin khusus. Apabila cahaya tidak diterima oleh penerima maka sensor ini akan aktif. Jarak lensa terhadap sensor tergantung jenis dan besar lensa serta spesifikasi sensor. Gambar 2.5 Sensor PhotoElektrik Retroreflektive Karakteristik-karakteristik dalam memilih sensor antara lain: · Suplay tegangan · Tempat pemasangan · Tipe output · Kecepatan respon · Jarak deteksi 7 Dari karakteristik-karakteristik tersebut penulis menggunakan PhotoElektrik tipe Transmitif dan Refektif. Sensor photoelektrik yang Sensor penulis gunakan mempunyai karakteristik sebagai berikut: • Suplay tegangan yang digunakan antara 12 – 24 volt • Tipe output digital karena hanya mempunyai keluaran high dan low • Jarak deteksi maksimal 13 cm • Menggunakan 3 kabel, 2 kabel sebagai jalur catu daya, dan 1 kabel sebagai sinyal output 2.2 Motor Arus Searah (Motor DC) Motor DC adalah suatu mesin listrik yang berfungsi untuk merubah tenaga listrik arus searah menjadi tenaga gerak, dimana tenaga gerak tersebut berupa berupa putaran motor. Prinsip kerja dari motor DC ini adalah segulungan kawat yang dialiri arus listrik dan ditempatkan didalam suatu medan magnet, sehingga gulungan kaat ini akan menghasilkan medan magnet yang saling bertolak belakang. Gambar 2.6 Rangkaian Dalam Motor DC Umumnya motor DC terdiri dari tiga bagian yaitu: a. Rotor Rotor terdiri dari jangkar, lilitan jangkar dan komutator. Jangkar dibuat dari bahan ferromagnetic dengan maksud agar lilitan jangkar yang terletak dalam daerah induksi menghasilkan GGL induksi yang lebih besar. b. Stator Stator terdiri dari badan motor, kumparan magnet, sikat arang, kerangka generator, kutub-kutub utama beserta belitannya dan bantalan-bantalan poros. 8 Badan motor berfungsi sebagai tempat mengalirkan flux magnet yang dihasilkan kutub magnet di samping itu juga berfungsi melindungi bagian dalam mesin listrik. c. Celah Udara Celah udara memungkinkan berputarnya jangkar dalam magnet. Kumparan medan magnet berfungsi menghasilkan medan magnet yang dialirkan dari kutub selatan melalui celah udara dan lilitan jangkar kemudian kembali melalui badan motor. Sikat arang menghubungkan arus listrik ke lilitan jangkar melalui komutator. Cara kerja dari motor DC yaitu arus listrik mengalir ke koil melalui sikat-sikat yang selalu berhubungan dengan komutator yang ditekan oleh pegas. Aliran arus pada koil akan menghasilkan medan magnet yang berlawanan dengan medan magnet dari magnet stator sehingga menyebabkan koil berputar berlawanan. Apabila arus tetap mengalir ke arah semula, koil akan diam diposisi vertical. Karena berputar 900 , akibatnya komutator akan menghasilkan aliran arus yang mengalir melalui koil kearah semula. Begitulah siklus ini terjadi berulang-ulang. Pergerakan motor dapat diubah arahnya dengan cara membalik kutub arus yang masuk. Jika pada kutub positif diberikan polaritas positif (+) dan kutub negatif diberikan polaritas negatif (-), arah putaran akan ke kanan. Sedangkan bila polaritasnya dibalik, maka arah putaran motorpun akan berubah kekiri. Gambar 2.7 Perubahan Arah Putaran Motor Akibat Perubahan Polaritas 2.3 Relay Relay adalah alat yang dioperasikan dengan listrik yang secara mekanis mengontrol dengan menghubungkan rangkaian listrik. Relay adalah bagian yang penting dari banyak sistem kontrol. Banyak manfaatnya untuk kontrol tegangan dan arus yang rendah maupun yang tinggi. Ketika arus mengalir melalui elektromagnet 9 pada relay kontrol elektromekanis, medan magnet yang menarik lengan besi dari jangkar pada inti terbentuk. Akibatnya kontak pada jangkar dan kerangka relay terhubung. Relay dapat mempunyai kontak Normally Open (NO) atau kontak Normally Close (NC) atau kombinasi dari keduanya. Gambar 2.8 Rangkian Relay NO dan Relay NC 2.4 Programmable Logic Controller (PLC) Dalam bidang industri penggunaan mesin otomatis dalam pemrosesan secara otomatis merupakan hal yang umum. Sistem pengontrolan dengan elektromekanik yang menggunakan relay-relay mempunyai banyak kelemahan, kontak-kontak yang dipakai sudah aus karena panas atau terbakar atau karena hubungan singkat, membutuhkan biaya yang cukup besar saat instalasi, pemeliharaan dan modifikasi dari sistem yang telah dibuat jika kemudian hari diperlukan modifikasi. Dengan menggunakan PLC hal-hal ini dapat teratasi, karena sistem PLC mengintegrasikan berbagai macam komponen yang berdiri sendiri menjadi suatu sistem kendali terpadu dan dengan mudah merenovasi tanpa harus mengganti semua instrumen yang ada. PLC adalah suatu alat pengontrol berbasis mikroprosesor yang memanfaatkan memory yang dapat diprogram untuk menyimpan intruksi-instruksi tertentu dengan program khusus. PLC dioptimalkan untuk tugas-tugas pengontrolan dan pengoperasian, umumnya dalam aplikasinya mengontrol alat-alat berat. PLC pertama kali dikembangkan oleh para insinyur dari General Motor pada tahun 1968, yaitu pada saat perusahaan tersebut mencari alternatif lain untuk menggantikan sistem kontrol relay yang rumit. 10 Sistem kontrol PLC ini memiliki kelebihan dibandingkan sistem control konvensional yang menggunakan relay, yaitu : 1. Pemrograman yang sederhana dan mudah diubah-ubah 2. Perubahan program tanpa harus merubah sistem secara keseluruhan 3. Lebih kecil dalam ukuran, lebih murah, dan dapat diandalkan kinerjanya 4. Aplikasinya Universal 2.4.1 Konsep Programmable Logic Controllers (PLC) Konsep dari PLC adalah sesuai dengan namanya adalah sebagai berikut : a. Programmable Menunjukkan kemampuannya yang dapat diubah-ubah sesuai program yang dibuat dan kemampuannya dalam hal memori program yang telah dibuat. b. Logic Menunjukkan kemampuannya dalam memproses input secara arimetik (ALU), yakni melakukan operasi penghitungan atau kalkulasi. c. Controller Menunjukkan kemampuan dalam mengontrol dan mengatur proses sehingga menghasilkan output yang diinginkan. 2.4.2 Sistem Komponen dari PLC Sebuah PLC umumnya memiliki lima komponen dasar, yaitu : CPU, Memory, I/O Module, Catu daya dan Perangkat Pemograman. 1. CPU (Central Procesing Unit) CPU merupakan unit pusat pengolahan data yang digunakan untuk melakukan proses pengolahan data dalam PLC. CPU ini merupakan sebuah mikroprosesor. Selama prosesnya CPU melakukan tiga operasi utama yaitu: 1. Membaca data masukan dari perangkat luar via modul input 2. Mengeksekusi program kontrol yang tersimpan dimemori PLC 3. Meng-update atau membaharui data pada modul output Ketiga proses yang terjadi dalam CPU tersebut dinamakan scanning. 