makalah - DoCuRi
advertisement

MAKALAH
Dosen : Amir, SPD
Di susun oleh :
Ruli Ramdhani
STT DR.KHEZ MUTTAQIEN PURWAKARTA
2015/ 2016
KATA PENGANTAR
Segala puji dan syukur hanyalah milik ALLAH Subhanahu Wa Ta’ala yang telah memberikan
rahmat taufik hidayah-Nya & melimpahkan ilmu, shalawat serta salam semoga selalu
tercuarahkan kepada Rasululah Nabi muhammad Shallallohu Alaihi Wasallam beserta
keluarganya.
Penulisan makalah ini bertujuan untuk memenuhi tugas yang diberikan oleh dosen
sebagai bahan persentasi.
Dalam memenuhi persyaratan tesebut penulis mencoba membuat makalah yang
berjudul ” ”.
Dalam penyusunan makalah ini penulis menyadari sepenuhnya bahwa makalah ini
masih jauh dari kesempurnaan sebab pengetahuan dan pengalaman yang dimiliki penulis
terbatas,cukup banyak tantangan dan hambatan yang penulis temukan dalam menyusun
makalah ini .
Akhir kata, semoga makalah ini dapat bermanfaat bagi penulis khususnya dan bagi
pembaca pada umumnya.
BAB I
PENDAHULUAN
A. LATAR BELAKANG
Mesin perkakas adalah alat mekanis yang ditenagai, biasanya digunakan untuk mempabrikasi
komponen metal dari sebuah mesin. Kata mesin perkakas biasanya digunakan untuk mesin yang
digunakan tidak dengan tenaga manusia, tetapi mereka bisa juga di gerakan oleh manusia bila
dirancang dengan tepat. Para ahli sejarah teknologi berpendapat bahwa mesin perkakas sesungguhnya
lahir ketika keterlibatan manusia dihilangkan dalam proses pembentukan atau proses pengecapan dari
berbagai macam peralatan.
Dalam makalah ini kami akan memaparkan salah satu mesin perkakas, yaitu EDM (Electrical
Discharge Machine). Untuk lebih jelasnya akan dipaparkan pada bab selanjunya.
B. MAKSUD DAN TUJUAN
Maksud dari makalah ini adalah untuk memberikan informasi seputar mesin EDM (Electrical
Discharge Machine) kepada pada pembaca dan memberikan gambaran tentang mesin dan bagaimana
cara kerjanya.
Dengan disusunya makalah ini, maka kami berharap kepada para pembaca dapat mengambil
dan meresapi informasi yang telah kami berikan serta membantu para pembaca untuk mengenali dan
mencoba menggunakan EDM dalam bentuk gambaran (visual).
EDM
(Electronic discharger machine)
44
1.DefinisiEDM (Electrical Discharge Machining)
EDM (Electrical Discharge Machining) adalah teknik pengerjaan machining nonkonvensional.
Berbeda dengan teknik machining konvensional yang memakai pisau pemotong,
mesin CNC EDM membentuk benda kerja dengan cara melepaskan busur listrik (electrical
discharge / spark) melalui elektroda. Busur listrik ini menimbulkan panas yang sangat tinggi
sehingga mengerosi benda kerja.Sistem kontrol listrik menghasilkan pelepasan busur listrik yang
terkontrol sehingga secara terus-menerus mengerosi dan membentuk benda kerja.Cairan
dielectric digunakan sebagai medium yang berfungsi untuk flushing sisa-sisa partikel material
hasil erosi, pendinginan elektroda dan benda kerja, serta sebagai konduktor listrik
Elektrical discharge machinine (EDM) adalah sebuah mesin dengan metode untuk
menghilangkan bahan oleh serangkaian cepat lengkung berulang lucutan listrik di antara
elektroda (alat potong) dan bagian pekerjaan, di hadapan medan.
Electrical Discharge Machine (EDM) adalah suatu mesin perkakas Non Konvensional yang
proses pemotongan material (material removal) benda kerjanya berupa erosi yang terjadi
karena adanya sejumlah loncatan bunga api listrik secara periodik pada celah antara katoda
(pahat) dengan anoda (benda kerja) di dalam cairan dielektric.
Secara sederhana EDM merupakan serangkaian cepat lengkung antara dua buah
elektroda (sebahagi alat pemotong) dan bagian pekerjaan di hadapan medan listrik yang
energik.