11 Gambar 2.9 Struktur Internal unit CPU PLC 2. Unit Memori Unit memori adalah tempat data serta progran disimpan serta dieksekusi oleh prosesor untuk melaksanakan tindakan-tindakan pengontrolan. Secara umum memori dibagi dua kategori yaitu Volatile dan Non Volatile. Program atau data pada memori Volatile akan hilang jika catu daya PLC mati. Kelemahan dari Memori Volatile atau RAM ini dapat diatasi dengan baterai cadangan. Sedangkan data atau program yang disimpan pada memori non volatile tidak akan hilang walaupun catu daya PLC mati. Yang termasuk memori non volatile diantaranya: ROM, PROM, EPROM, EEPROM. 3. Unit Catu Daya Unit catu daya diperlukan untuk mengkonversikan tegangan AC menjadi tegangan rendah DC (24 V) yang dibutuhkan oleh CPU dan unit lainya. Umumnya power supply PLC ini membutuhkan tegangan masukan dari sumber AC yang besarnya bervariasi antara 120 – 220 VAC dan hanya sebagian kecil saja yang membutuhkan tegangan dari DC. 12 4. Input/output Module I/O module adalah penghubung antara CPU dengan perangkat keras luar dimana CPU menerima informasi dan mengontrol informasi tersebut ke perangkat eksternal. a. Jenis Input PLC Kehandalan dari sistem otomatis sangat tergantung pada kemampuan dari PLC untuk membaca dari variasi-variasi tipe sensor otomatis dan input manual lainnya. Sensor otomatis dapat berupa proximity switch, sensor photoelektrik,dan lainnya. Sedangkan input manual dapat berupa push button, keypad, dan limit switch. Berkaitan dengan rangkaian interennya pada modul input PLC, jenis dan level tegangan pada modul input/output pada umumnya telah ditentukan oleh vendor pembuat PLC tersebut. Misal jenis input yang umum dijumpai dipasaran • Input tegangan DC 12 – 24 Volt • Input tegangan AC 200 – 24 Volt • Input tegangan AC/DC 12 – 24 Volt b. Jenis Output PLC Seperti halnya dengan jenis input ada tiga jenis output PLC yang sering kita jumpai diantaranya: • Output Relay • Output Transistor • Output Triak Sedangkan Output devicenya dapat berupa motor, solenoid, indikator relay, kipas, pneumatic dan lain-lainnya. 5. Perangkat Pemrograman Perangkat pemrograman dipergunakan untuk memasukan program yang dibutuhkan ke dalam memory PLC. Ada dua perangkat pemrograman yang digunakan yaitu mini programmer (console) dan personal computer (PC). 13 a. Mini Programmer (Console) Mini programmer adalah sebuah perangkat seukuran kalkulator saku yang berfungsi memasukan instruksi-instruksi program kedalam PLC, umumnya instruksi-instruksi program menggunakan Mnemonic. Pemrograman PLC dengan menggunakan console ini akan sangat melelahkan jika anak tangga pada diagram ladder yang akan diprogram berukuran relatif besar. Umumnya console atau mini programmer ini digunakan untuk pengeditan program saja, dan biasanya dirancang untuk kompetible dengan dua atau lebih PLC dalam sebuah keluarga, selain untuk memasukan program ladder console ini juga dilengkapi fasilitas untuk monitoring dan tugas-tugas diagnostic. b. Personal Computer (PC) Umumnya vendor-vendor PLC menyertakan perangkat lunak (Software) PC untuk mengimplementasikan pemasukan program ladder, pengeditan, dokumentasi dan program monitoring real time PLC. Pemrograman PLC dengan menggunakan komputer biasanya menggunakan diagram ladder atau statement List, selanjutnya program yang telah dibuat ditransfer ke PLC via modul komunikasi (Port serial atau Port RS-233). Ada lima model bahasa pemrograman yang telah distandarisasi oleh IEC (International Electrical Commission) : 1. List Instruksi (Instruction List) List intruksi merupakan pemrograman menggunakan instruksi-instruksi bahasa level rendah (Mnemonic) seperti LD/STR, NOT, AND dan lain-lain. 2. Diagram Ladder (Ladder Diagram) Merupakan pemrograman berbasis logika relay, cocok untuk persoalanpersoalan kontrol diskrit yang input/output hanya memiliki dua kondisi ON atau OFF seperti pada sistem kontrol konveyor, lift dan motor-motor industri. 3. Diagram Blok Fungsional (Funtion Blok Diagram) Pemrograman berbasis aliran data secara grafis, digunakan untuk tujuan kontrol proses yang melibatkan perhitungan komplek dan akuisi data analog. 4. Diagram Fungsi Sekuensial (Sequensial Function Chart) Metode grafis untuk pemrograman terstruktur yang banyak melibatkan langkah-langkah rumit, seperti pada bidang robotik, perakitan kendaraan, batch control, dain sebagainya. 14 5. Tekt Terstruktur (Structured Text) Tidak seperti keempat metode sebelumnya pemrograman ini menggunakan statement list yang umum dijumpai pada bahasa level tinggi seperti, if/then, do/while, case, for/next, dain lain sebagainya. 2.4.3 Interface Serial Data Standard RS-232 Standar transmisi data secara serial yang dikenal adalah berasal dari EIA (Electronic Industri Asociation) ataupun CCITT (Commite International Telepohonic et Thelegarpique). EIA merupakan standarisasi utama di Amerika Serikat yang diperluas melalui CCITT. RS 232 merupakan salah satu standar interface yang digunakan untuk keperluan komunikasi antara computer dengan perifal secara serial. Dalam list komunikasi data computer umumnya disebut Data Terminal Equipment (DTE) dalam hal ini DTE diperlengkapi dengan UART/ASART (Universal Asynchrounus/ Synchrounus Receiver Transmitter) yang berguna untuk mengubah data paralel ke data serial atau pun sebaliknya. Serial interface RS-232 memberikan ketentuan logic sebagai berikut : 1. Logic 1 ( keadaan 1) disebut “mark” terletak antara -3 sampai -15 volt 2. Logic 0 (keadaan 0) disebut “mark” terletak antara +3 sampai +15 Volt Daerah tegangan antara -3 sampai +3 merupakan invalid level, yaitu keadaan dimana tidak memiliki kedaan logic dan tidak terbaca oleh RS-232 sebagai level mark atau space. Demikian pula pada saluran RS-232 mendapat isyarat logic pada daerah lebih negative dari -15 volt dan lebih +15 volt yang dapat merusak logic translator atau line driver pada saluran RS-232. 2.4.4 Arsitektur dan Konfigurasi Pin RS-232 Ada dua macam konektor RS 232 pada PC yaitu jenis 25-pin dan 9-pin. Untuk kebutuhan serial interface RS 232 pada tugas akhir ini digunakan jenis 9-pin. Konektor (pin-pin) ini masih bersifat positif karena yang mengendalikan adalah alat yang disebut sebagai UART/ASART yang berfungsi sebagai adapter untuk mentransmisikan data. 15 Guna masing-masing pin RS 232 adalah sebagai berikut Gambar 2.10 Pin RS 232 DB9 (9 pin) Berikut ini keterangan mengenai masing-masing pin pada RS 232 standar EIA Tabel 2.1 Standard RS 232 Kategori 9 – pin Deskripsi RS 232 Sinyal Direction Abbreviation 3 Receive Data Data dari DCE TD 2 Transmit Data Data ke DTE RD 7 Request To Send Control to DTE RTS 8 Clear To Send Control to DCE CTS 6 Data Set Ready Control from TE DSR 1 Receive Line Signal Control from DCE CD konektor Data Control Detektor Electric 4 Data Transmit Ready Control to DCE DTR 9 Ring Indikator Control from DCE DTR 5 Signal Ground Ground Common SG Fungsi masing-masing pin RS 232 9-pin sebagai berikut : A. Pin 1 : Carrier Detect Sinyal ini diaktifkan oleh DCE yang menandakan bahwa saluran komunikasi dalam keadaan baik dan dapat menerima sinyal dari saluran tersebut. B. Pin 2 : Received Data Sinyal pada pin ini merupakan output dari DCE ke DTE. Apabila bekerja pada Half Duplex atau tidak ada karakter maka pin ini harus berlogika “1”. 16 C. Pin 3 : Transmit Data Sinyal dari pin ini merupakan output dari DTE ke DCE. Data seri melewati pin ini dan akan berlogika 1 (mark) apabila tidak ada data yang ditransmisikan. D. Pin 4 : Data Terminal Ready Sinyal ini diaktifkan oleh DTE yang menandakan bahwa DTE siap untuk melakukan komunikasi (mengirim atau menerima). E. Pin 5 : Signal Ground Pin ini merupakan acuan ground bagi seluruh level sinyal F. Pin 6: Data Set Ready Sinyal ini diaktifkan oleh DCE yang menginformasikan pada DTE bahwa DCE telah terhubung dengan saluran komunikasi. G. Pin 7 : Request to Send Pin ini akan aktif apabila berlogic “0” (space) yang dikontrol oleh DTE siap untuk mengirimkan data. Dalam komunikasi half duplex akan berlogic “1” (mark) apabila berada pada mode penerima. H. Pin 8 : Clear to Send Sinyal ini diaktifkan oleh DCE yang menginformasikan bahwa DTE sudah boleh mengirim data. CTS merupakan respon dari sinyal RTS. I. Pin 9: Ring Indikator Sinyal ini diaktifkan oleh DCE yang menandakan ada panggilan. Gambar 2.11 Sistem Komponen dari PLC 17 2.5 Sistem Pnuematik Sebelum tahun 1950 pnuematik telah banyak digunakan sebagai media kerja dalam bentuk energi tersimpan. Era tahun 1950-an kebutuhan sensor dan prosessor berkembang sejalan dengan kebutuhan penggerak. Perkembangan ini membantu operasi kerja yang dikontrol dengan menggunakan sensor untuk mengukur keadaan dan kondisi mesin. Pengembangan sensor, prosessor dan actuator memungkinkan munculnya berbagai sistem pnuematik. Dalam berbagai sistem pnuematik terdapat 4 komponen utama yang harus dipenuhi, yaitu : 2.5.1 1. Catu daya (Kompressor) 2. Orifice check valve (Valve pengatur besar kecilnya tekanan) 3. Direktion Control Valve Solenoid (Katup Solenoid) 4. Actuator. Direction Control Valve Solenoid Direction control valve solenoid atau solenoid adalah sebuah penggerak yang berupa kumparan kawat yang melingkari sebuah batang besi dan akan menghasilkan gaya medan magnet jika di dalam kumparan kawat tersebut akan bersifat menjadi magnet selama tegangan listrik masih mengalir dalam lilitan kumparan kawat. Karena batang besi tersebut sudah bersifat magnet sehingga dapat menarik benda yang terbuat dari besi yang berada tepat di atas kumparan tersebut maka solenoid dalam kondisi normal memiliki sifat Normaly Close (NC). Yang berarti pada kondisi awalnya pintu telah tertutup apabila solenoid tersebut dialiri arus listrik dan apabila solenoid tersebut sudah diaktifkan maka medan magnet menarik pintu besi sehingga solenoid akan terbuka. Soleniod valve biasa digunakan untuk mengatur aliran udara yang berasal dari kompressor ke actuator sehingga actuator tersebut dapat bekerja. Dalam penggunaannya solenoid terbagi dalam beberapa jenis diantaranya katup solenoid 2/2, 3/2, 4/2, dan 5/2. Namun yang digunakan pada alat ini adalah katup solenoid 5/2. 18 2.5.1.1 Solenoid Valve 2/2 Katup solenoid 2/2 hanya mempunyai dua lubang, yaitu satu lubang power (B) dan satunya lagi lubang kerja (A). sehingga dua posisi ini sangat cocok untuk dipakai sebagai katup penghubung dan pemutus, katup ini hanya berfungsi untuk mengalirkan sinyal dan tidak biasa melepaskan udara ke atmosfir. Pada umumnya dioperasikan secara manual atau dengan listrik dengan menggunakan solenoid. Aplikasi dari katup solenoid 2/2 ini yang dipakai pada sistem kran. Untuk jelasnya dapat dilihat dalam gambar di bawah ini : To Actuator To kompresor Gambar 2.12 Solenoid Valve 2/2 2.5.1.2 Solenoid Valve 3/2 Katup solenoid 3/2 sama seperti katup solenoid 2/2 hanya pada katup solenoid 3/2 mempunyai saluran buang (R) yang berfungsi untuk membuang aliran angin ke atmosfir, katup 3/2 ini biasa dipergunakan untuk menggerakkan silinder kerja tunggal (Single Acting Cylinder). A To Actuator 2 To Kompresor 1 R 3 Gambar 2.13 Solenoid Valve 3/2 19 2.5.1.3 Solenoid Valve 4/2 Katup solenoid 4/2 mempunyai empat lubang dan dua posisi kontak, yaitu satu lubang power (P), satu lubang buang (R), dan dua lubang saluran kerja (AB). Sebuah katup jalan 4/2 dengan kedudukan piringan adalah sama dalam konstruksi dengan kombinasi gabungan dua buah katup 3/2, satu katup berfungsi normal tertutup, dan yang satunya lagi mormal terbuka. Jika dua tuas diaktifkan secara bersamaan, saluran P ke B dan A ke R ditutup oleh gerakan pertama. Dengan menekan tuas katup selanjutnya piringan melawan gaya pegas pengembali, aliran antara saluran P ke A dan dari B ke R terbuka. Tuas katup bias dioperasikan dengan menambahkan pada bagian puncak tuas seperti lengan rol atau tombol tekan. Katup mempunyai saluran pembuangan tanpa konflik dan dikembalikan ke posisi mulai oleh pegas. Katup ini banyak dipakai untuk menggerakkan silinder kerja ganda ( Double Acting Cylinder). To Actuator A 4 2 B 1 To Kompresor P R 3 Gambar 2.14 Solenoid Valve 4/2 2.5.1.4 Solenoid Valve 5/2 Katup solenoid 5/2 mempunyai lima lubang saluran dan dua posisi kontak. Katup ini terutama dipakai sebagai elemen control terakhir untuk menggerakkan silinder. Katup geser memanjang adalah contoh katup solenoid 5/2. sebagai elemen control, katup ini memiliki sebuah piston control, yang dengan gerakan horisontalnya menghubungkan atau memisahkan saluran yang sesuai. Tenaga pengoperasiannya kecil sebab tidak ada tekanan udara atau tekanan piston yang harus diatasi (prinsip dudukan bola atau dudukan piring). 