2.Penggunaan EDM
Karakteristik yang mengharuskan penggunaan EDM, jika bentuk benda kerja sebagai
berikut.
• Dinding yang sangat tipis.
• Lubang dengan diameter sangat kecil.
• Rasio ketinggian dan diameter sangat besar.
• Benda kerja sangat kecil.
• Sulit dicekam.
EDM dapat di gunakan pada material benda kerja sebagai berikut:
• Keras.
• Liat.
• Meninggalkan sisa penyayatan.
• Harus mendapat perlakuan panas.
EDM dapat digunakan untuk beberapa proses yaitu:
•Pengaturan/setup berulang, bermacam-macam pengerjaan, bermacam-macam proses
pencekaman benda.
• Broaching.
• Stamping yang prosesnya cepat.
Basic system EDM (cara dasar EDM)
EDM
Ini menggunakan elektroda kawat tipis dari logam (umumnya kuningan).
Elektroda kawat ini terhubung dengan sistem kontrol listrik yang menghasilkan busur
listrik yang terkontrol untuk pemotongan / pembentukan benda kerja. Sistem kontol
mekanis digunakan untuk memposisikan elektroda kawat dan benda kerja sehingga dapat
membentuk potongan yang diinginkan. Wire EDM umumnya digunakan untuk membuat
tools dan die.
5. BEBERAPA MACAM EDM
5.1 Stempel EDM / Sinker EDM / Ram EDM
Setempel EDM kadang-kadang juga disebut sebagai tipe rongga EDM atau
volume.Setempel EDM terdiri dari elektroda dan benda kerja yang terendam dalam cairan
isolasi seperti, minyak atau, lebih jarang, cairan dielektrik lainnya.Elektroda dan benda kerja
yang terhubung ke catu daya yang sesuai.Listrik menghasilkan potensial listrik antara dua
bagian.Sebagai elektroda mendekati benda kerja, dielektrik kerusakan terjadi di dalam cairan
plasma membentuk saluran dan percikan kecil melompat.
Bunga api ini biasanya menyerang satu per satu kali karena sangat kecil kemungkinannya
bahwa lokasi yang berbeda dalam ruang antar-elektroda memiliki sangat identik
charachetistics listrik lokal yang memungkinkan percikan terjadi secara bersamaan di semua
lokasi tersebut. Bunga api ini terjadi dalam jumlah besar di lokasi acak antara elektroda dan
benda kerja.
Sebagai dasar logam terkikis, dan celah elektroda kemudian meningkat, elektroda
diturunkan secara otomatis oleh mesin sehingga proses dapat terus berlanjut tanpa gangguan.
Beberapa ratus ribu bunga api terjadi per detik dalam proses ini, dengan siklus yang
sebenarnya yang hati-hati dikendalikan oleh parameter setup. Mengendalikan siklus ini
kadang-kadang dikenal sebagai “tepat waktu” dan “off time”, yang didefinisikan secara lebih
formal di literature.Pengaturan yang tepat waktu menentukan panjang atau durasi percikan.
Oleh karena itu, pada waktu yang lebih lama menghasilkan rongga yang lebih mendalam
untuk itu dan semua percikan bunga api berikutnya untuk menciptakan siklus
kasar pada benda kerja selesai. Hal yang sebaliknya berlaku untuk waktu yang lebih
singkat.Off waktu adalah periode waktu yang satu percikan digantikan oleh yang lain. Off
waktu yang lebih panjang misalnya, memungkinkan dielektrik disiram cairan melalui nosel
untuk membersihkan puing-puing terkikis, sehingga menghindari hubungan pendek.
Pengaturan ini dapat dipertahankan dalam mikro detik.Bagian geometri yang khas adalah
bentuk 3D yang kompleks sering kali dengan kecil atau berbentuk sudut aneh, Vertikal,
orbital, vectorial, terarah, heliks, kerucut, rotasi, berputar dan pengindeksan siklus pemesinan
juga digunakan.
Stempel EDM / Sinker EDM / Ram EDM
Stempel EDM sering juga disebut sebagai tipe rongga EDM atau volume. Setempel EDM
terdiri dari elektroda dan benda kerja yang terendam dalam cairan isolasi seperti, minyak atau lebih
jarang cairan dielektrik lainnya.