20 Pada katup geser memanjang semua cara pengaktifan manual, mekanis, elektris atau pnuematik, untuk mengembalikan katup ke posisi awal, dapat digunakan dengan cara pengaktifan ini. Jalan pengaktifan jauh lebih panjang dari katup dudukan. Semua jenis actuator dapat digunakan pada katup geser longitudinal ( manual, mekanik, listrik dan pnuematik) dan juga untuk reset ke posisi awal. Dudukan piringan seal menyambung saluran masukan P ke saluran keluaran B atau A. Seal kedua pada kumparan piston menghubungkan saluran pembuangan ke lubang pembuangan. Pada solenoid 5/2 terdiri dari 5 lubang saluran yaitu : • 1 saluran power (1 / P) • 2 saluran kerja (2,4 / A,B) • 2 saluran pembuangan (3,5 / R,S) Saluran power saluran dari solenoid ke kompresor, sedangkan saluran kerja adalah saluran udara dari solenoid ke silinder. Untuk lebih jelasnya dapat dilihat pada gambar dibawah ini. Katup solenoid ini banyak dipakai untuk menggerakkan silinder kerja ganda ( Double Acting Cylinder ). To Actuator A R 4 2 B 5 P To Kompresor S 3 Gambar 2.15 Solenoid Valve 5/2 2.5.2. Actuator Actuator adalah bagian keluaran untuk mengubah energi suplay menjadi energi kerja yang dimanfaatkan. Sinyal keluaran dikontrol oleh sistem control dan actuator bertanggung jawab pada sinyal kontrol melalui elemen kontrol terakhir. 21 Actuator biasa disebut elemen pengontrol akhir dan actuator yang akan dibahas disini hanya actuator Silinder Kerja Tunggal ( Single Acting Cylinder ) dan Silinder Kerja Ganda ( Double Acting Cylinder ). 2.5.2.1 Silinder Kerja Tunggal ( Single Acting Cylinder ) Dengan memberikan udara bertekanan pada satu sisi permukaan piston, sisi yang lain terbuka ke atmosfir. Silinder hanya bisa memberikan gaya kerja pada satu arah. Gerakan piston kembali masuk diberikan oleh gaya pegas yang ada di dalam silinder atau memberi gaya dari luar. Gaya pegas yang ada di dalam silinder direncanakan hanya untuk mengembalikan silinder pada posisi mulai dengan alasan agar kecepatan kembali tinggi pada kondisi tanpa beban. Prinsip konstruksi silinder kerja tunggal mempunyai seal piston tunggal yang dipasang pada sisi suplay udara bertekanan. Pembuangan udara pada sisi batang piston silinder dikeluarkan ke atmosfir melalui saluran pembuangan. Jika lubang pembuangan tidak diproteksi dengan sebuah penyaring akan memungkinkan masuknya partikel halus dari debu ke dalam silinder yang bias merusak seal. Apabila lubang pembuangan ini tertutup akan membatasi atau menghentikan udara yang akan dibuang pada saat silinder gerakan keluar, dan gerakan akan menjadi tersentak-sentak atau terhenti. Seal terbuat dari bahan yang fleksibel yang ditanamkan ke dalam piston dari logam atau plastic. Selama bergerak permukaan seal bergeser dengan permukaan silinder. untuk lebih jelasnya dapat dilihat pada gambar dibawah ini : Gambar 2.16 Silinder Kerja Tunggal 22 2.5.2.2 Silinder Kerja Ganda ( Double Acting Cylinder ) Prinsip konstruksi silinder kerja ganda adalah sama dengan silinder kerja tunggal. Tetapi tidak memiliki pegas pengembali, dan dua lubang saluran dipakai sebagai saluran masukan dan saluran pembuangan. Silinder kerja ganda mempunyai keuntungan yaitu biasa dibebani pada kedua arah gerakan batang pistonnya. Ini memungkinkan pemasangannya lebih fleksibel. Gaya yang diberikan pada batang piston adalah lebih besar untuk gerakan keluar dari pada gerakan masuk. Karena efektif permukaan piston dikurangi pada sisi batang piston oleh luas permukaan batang piston. Silinder aktif adalah dibawah control suplay udara pada kedua arah gerakannya. Pada prinsipnya panjang langkah silinder dibatasi walaupun faktor lengkungan dan bengkokan yang diterima batang piston harus diperbolehkan. Seperti dengan silinder kerja tunggal, pada silinder kerja ganda piston dipasang dengan seal jenis cincin O atau membrane ( diafragma ). Adapun yang termasuk jenis ini adalah Rodless. Rodless yaitu actuator pneumatic gerak lurus kerja ganda ( silinder tanpa batang piston ) terdiri dari tabung bulat dan piston rodless. Piston dalam silinder ini bias bergerak dengan bebas berdasarkan pada aktuasi pneumatic, tapi tidak ada sambungan terminal positif. Piston dipasangi dengan magnet dihasilkan antara penggeser dan piston. Begitu piston didorong oleh udara bertekanan serempak menggerakkan penggesernya. Untuk lebih jelasnya dapat dilihat dari gambar di bawah ini : Udara Torak Batang Torak Arah Gerak Penyekat Udara Gambar 2.17 Silinder Kerja Ganda BAB III PERANCANGAN SISTEM DAN REALISASI ALAT 3.1 Prinsip Perancangan Rancangan yang baik dan matang dari sebuah sistem sangat diperlukan. Sebelum melakukan pembuatan alat, maka langkah awal adalah membuat suatu rancangan atau sketsa untuk memudahkan dalam praktek pembuatannya. Perancangan yang baik dan matang dilakukan dengan membuat suatu diagram blok, dimana setiap blok mempunyai fungsi tertentu dan secara keseluruhan membentuk sistem dari alat yang dibuat sesuai dengan spesifikasi yang diharapkan. Pada tahap perancangan juga memperhitungkan keadaan finansial yang pasti, agar dapat tercapai apa yang diinginkan, juga dilakukan pemilihan komponen, serta perhitungan-perhitungan secara akademis sehingga alat yang dibuat dapat bekerja secara maksimal. Ketersediaan komponen di pasaran juga merupakan salah satu pertimbangan agar tidak mengalami kesulitan dalam pembuatannya. Setelah diagram blok dibuat maka setiap blok dibuat sketsa rangkaian sesuai dengan fungsinya. Dengan sistem blok ini maka akan memudahkan pengecekan bila terjadi kesalahan dalam rangkaian. 3.2 Perancangan Model Perangkat Keras Perancangan model peraga yang dibuat merupakan bentuk miniatur dari bentuk yang sebenarnya, tentunya akan sangat berbeda dengan bentuk aslinya karena adanya perbedaan-perbedaan yang dilakukan guna mempermudah perancangan dan untuk penghematan biaya karena mahalnya biaya rancang bangun yang sebenarnya. Perancangan model perangkat keras ini menjelaskan secara umum tentang realisasi rancangan alat ini, yaitu : 1. Nama Sistem : Alat Penyeleksi Benda Tenaga Pneumatik menggunakan PLC 2. Tipe Sistem Kontrol : PLC FESTO 23 24 3. Target Sistem : Dapat membedakan benda yang tingginya berukuran 7 cm dan 5 cm. Kemudian diseleksi dan benda yang berukuran tinggi akan dipindahkan dari konveyer benda menggunakan tenaga pneumatik ke tempat penampungan. Target Rancangan : E A B D C Gambar 3.1 Target Rancangan Mekanik Keterangan : 1. Lokasi A adalah tempat meletakan benda, lalu benda ini akan dipilih berdasarkan tingginya untuk dibedakan tempat penampungannya. Lokasi A merupakan konveyer yang membawa benda untuk diseleksi. 2. Lokasi B adalah posisi berhentinya benda karena terdeteksi oleh sensor photoelektrik. 3. Lokasi C adalah tempat penampungan benda berukuran tinggi yang telah diseleksi oleh sensor dan telah didorong oleh pendorong menggunakan tenaga pnuematik. 4. Lokasi D adalah tempat penampungan barang berukuran rendah yang telah lolos seleksi. 5. Lokasi E adalah pendorong benda (actuator) menggunakan Tenaga Pneumatik. 3.3 Diagram Blok Sistem Perancangan alat peyeleksi benda tenaga pneumatic dengan menggunakan PLC ini dirancang dengan menggunakan PLC yang dikeluarkan oleh FESTO sebagai pusat pengendaliannya. 25 Secara keseluruhan sistem pada rancangan alat ini dapat digambarkan dalam diagram blok seperti dibawah ini : PC ( Personal Computer ) OUTPUT INPUT PLC (Inframerah ) ( Pusat Pengendali ) ( Motor DC & pneumatik ) OBJEK ( Benda tinggi dan rendah ) Gambar 3.2 Diagram Blok Sistem Dari diagram blok diatas, dapat dilihat bahwa sistem pada alat ini dapat dikelompokkan menjadi lima bagian, yaitu : a. Personal Computer ( PC ) Penulisan dan pemrograman dapat dikerjakan menggunakan komputer yang dilengkapi dengan perangkat lunak untuk membuat diagram tangganya (ladder) atau statement list, seperti pada perangkat lunak FST4. Juga bisa sebagai penghubung antara user dengan pusat pengendali, yang merupakan sarana pertama untuk mendownload program ke dalam PLC. Dan setelah program di download ke dalam PLC maka PC tidak digunakan lagi. b. Pusat Pengendali Merupakan rangkaian dari PLC FESTO digunakan sebagai pengendali dari keseluruhan sistem. c. Input Terdiri sensor photoelectrik reflektif untuk mendeteksi tinggi rendahnya benda. d. Output Terdiri dari Solenoid valve 5/2 dan silinder untuk mendorong, serta Motor DC berfungsi sebagai pemutar ban pada konveyer. 26 e. Objek Objek terdiri dari benda tinggi berukuran 7 cm dan benda rendah berukuran 5 cm yang telah ditentukan dan diset dalam program. 3.3.1 Personal Computer ( PC ) PC diperlukan pada saat pertama kali alat ini dibuat yaitu saat membuat dan mendownload program untuk sistem. Untuk membuat program pada PLC diperlukan suatu software yaitu FST 4.10 yang digunakan untuk membuat program, monitoring dan mengontrol PLC FESTO Untuk dapat digunakan harus memperhatikan keadaan dari PC karena FST membutuhkan konfigurasi hardware dan software yang tertentu. Untuk lebih jelasnya dapat dilihat pada tabel berikut ini. Tabel 3.1 : Konfigurasi Hardware PC Minimum Untuk PLC HARDWARE SPESIFIKASI Processor 80386, 80486 atau Pentium Memori utama Minimal terdapat 290 Kbyte Harddisk Minimal terdapat disk kosong sebesar 10 Mbyte Expansion memori 2,9 Mbyte Floppy disk Floppy disk 3,5” 2 HD Keyboard Tombol-tombol yang diperlukan : Home, Escape, Control, Page up, Page down, Backspace, F1 - F10, End, Insert, Delete, Tab Display Color / monochrom EGA / VGA (mode EGA) Tabel 3.2 : Konfigurasi software PC Minimum Untuk PLC SOFTWARE SPESIFIKASI DOS Version 3,20 / versi yang diatasnya Windows Windows 98, 2000 dan XP PC juga dapat diset ke posisi sebagai berikut : 1. Program, yang digunakan untuk membuat program atau membuat modifikasi / perbaikan ke program yang sudah ada. 27 2. Monitor, yang digunakan ketika mengubah nilai setting dari counter ke timer ketika PLC sedang beroperasi. Pada mode ini kita dapat melakukan online editing. 3. Run, yang digunakan untuk mengoperasikan program tanpa dapat mengubah nilai setting yang dapat diubah pada posisi monitor. 3.3.2 Pusat Pengendali Pusat pengendali merupakan inti dari rancangan alat yang mengatur tata kerja alat secara keseluruhan. Rancangan alat ini dibangun dengan menggunakan PLC sebagai pemrogramannya yang dikeluarkan oleh FESTO sebagai pusat pengendalinya dengan klasifikasi sebagai berikut : UMUM Ukuran : H x D x W [ mm ] 105 x 35 x 132.4 ( keseluruhan ) 105 x 35 x114.2 ( kerangka ) Berat 380 gram Temperatur maksimal operasi 0 …. 55 0 C Temperatur maksimal mengirim dan - 25 …… + 70 0 C menyimpan Kelembapan relative 0 …… 95 % Tegangan operasi 24 VDC + 25 % / - 15 % Pemakaian daya Kurang dari 4 Watt Tipe proteksi IP 20 Golongan proteksi Proteksi golongan III, Catu daya IEC742/EN60742/VDE0551/PELV memerlukan isolasi hambatan minimum 4 kV atau unit saklar catu daya dengan isolasi penutup EN 60950/VDE 0805 Koneksi I / O Untuk soket buka ( SAC 31 ) Atau terminal soket pasang ( ZC13-S ) EMC EN 61000-6-2, EN 50081-2 28 INPUT DIGITAL Berjumlah 16 Banyaknya yang dapat dipakai sebagai 2 Counter ( Max 2 kHz ) Input Tegangan / Arus 24VDC / 5 mA Nilai nominal untuk TRUE Minimal 15 VDC Nilai nominal untuk FALSE Maximal 5 VDC Delay sinyal input 5 ms Potensial Isolasi Iya, Optocoupler Panjang kabel yang diperbolehkan Maksimal 30 Meter Status tampilan LED Pilihan sesuai masukan OUTPUT DIGITAL Berjumlah 8 Koneksi Transistor Tegangan / Arus 24 VDC, max 400 mA Resistansi hubung singkat dan overload Iya Lampu keamanan Iya sampai 5 Watt Potensial isolasi Iya, Optoucopler Kecepatan penyambungan Max 1 kHz Potensial isolasi dlm kelompok Iya, setiap 1 byte Arus maximal dlm kelompok 3.2 A Cicle penyambungan Lebih dari 20.000.000 Status tampilan LED Pilihan sesuai masukan ROTARY SWITCH Berjumlah 1 Posisi 16 STOP / RUN 0 = STOP dan 1 ……..F = RUN 29 SERIAL INTERFACE Berjumlah 2 Koneksi Soket RG12 Karakter Serial, asynchronous, TTI level, kelistrikan tidak memisah Ketika dipakai sebagai RS232C Dibutuhkan SM 14 atau SM 15 Koneksi SM 14 / 15 Transmit, Receive, RTS, CTS Ketika dipakai sebagai program interface 9600 Baud, 8/N/1 Ketika dipakai sebagai COM interface 300…9600 Baud, 7N1, 7E1, 7O1, 8N1, universal 8E1, 8O1 Ketiak dipakai sebagi EXT interface 300…115000 Baud, 7N1, 7E1, 7O1, universal 8N1, 8E1, 8O1 STATUS DISPLAY Power LED Indikasi suplai tegangan- hijau Status LED Run-hijau / Stop-Oranye / Error – Red Untuk mengendalikan semua proses dalam rancangan alat ini maka dibutuhkan satu proses sederhana, yaitu : Gambar 3.3 Rangkaian PLC 30 Dengan menggunakan PLC ini kebutuhan akan kecepatan operasi, media penyimpanan data, dan program telah terpenuhi. Untuk memudahkan dalam pengerjaannya harus diketahui berapa jumlah masukan dan jumlah keluaran yang diperlukan. Selain itu juga perlu ditentukan komponen mana yang berfungsi sebagai masukan dan komponen mana yang berfungsi sebagai keluaran serta menentukan alamat-alamat yang digunakan sebagai masukan dan keluaran. Setelah data yang diperlukan sudah lengkap maka dalam penyusunan program dapat dengan mudah dilakukan sehingga bahasa pemrograman dari sistem kerja tersebut dapat dibuat dengan efektif dan efisien serta sempurna. Untuk memperlihatkan alamat dari input dan output yang digunakan serta kegunaannya diperlihatkan pada table 3.3 dan 3.4. sebagai berikut ini Tabel 3.3. Alamat Input dan Kegunaannya. ALAMAT INPUT PENGGUNAAN L1 Arus dari PLN 220 V AC L2 Arus dari PLN 0 V AC COM - 24 VDC pada COM PLC I0.0 + 24 VDC pada Photoelektrik Reflektif ( Output ) Tabel 3.4. Alamat Output dan Kegunaannya. ALAMAT OUTPUT PENGGUNAAN COM 00 + 12 VDC, untuk port output O0.0 COM 01 + 12 VDC, untuk port output O0.1 O0.0 ( + ) Motor DC 1 O.01 ( + ) Motor DC 2 O.02 Solenoid Valve 5/2 31 3.3.3 Rangkaian Input Rangkaian input pada perancangan alat ini terdiri dari 1 rangkaian yaitu rangkaian sensor photoelectric reflektif. 3.3.3.1 Sensor Photoelectric Sensor Photoelectric adalah sensor yang bekerja menggunakan sarana cahaya. Sebuah sumber cahaya akan mengeluarkan cahaya dengan panjang gelombang tertentu dan bagian penerimanya (photodetector) akan menerima cahaya tersebut secara langsung ataupun melalui pantulan. Jenis sensor yang digunakan pada alat ini adalah photoelektric reflective. Sensor ini dapat membedakan tinggi dan rendahnya benda dengan sangat kritis. Biasanya dikemas dalam bentuk yang kompak sehingga mudah dipasang dan sensitifitas dari sensor cahaya ini dapat diatur melalui pengatur sensitifitas yang terdapat pada sensor tersebut. Gambar 3.4 Diagram Hubungan Photoelectric Dengan PLC Prinsip kerja : Setelah sensor photoelektrik terhalang oleh obyek benda maka sensor photoelektrik akan memberikan input berupa tegangan. Input inilah yang akan dikirimkan ke PLC. PLC akan mengenali setiap sensor itu bekerja atau tidak, melalui ada atau tidaknya tegangan pada port inputan PLC dari sensor. 32 3.3.4 Rangkaian Output Rangkaian output pada perancangan alat ini adalah Motor DC untuk menggerakan konveyer. a. Motor DC sebagai konveyer Dalam rangkaian konveyer menggunakan motor DC 12 Volt. Motor DC merupakan output yang dikendalikan oleh sensor photoelektrik. Gambar 3.5 Rangkaian Motor DC Konveyer b. Rangkaian Solenoid Rangkaian solenoid berfungsi sebagai pengatur aliran udara untuk menggerakkan silinder, sehingga silinder dapat bekerja sesuai dengan fungsinya Bentuk penyambungan lengkap solenoid dapat dilihat pada gambar dibawah ini : A D B C Gambar 3.6 Hubungan Elektrik Pneumatik 33 Keterangan pada gambar : A : Double Acting Cylinder B : 5/2 Way Direction Control Valve C : Air Service Unit ( untuk mengatur besar tekanan, filter, dan pelumasan ) D : Kompresor ( Power Supply ) Dari gambar terlihat solenoid memiliki dua kabel, yaitu satu kabel dihubungkan ke alamat output PLC dan satu kabelnya dihubungkan ke arus output PLC ( - ). 3.3.5 Objek Objek pada alat ini terdiri dari benda yang berukuran tinggi dan rendah yang telah ditentukan. Maka untuk penerapannya dibuatlah sebuah miniatur alat tersebut. Miniatur pada alat ini banyak menggunakan bahan dari kayu dan akrilik. 3.4 Rangkaian Catu Daya Masukan Untuk PLC Rangkaian catu daya pada sistem ini menggunakan tegangan 220 VAC yang dirangkai dengan tombol dan fuse dan juga dengan menggunakan tegangan 24 VDC dari PLC. Serta tegangan sebesar 12 VDC digunakan untuk menggerakan motor DC. Gambar 3.7 Rangkaian Catu Daya 34 3.5 Program PLC Program PLC ini menggunakan software FST4 sebagai media untuk menyusun program pengendali tersebut. Adapun langkah–langkah untuk dapat memakai program PLC FST4 agar program PLC ini dapat berfungsi sebagai mana mestinya, yaitu : 1. Menginstal Software FST4 di komputer. 2. Aktifkan program FST4. 3. Buat program / project baru dengan mengklik Project → New kemudian beri nama dan klik OK 4. Pilih jenis controlnya FEC standar atau FEC compact sesuai dengan jenis PLC yang dipakai pada project setting. 5. Kemudian pilih jenis penulisan program menggunakan Statement List atau Diagram Ladder dengan cara mengklik icon New pada toolbar atau menekan Ctrl + N. Jenis penulisan program yang dipakai pada alat ini yaitu Statement List kemudian beri nama program pada Comment. 6. Buat program yang akan digunakan di PLC kemudian simpan dengan cara mengklik icon save lalu beri nama. 7. Untuk mengecek program yang telah dibuat sudah benar atau belum dengan cara menglik kanan mouse lalu klik compile. 8. Untuk mentransfer program ke PLC dengan cara mengklik kanan mouse lalu klik online. Untuk menjalankannya dengan klik icon Play pada toolbar dan menghentikannya dengan cara mengklik Stop pada toolbar. 9. Untuk keluar dari program ini dengan mengklik Project → Exit Pemrograman ini menggunakan bahasa program statement List, yaitu bahasa pemrograman tingkat tinggi. Semua hubungan logika dapat dengan mudah diprogram menggunakan bahasa ini. Adapun bahasa programnya adalah sebagai berikut : FST-ANDY(LIST ANDY)-FEC COMPACT P 0 (V1)-LIST SGT STEP 1 IF SPR 'PHOTOELEKTRIK REFLEKTIF THEN SET M1 'MOTOR 1 SET M2 'MOTOR 2 35 STEP 2 IF N THEN RESET RESET SET WITH PR MI M2 T1 1S 'PHOTOELEKTRIK REFLEKTIF 'MOTOR 1 'MOTOR 2 'TIMER 1 'TIMER 1 'ACTUATOR 'TIMER 2 WITH T1 ACT T2 1S STEP 4 IF N THEN RESET SET WITH T2 ACT T3 1S 'ACTUATOR 'TIMER 3 STEP 5 IF THEN SET SET T3 M1 M2 'TIMER 3 'MOTOR 1' 'MOTOR 2' STEP 3 IF THEN SET SET N N JMP TO 1 compiling CZ0P00V1 1086 Bytes Machine Code 0 Error(s) in statement list CZ0P00V1, 84 Lines 3.5.1 Proses Inisialiasasi Proses Inisialisasi adalah proses penentuan input dan output, serta mendefinisikan timer dan counter sebagai I/O. Proses inisialisasi ini sangat berfungsi dan harus ada dalam pembuatan suatu program, untuk menentukan lokasi atau bit mana saja yang digunakan sebagai input dan output pada sebuah PLC. 36 Dalam program ini, inisialisasinya sebagai berikut : Tabel 3.5 Alokasi List 3.6 OPPERAND SYMBOL O0.0 O0.1 O0.2 I0.0 T1 T2 T3 M1 M2 ACT PR Timer1 Timer2 Timer3 KETERANGAN Motor Benda 1 Motor Benda 2 Actuator Photoelektrik Reflektif Timer 1 Timer 2 Timer 3 Rangkaian Keseluruhan Rangkaian keseluruhan dari sistem Aplikasi Programmable Logic Control (PLC) sebagai pendeteksian benda berukuran tinggi dan rendah ini merupakan gabungan dari keseluruhan blok-blok rangkaian yang terdiri dari pusat pengendali dalam hal ini adalah rangkaian PLC, rangkaian input yaitu rangkaian sensor Inframerah, rangkaian output yang terdiri dari rangkaian solenoid dan rangkaian konveyer serta rangkaian catu daya yang nantinya akan menggerakkan objek. Alat ini nantinya akan dikontrol menggunakan PLC. Digunakannya PLC sebagai alat kontrol dikarenakan PLC dianggap mempunyai kehandalan untuk mengontrol gerakan-gerakan yang diinginkan serta dapat mengantisipasi gangguan yang mungkin terjadi pada saat alat ini sedang dioperasikan. Gambar 3.8 Rangkaian keseluruhan tampak atas 37 Dari gambar di atas dapat dilihat bentuk dari miniature tersebut yang terdiri dari satu buah konveyer dengan dua buah motor DC sebagai media alas benda yang akan membawa benda ke tempat penampungan, dan sensor photoelektrik sebagai pendeteksi benda serta actuator atau pendorong sebagai pemindah benda. Prinsip kerja sensor photoelektrik pada alat ini adalah sebagai limit switch bagi motor konveyer, yaitu apabila sensor protoelektrik tidak mendeteksi benda maka motor konveyer aktif, tetapi jika sensor photoelektrik berhasil mendeteksi benda maka motor konveyer akan menjadi tidak aktif. Sensor photoelektrik juga berfungsi sebagai limit switch bagi actuator yaitu apabila sensor photoelektrik mendeteksi benda maka actuator akan aktif, dan jika sensor photoelekrik tidak mendeteksi benda maka actuator pun tidak aktif. Pada saat PLC diaktifkan sensor photoelektrtik dalam keadaan tidak aktif dan motor konveyer benda aktif. Motor konveyer benda akan membawa benda berukuran tinggi dan benda berukuran rendah melewati sensor photoelektrik untuk diseleksi hingga akhirnya menuju ke tempat penampungan. Pada saat benda terdeteksi oleh sensor photoelektrik maka motor konveyer berhenti dengan tenggang waktu 1 detik (sesuai dengan timer yang didownload ke dalam PLC). Pada saat motor konveyer berhenti, alat pendorong pnuematik menjadi aktif. Lalu actuator tersebut akan memindahkan benda yang terdeteksi (tinggi benda berukuran 7 cm) ke tempat penampungan 1. Actuator tersebut memindahkan benda berukuran tinggi tersebut ke tempat penampungan 1 dalam tenggang waktu 1 detik. Jika waktu yang telah didownload tersebut itu telah selesai maka actuator tersebut akan kembali ke posisi semula dan akan menjadi tidak aktif. Setelah actuator telah memindahkan benda maka motor konveyer akan kembali aktif dan membawa benda yang akan diseleksi ke tempat penampungan 2. Jika benda yang berukuran rendah (tinggi benda berukuran 5 cm) tidak terdeteksi oleh sensor photoelektrik, maka motor konveyer tidak akan berhenti dan akan membawa benda berukuran rendah tersebut ke tempat penampungan 2. 38 Gambar 3.9 Diagram Elektrik 39 Gambar 3.10 Flow Chart BAB IV PENGUJIAN ALAT DAN ANALISA Dalam bab ini akan dibahas tentang pengujian dan pengukuran pada masingmasing bagian antara lain spesifikasi alat uii, rangkaian sensor, PLC FESTO dan pengujian alat secara keseluruhan. Pengukuran dilakukan dengan cara menempatkan probe multimeter pada tiap persambungan yang ditentukan pada test point. 4.1 Spesifikasi Alat Uji Alat uji yang dipergunakan untuk mengukur rangkaian sensor dan yang lainnya adalah alat ukur digital, dengan spesifikasi sebagai berikut : Tabel 4.1 Spesifikasi Alat Uji Nama Alat Ukur Merk Type Simbol Fungsi Amperemeter Sanwa 800 I Mengukur Arus Voltmeter Sanwa 800 V Mengukur Tegangan 4.2 Pengujian Sensor Photoelektrik Tujuan dari pengujian ini adalah mengetahui besarnya tegangan yang dihasilkan sensor dalam keadaan aktif dan tidak aktif. Untuk mengetahui besarnya tegangan yang dihasilkan maka objek benda yang akan diukur harus diletakkan di depan sensor photoelektrik tersebut. Pada sensor ini yang diukur adalah tegangannya. Cara pengukurannya adalah negatif dari multimeter dihubungkan dengan negatif pada catu daya PLC dan positif multimeter dihubungkan dengan output sensor, untuk lebih jelasnya lihat gambar dibawah ini : Gambar 4.1 Sensor photoelektrik 40 41 Tabel 4.2 Pengukuran Tegangan Output pada Sensor Photoelektrik Sensor Data Pengukuran Pada Keadaan photoelektrik Aktif (VDC) Tidak Aktif (VDC) 1 24 0 2 24 0 Dari hasil pengujian yang tertera pada tabel 4.2 diatas dapat disimpulkan bahwa seluruh sensor yang telah di uji coba pada saat sensor photo elektrik tidak aktif menghasilkan tegangan sebesar 0 Volt. sedangkan ketika sensor aktif besar tegangannya sesuai dengan karakteristik output sensor photo elektrik tersebut ( 24 Volt ), Sehingga dapat disimpulkan bahwa sensor masih berfungsi dengan baik dan dapat digunakan pada sistem. 4.3 Pengukuran Catu Daya Rangkaian catu daya adalah hal pertama yang harus mendapat perhatian mengingat catu daya merupakan sumber arus alat sehingga jika catu daya tidak bekerja maka alat pun tidak akan bekerja. Gambar 4.2 Pengukuran Rangkaian Power Supply Catu daya yang sesuai perancangan adalah mempunyai tegangan keluaran sebesar ± 12 VDC. 42 Berdasarkan pengukuran diperoleh sebagai berikut : Tabel 4.3 Hasil Pengukuran Rangkaian Power Supply Pengukuran Arus setelah melewati kapasitor Tegangan 12 VDC Tegangan keluaran dari rangkaian catu daya nampak sudah sesuai dengan perancangan, yaitu sekitar ± 12 VDC, dari hasil Vout diatas didapat dari hasil penstabilan power supply yang menggunakan kapasitor 2200uF/50V sebagai penyimpanan arus sementara. Meskipun arus tidak benar-benar keluaran tersebut namun rata–rata catu daya sudah memadai untuk digunakan. 