Elektroda dan benda kerja yang terhubung ke satu daya yang sesuai dan listrik menghasilkan
potensial listrik antara dua bagian. Sebagai elektroda mendekati benda kerja, dielektrik kerusakan
terjadi di dalam cairan plasma membentuk saluran dalam percikan kecil melompat.
Bunga api ini biasanya menyerang satu per satu kali karena sangat kecil kemungkinannya
bahwa lokasi yang berbeda dalam ruang antar elektroda sangat identik dengan karakteristik listrik
lokal yang memungkinkan percikan terjadi secara bersamaan di semua lokasi tersebut.
Bunga api ini terjadi dalam jumlah besar di lokasi acak antara elektroda dan benda kerja
sebagai dasar logam terkikis dan celah elektroda kemudian meningkat. Elektroda di turunkan secara
otomatis oleh mesin sehingga proses dapat terus berlanjut tanpa gangguan.
Beberapa ratus ribu bunga api terjadi perdetik dalam proses ini dengan siklus yang
sebenarnya, dengan hati-hati di kendalikan oleh parameter setup.
Pengendalian ini biasanya dikenal dengan sebutan tepat waktu dan off time yang didefinisikan
secara literatur waktu yang lebih lama menghasilkan rongga yang lebih mendalam untuk menciptakan
siklus kasar pada benda kerja. Off time adalah periode waktu yang satu percikan digantikan oleh yang
percikan yang lain. Off time yang lebih panjang misalnya, memungkinkan dielektrik disiram cairan
melalui nosel untuk membersihkan puing-puing terkikis, sehingga menghindari hubungan pendek.
Pengaturan ini dapat dipertahankan dalam mikro detik. Bagian geometri yang khas adalah bentuk 3D
yang kompleks sering kali dengan kecil atau berbentuk sudut aneh, Vertikal, orbital, vectorial, terarah,
heliks, kerucut, rotasi, berputar dan pengindeksan siklus pemesinan juga digunakan.
5.2 Wire EDM
Kawat listrik di discharge machining (WEDM), atau kawat-cut EDM, tipis untai
tunggal kawat logam, biasanya kuningan, diberi makan melalui benda kerja, biasanya terjadi
tenggelam dalam sebuah tangki dengan cairan dielektrik, yang biasanya air deionised. Proses
ini biasanya tidak digunakan untuk menghasilkan 3D yang kompleks geometri. Hal ini
bukannya biasanya digunakan untuk memotong pelat setebal 300mm dan untuk membuat
tinju, peralatan, dan mati dari logam keras yang terlalu sulit untuk mesin dengan metode
lainnya.
Wire EDM
Kawat listrik di discharge machining (WEDM), atau kawat-cut EDM, tipis untai tunggal
kawat logam, biasanya kuningan, diberi makan melalui benda kerja, biasanya terjadi tenggelam dalam
sebuah tangki dengan cairan dielektrik, yang biasanya air deionised.
Proses ini biasanya tidak digunakan untuk menghasilkan 3D yang kompleks geometri. Kawat
yang terus-menerus disuplai dari spul, diadakan antara atas dan bawah panduan berlian. Panduan
bergerak dalam arah x – y pesawat, biasanya menjadi CNC dikontrol dan pada hampir semua mesin
modern panduan atas juga dapat bergerak secara independen di z – u – v sumbu, sehingga
menimbulkan kemampuan untuk memotong runcing dan transisi bentuk (lingkaran di bawah, persegi
di atas misalnya) dan dapat mengontrol pergerakan sumbu x – y – u – v – i – j – k – l.
Ini memberikan EDM memotong kawat yang memiliki kemampuan untuk diprogram,
dipotong sangat rumit dan halus bentuknya. Kawat dikendalikan oleh berlian atas dan bawah panduan
yang biasanya akurat 0,004 mm, dan dapat memiliki memotong jalur atau goresan sekecil 0,12 mm
menggunakan kawat 0,1 mm Ø, meskipun rata-rata mencapai memotong garitan bahwa biaya
ekonomi yang terbaik dan pemesinan waktu adalah 0,335 Ø 0,25 mm, menggunakan kawat kuningan
Ada pun alasan pemotongan lebar lebih besar daripada lebar kawat adalah karena memicu
terjadi dari sisi-sisi kawat untuk pekerjaan potongan menyebabkan erosi. Kawat-proses memotong
menggunakan air sebagai dielektrik dengan resistivitas air dan listrik lain sifat hati-hati dikendalikan
oleh filter dan de-Ionizer unit. Air juga melayani tujuan yang sangat kritis dari luka menyiram puingpuing menjauh dari zona pemotongan. Flushing adalah faktor penentu yang penting dalam tingkat
feed maksimum tersedia dalam ketebalan bahan tertentu, dan situasi penggelontoran miskin
mengharuskan pengurangan tingkat feed.
Seiring dengan toleransi yang lebih ketat multiaxis EDM mesin pemotong kawat pusat
memiliki banyak fitur tambahan seperti: Multiheads untuk memotong dua bagian pada saat yang
sama, kontrol kawat untuk mencegah kerusakan, otomatis fitur threading diri dalam kasus kerusakan
kawat, dan mesin diprogram strategi untuk mengoptimalkan operasi.
Wire EDM pemotongan biasanya digunakan bila tegangan sisa rendah yang diinginkan. Wire
EDM dapat meninggalkan tegangan sisa pada benda kerja yang kurang signifikan dibandingkan
dengan mereka yang mungkin ditinggalkan jika benda kerja yang sama diperoleh oleh mesin. Bahkan
dalam EDM kawat tidak ada pemotongan besar yang terlibat dalam pemindahan bahan. Namun,
benda kerja dapat menjalani ke siklus termal yang signifikan, yang beratnya tergantung pada
parameter teknologi yang digunakan. Kemungkinan efek termal seperti siklus pembentukan lapisan
menata-ulang pada bagian dan kehadiran tegangan sisa tarik pada benda kerja. Jika proses sudah
diatur sehingga energi / daya per pulsa adalah relatif kecil (biasanya dalam menyelesaikan operasi),
sedikit perubahan dalam sifat mekanik suatu material yang diharapkan pada EDM memotong kawat
karena tegangan sisa rendah ini, meskipun materi yang belum lega stres dapat mengganggu dalam
proses machining.
Kawat elektroda
Jenis permesinan EDM dengan menggunakan sebuah kawat kecil
sebagai pahat, kemudian memakan benda kerja yang diberi cairan dielektrik. Wire-Cut
EDM secara khusus digunakan untuk memotong benda kerja yang tebal dari bahan
yang keras. Hal ini sangat sulit dikerjakan dengan menggunakan metode permesinan
yang lain.
Bahan kawat yang digunakan pada wire cut ini biasanya tembaga atau
kuningan, Akan tetapi pada akhir-akhir ini kecepatan potong Wire EDM telah
bertambah tinggi, sehingga lebih ekonomis bila menggunakan elektrode graphite.
Graphite angstrofine yang berstruktur padat dapat melakukan pemotongan dua kali
lebih cepat daripada jenis graphite yang lain. Kawat yang dilapisi seng juga dapat
meningkatkan kecepatan proses EDM dari elektrode ini. Hal ini memungkinkan arus
EDM diprogram untuk memotong arus yang tak beraturan dan juga yang beraturan.
Wire-cut menggunkan air sebagai pengantar arusnya dengan penghambat air dan partikelpartikel
elektrik lain
Komponen dan fungsinya :
a. Meja mesin EDM
digunakan sebagai tempat dudukan mesin EDM
b. Cairan dielektrik
merupakan fluida pendingin dan pembersih kotoran benda kerja
c. Elektroda
merupakan pahat yang digunakan untuk menghantarkan tegangan listrik dan
mengerosi benda kerja menjadi bentuk yang diinginkan
d. Kepala Mesin
sebagai tempat pahat dan komponen utama dari mesin EDM
e. Kapasitor
berfungsi untuk menyimpan energi listrik yang akan dilepaskan pada proses
pengerjaan benda kerja
f. Voltmeter
digunakan untuk mengukur beda potensial pada rangkaian mesin
g. Amperemeter
digunakan untuk mengukur besar arus yang mengalir pada mesin
Komponen utama EDM
Proses
EDM
dilakukan
dengan
sebuah
sistem yang mempunyai dua komponen pokok yaitu
mesin dan power supply.
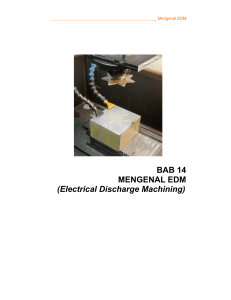
Gambar bagian-bagian Electrical Discharge Machine
Keterangan:
1.