4.4 Pengujian PLC FESTO 4.4.1 Pengujian Fisik PLC Pada pengujian PLC FESTO ini menggunakan tampilan LED sebagai indikator ada atau tidaknya tegangan yang melewati input maupun output. Pengujian terhadap PLC dilakukan secara langsung yaitu dapat dilihat pada indikator yang terdapat pada badan PLC, baik saat PLC tersebut dalam keadaan beroperasi ataupun tidak beroperasi. Untuk itu harus dilakukan prosedur sebagai berikut pertama PLC tersebut harus sudah dihubungkan pada sumber arus AC yaitu pada L1 dan L2 nya harus aktif, dimana : Input PLC : Tegangan input : 24 VDC Com : (-) pada tegangan 0 VDC Port : (+) pada tegangan 24 VDC Output PLC : Tegangan output : 12 VDC Com : (+) pada tegangan tersebut Port : (+) pada tegangan tersebut Setelah prosedur diatas dilakukan, lalu dilihat pada indikator ERR dan indicator ALM yang terdapat pada badan PLC. Data hasil pengujian dapat dilihat pada table berikut ini : 43 Tabel 4.4 Hasil Pengujian PLC INDIKATOR STATUS KETERANGAN ERR OFF Tidak terjadi kesalahan kecil ALM OFF Tidak terjadi kesalahan fatal Dari data-data pada tabel 4.4, maka dapat disimpulkan bahwa PLC dalam keadaan baik dan dapat digunakan. Jika pada indikator ERR dalam keadaan ON maka pada PLC terjadi kesalahan kecil, yaitu antara lain : a. Program di dalam PLC terjadi kerusakan. b. Switching kabel ada yang lepas. Semua kesalahan itu dapat diperbaiki secara langsung. Tetapi jika indikator ALM yang ON maka pada PLC terjadi kesalahan yang fatal (fatal error) yang memerlukan perhatian lebih. Fatal error dapat diperbaiki tergantung dari kefatalannya, contohnya saja jika kesalahan itu hanya terjadi pada switching luar saja yang rusak maka cukup dengan mengganti sekring di dalam PLC-nya. 4.4.2 Pengujian Program PLC Pengujian ini menitikberatkan pada aspek pengontrolan program yang akan digunakan didalam sebuah PLC. Untuk mengecek kondisi PLC dalam keadaan baik, perlu memasukan program seperti dibawah ini : IF THEN NOP LOAD IW0 TO OW0 Dengan mendownload program ini, kita dapat meguji disetiap input dan output dengan catu daya aktif 24 VDC. Tegangan kita hubungkan pada setiap input dan output satu per satu, jika LED strip hijau menyala pada setiap input dan output berarti pin-pin pada PLC dalam keadaan baik dan PLC dapat digunakan sebagai alat konrol. 44 4.5 Analisa Mekanik Berdasarkan Realisasi Rancangan Alat E A D B C Gambar 4.3 Analisa Gerakan Mekanik berdasarkan Realisasi Rancangan ALat Keterangan : 1. Lokasi A adalah tempat meletakan benda berukuran 5 cm dan 7 cm lalu benda ini akan dipilih berdasarkan tingginya untuk dibedakan tempat penampungannya. Lokasi A merupakan konveyer yang membawa benda untuk diseleksi. 2. Lokasi B adalah posisi berhentinya benda karena terdeteksi oleh sensor photoelektrik dan pada lokasi ini juga benda yang terseteksi oleh sensor akan didorong oleh actuator untuk dipindahkan ke tempat penampungan. 3. Lokasi C adalah tempat penampungan benda berukuran tinggi yang telah diseleksi oleh sensor dan telah didorong oleh actuator. 4. Lokasi D adalah tempat penampungan benda berukuran rendah setelah benda tersebut melewati sensor photoelektrik dan tidak terdeteksi oleh sensor. 5. Lokasi E adalah actuator yang memindahkan benda dengan tenaga pneumatik. 4.6 Uji Alat Keseluruhan Pengujian kaseluruhan ini dilakukan untuk mengetahui bekerja atau tidaknya rangkaian keseluruhan. Pengujian ini meliputi berbagai macam persiapan antarra lain: 1. Menggabungkan seluruh rangkaian yaitu rangkaian PLC, rangkaian input, rangkaian output, dan objek. 45 2. Mempersiapkan komputer guna mangaktifkan dan memonitor PLC. 3. Mengaktifkan power supply. 4. Menguji sensitifitas sensor dengan melihat indicator LED. 5. Melakukan pemrosesan alat. 6. Setelah melakukan 5 kali percobaan dengan 2 buah benda yang berlainan ukuran yaitu benda berukuran 5 cm dan 7 cm, maka benda yang berlainan ukuran tingginya tersebut akan dipisahkan tempat penampungannya. Jika benda yang tingginya 7 cm akan ditolak dengan didorong oleh actuator sehingga jatuh kedalam tempat penampungan 1, sedangkan benda yang tingginya 5 cm akan masuk ke dalam kotak penampungan 2. Dengan demikian setelah dilakukan percobaan berkali-kali maka dapat dikatakan bahwa alat ini berfungsi dengan baik. Tabel 4.5 Uji Alat Keseluruhan JENIS UKURAN TINGGI PERCOBAAN BENDA DITOLAK 7 CM √ PERCOBAAN 1 PERCOBAAN 3 √ √ √ √ 5 CM 7 CM PERCOBAAN 5 √ 5 CM 7 CM PERCOBAAN 4 √ 5 CM 7 CM 5 CM DITOLAK √ 5 CM 7 CM PERCOBAAN 2 TIDAK √ √ BAB V PENUTUP 5.1 Kesimpulan Dari hasil percobaan dan pengujian akhir yang dilakukan, maka dapat ditarik kesimpulan sebagai berikut : 1. Setelah melakukan pengujian pada alat yang dibuat, dapat dikatakan bahwa alat dapat berfungsi sesuai dengan yang diharapkan. Hal ini menunjukan bahwa listing program yang dibuat benar dan pada rangkaian sistem tidak ada masalah. 2. Alat yang dirancang dapat membedakan dua jenis objek yang berbeda ukuran tingginya, yaitu benda yang tingginya berukuran 7 cm akan di tolak dengan cara didorong oleh actuator tenaga pneumatic masuk ke tempat penampungan 1, sedangkan benda yang tingginya berukuran 5 cm akan masuk ke tempat penampungan 2 tanpa didorong oleh actuator. 3. Setelah dilakukan pengujian terhadap sensor photoelektrik maka dapat diambil kesimpulan bahwa sensor photoelektrrik dapat bekerja hanya pada jarak 0 cm sampai dengan + 10 cm. dan pada pemakaian alat ini penulis hanya memakai jarak ± 2 cm untuk mendeteksi benda. 4. Dengan menggunakan pneumatik sebagai tenaga dari actuator dapat dengan mudah diatur dan diubah-ubah katup solenoidnya sesuai dengan kebutuhan yang diinginkan sehingga dapat menghemat banyak waktu bila terjadi perubahan. 5. Program Statement List yang digunakan pada PLC FESTO berfungsi dengan baik dalam mengatur kerja alat. 46 DAFTAR PUSTAKA Malvino, Albert Paul. Ph. D. 1996. Prinsip-prinsip Elektronika. Penerbit Erlangga, Jakarta. Prastya, Drs. Pambudi. 2004. Sistem Cepat Belajar Elektronika. Penerbit Amanah, Surabaya Setiawan, Iwan. 2006. Programmable Logic Controller (PLC). Penerbit Andi Offset, Yogyakarta. Festo Didactic, 2004. Learning Systim For Automation Programmable Logic Controller, Penerbit PT Festo, Jakarta Taufik. 2005. Pengepakan Jeruk Otomatis Dengan Menggunakan PLC. Putra, Agfianto Eko. 2006. PLC, Konsep, Pemrograman dan Aplikasi Omron CPM1A dan ZEN Programmable Relay. Penerbit Giva Media, Yogyakarta. Nugroho, Sigit. 2006. Alat Pengepakan Benda Menggunakan PLC. Qurahman, Taufik. 2006. Perancangan Alat Peletakan Posisi Benda Logam non Logam Berdasarkan Ukurannya Menggunakan PLC dan Sistem Pnuematik. 47 LAMPIRAN 48 DOUBLE ACTING CYLINDER SOLENOID VALVE 5/2 SINGLE ACTING CYLINDER 49 FOTO ALAT TAMPAK ATAS FOTO ALAT TAMPAK SAMPING 50 ORIFICE CHECK VALVE PLC FESTO 51