Meja EDM
2.
Benda kerja
3.
Cairan dielectric
4.
Elektroda
5.
Kepala EDM
6.
Rangkaian kapasitor
7.
Generator arus pulsa
8.
Voltmeter
9.
Ampermeter
Komponen dan fungsinya:
a.
Meja mesin EDM fungsinya digunakan sebagai
tempat dudukan mesin EDM
b.
Cairan dielektrik merupakan fluida pendingin dan
pembersih kotoran benda kerja
c.
Elektroda merupakan pahat yang digunakan untuk
menghantarkan tegangan listrik dan mengerosi benda
kerja menjadi bentuk yang diinginkan
d.
Kepala Mesin funsinya sebagai tempat pahat dan
komponen utama dari mesin EDM merupakan kapasitor
berfungsi untuk menyimpan energi listrik yang akan
dilepaskan pada proses pengerjaan benda kerja
e.
Voltmeter digunakan untuk mengukur beda potensial
pada rangkaian mesin
f.
Amperemeter digunakan untuk mengukur besar arus
yang mengalir pada mesin
7.Karakteristik Electrical Discharge Machine
Berikut adalah beberapa ciri atau karakteristik dari Electrical Discharge Machining:
a. Proses pemakanan dapat dilakukan oleh mesin dengan material apapun yang digolongkan
ke dalam material penghantar listrik (konduktor)
b. Sisa material terbuang yang dihasilkan bergantung pada sifat termal dari benda kerja,
misalnya dari kekuatan bahan tersebut, kekerasan bahan, dan sebagainya.
c .Dalam EDM terdapat pahat fisik dan bentuk geometri dari pahat tersebut merupakan
bentuk cetakan dari benda kerja yang hendak dibuat.
d.Pahat dari EDM harus memenuhi sifat material sebagai konduktor yang baik, bahkan
harus lebih kuat dan awet daripada benda kerja yang nantinya akan dibuat. Untuk itu, perlu
dipahami sifat termal baik dari benda kerja maupun pahat yang digunakan.
PRINSIP KERJA EDM
Mesin mengendalikan pahat elektroda yang bergerak maju mengikis material benda
kerja dan menghasilkan serangkaian loncatan bunga api listrik yang berfrekuensi tinggi
(spark). Loncatan bunga dihasilkan dari pembangkit pulse antara elektroda dan material benda
kerja, yang keduanya dicelupkan dalam cairan dielektrik, akan menimbulkan pengikisan
material dari material benda kerja dengan erosi panas atau penguapan. EDM juga kadangkadang
diasumsikan sebagai sebuah metode non-tradisional atas perpindahan materi
melalui suatu rangkaian pelepasan busur elektrik yang berulang antara elektroda (tool
pemotong) dan proses kerja pada lingkungan berenergi listrik. Alat pemotong EDM
diarahkan sepanjang jalur yang diinginkan dan sangat dekat dengan tempat pemotongan,
namun tidak sampai menyentuh lembaran yang akan dipotong. Percikan listrik yang
berurutan memproduksi serangkaian ledakan yang sangat kecil (microcraters) pada lembaran
logam yang diproses dan memindahkan materi sepanjang jalur pemotongan dengan cara
pelelehan dan penguapan. Partikel-partikel akan tersapu dan terbuang oleh cairan yang
mengandung aliran listrik.
KEUNTUNGAN ELECTRICAL DISCHARGE MACHINE
a. Dapat membuat bentuk kompleks yang kemungkinan sukar dilakukan dengan mesin
konvensional.
b. Dapat mengerjakan material benda kerja yang keras dengan tingkat kepresisian
tinggi.
c. Dapat mengerjakan bagian bentuk yang sangat kecil sekalipun, tanpa cemas bagian
tersebut ikut terpotong.
d. Tidak ada kontak langsung antara alat dan benda kerja sehingga tidak timbul distorsi
pada pemakanan.
e. Dapat membuat kehalusan permukaan benda kerja dengan baik .
f. Lubang dapat dibuat secara mudah, tepat dan baik.
E. PRINSIP KERJA
Material removal yang berupa erosi terjadi akibat adanya loncatan bunga api listrik diantara
elektroda dan benda kerja dalam cairan dielektric. Loncatan bunga api listrik terjadi apabila beda
tegangan antara pahat dan benda kerja melampaui “break down voltage” celah dielektric. Break down
voltage bergantung pada :
1.
Jarak terdekat antara elektroda (pahat) dengan benda kerja
2.
Karakteristik tahanan dari cairan dielectric
3. Tingkat kotoran pada celah diantara elektroda dengan benda kerja.
4.
Jenis elektroda yang digunakan
F. PERHITUNGAN PADA EDM
Untuk mengetahui kecepatan pemakanan material atau Material Removal Rate (MRR), maka
perhitungan dilakukan dengan rumus berikut:
Dimana:
Volume = panjang x lebar x tinggi (mm3)
Waktu = Waktu proses EDM (min)
Untuk mengetahui keausan pahat, dengan mengukur massa elektroda yang hilang selama proses, yang
merupakan selisih massa sebelum dan setelah digunakan. Perhitungan dilakukan dengan rumus
berikut:
Dimana:
M1
= Massa elektroda sebelum proses
M2
= Massa elektroda setelah proses
M aus
= Massa elektroda yang hilang selama proses
T
= Waktu selama proses EDM (min)
Perhitungan overcut dan efek ketirusan yaitu:
Overcut (Oc) : d2-d0 / 2
Keterangan: d0 = diameter luar dari pahat (elektroda)
α = {(d2/2)-(d2/2)}/h = (r2-r1)/h
α = arctan (r2-r1) / h
Dimana:
d1 = diameter minimum dari tapering yang terjadi
d2 = diameter maksimum dari tapering yang terjadi
h = ketebalan lubang pada tapering yang terjadi pada benda kerja
G. PROSES KERJA
Elektroda yang berisi tegangan listrik didekatkan ke benda kerja (elektrode positif mendekati
benda kerja/turun). Di antara dua elektrode terdapat minyak isolasi (tidak menghantarkan arus
listrik), yang pada EDM di namakan cairan dielectric.
Gambar Proses Ram EDM
Gambar Proses Wire EDM
Meskipun cairan dielektrik adalah sebuah isolator yang bagus, beda potensial listrik yang
cukup besar menyebabkan cairan membentuk partikel yang bermuatan, yang menyebabkan tegangan
listrik melewatinya dari elektrode ke benda kerja.
Dengan adanya graphite dan partikel logam yang tercampur ke cairan dapat membantu
transfer tegangan listrik dengan cara partikel-partikel (konduktor) membantu dalam ionisasi minyak
dielektrik dan membawa tegangan listrik secara langsung, serta partikel-partikel dapat mempercepat
pembentukan tegangan listrik dari cairan. Daerah yang memiliki tegangan listrik paling kuat adalah
pada titik di mana jarak antara elektrode dan benda kerja paling dekat.
Ketika jumlah partikel bermuatan meningkat, sifat isolator dari cairan dielektrik menurun
sepanjang tengah jalur sempit pada bagian terkuat di daerah tersebut. Tegangan meningkat hingga titik
tertinggi tetapi arus masih nol.
Partial discharge adalah peristiwa pelepasan / loncatan bunga api listrik yang terjadi pada suatu bagian
isolasi (pada rongga dalam atau pada permukaan) sebagai akibat adanya beda potensial yang tinggi
dalam isolasi tersebut. Partial discharge dapat terjadi pada bahan isolasi padat, bahan isolasi cair
maupun bahan isolasi gas. Mekanisme kegagalan pada bahan isolasi padat meliputi kegagalan asasi
(intrinsik), elektro mekanik, streamer, thermal dan kegagalan erosi. Kegagalan pada bahan isolasi cair
disebabkan oleh adanya kavitasi, adanya butiran pada zat cair dan tercampurnya bahan isolasi cair.
Pada bahan isolasi gas mekanisme townsend dan mekanisme streamer merupakan penyebab
kegagalan.
Dari penjelasan di atas dapat disimpulkan bahwa kegagalan isolasi ini berkaitan dengan
adanya Partial discharge. Partial discharge yang terjadi pada sebuah void menyebabkan penurunan
kualitas isolasi.
Proses pengerjaan dengan EDM dapat dikelompokkan secara garis besar ke dalam bentukbentuk proses sebagai berikut :
1.
Sinking proses :
·
Drilling
·
Die sinking
2.
Cutting proses :
·
Slicing dengan pahat yang berupa keping yang diputar
·
Slicing dengan pahat yang berupa pita metal
·
Cutting dengan pahat yang berupa kawat (Wirecut)
3.
Grinding proses :
·
External grinding
·
Internal grinding
·
Gerinda permukaan atau gerinda bentuk
Proses EDM harus dilakukan dalam suatu media fluida dielektrik, yang merupakan penghantar
untuk setiap pelepasan muatan listrik (discharge) karena fluida akan menjadi terionisasi di dalam
celah. Pelepasan muatan listrik dihasilkan oleh catu daya listrik arus searah yang dihubungkan dengan
bendakerja dan elektrode.
Gambar di samping menunjukkan celah antara elektrode perkakas dan benda kerja. Pelepasan
muatan listrik terjadi pada dua permukaan yang terdekat. Ionisasi fluida dielektrik pada lokasi tersebut
merupakan penghantar untuk pelepasan muatan.
Pada daerah tempat terjadinya pelepasan muatan listrik tersebut akan timbul panas dengan
temperatur sangat tinggi sehingga bagian kecil permukaan bendakerja secara tiba-tiba menjadi lebur
dan terlepas. Aliran fluida kemudian membersihkan partikel kecil (serpihan) tersebut. Melepasnya
bagian kecil dari permukaan bendakerja menyebabkan jarak dari elektrode perkakas menjadi lebih
jauh, sehingga bagian lain yang lebih dekat akan mengalami proses yang sama dengan sebelumnya.
Demikian seterusnya sampai semua daerah mengalami pengurangan yang sama. Walupun pelepasan
muatan listrik secara individual melepaskan bagian demi bagian dari bendakerja, tetapi hal ini terjadi
ratusan bahkan ribuan kali per detik sehingga pengikisan secara bertahap akan terjadi pada semua
bagian permukaan dalam daerah celah tersebut.
Dua variabel proses utama dalam EDM adalah :
-
arus, dan
-
frekuensi pelepasan muatan listrik.
Bila salah satu parameter ini meningkat, maka laju pelepasan material juga akan meningkat.
Kekasaran permukaan juga dipengaruhi oleh arus dan frekuensi, seperti ditunjukkan dalam gambar di
bawah ini Permukaan akhir yang paling baik dihasilkan dalam EDM dengan pengoperasian pada
frekuensi yang tinggi dan arus pelepasan muatan listrik yang rendah.
Gambar Penyelesaian permukaan dalam EDM sebagai fungsi arus pelepasan muatan dan frekuensi
pelepasan muatan
Karena perkakas memberikan penetrasi pada benda kerja, maka ini berarti telah terjadi proses
pemesinan lubang pada bendakerja diluar ukuran perkakas (perkakas tidak menyentuh bendakerja).
Jarak antara perkakas dengan bendakerja pada saat pemesinan lubang terjadi disebut overcut. Overcut
sebagai fungsi arus dan frekuensi ditunjukkan dalam gambar di bawah ini.
Gambar Overcut sebagai fungsi arus dan frekuensi
Perlu dicatat bahwa temperatur bunga api yang tinggi tidak hanya menyebabkan meleburnya
bendakerja tetapi juga melebur perkakas, sehingga akan terjadi rongga kecil pada permukaan yang
berhadapan dengan rongga yang dihasilkan pada bendakerja. Keausan perkakas biasanya diukur
sebagai rasio antara material yang dilepaskan pada bendakerja dengan material yang dilepaskan pada
perkakas. Rasio ini berkisar antara 1,0 sampai 100 atau sedikit di atasnya, tergantung pada kombinasi
material bendakerja dengan material elektrode perkakas. Elektrode perkakas biasanya dibuat dari :
-
grafit,
-
tembaga tungsten,
-
tembaga,
-
perak tungsten, dan
-
kuningan,
-
material yang lain.
Pemotongan kabel pelepasan muatan listrik (EDWC), sering disebut EDM kabel, adalah bentuk
khusus pemesinan pelepasan muatan listrik yang menggunakan kabel berdiameter kecil sebagai
elektrode untuk memotong benda kerja. Proses pemotongan dalam EDM kabel dilakukan dengan
energi termal dari pelepasan muatan listrik antara kabel elektrode dan bendakerja. Kendali numerik
digunakan untuk mengendalikan gerakan benda kerja selama pemotongan. Pada saat pemotongan,
kabel secara kontinu digerakkan dari satu penggulung ke penggulung yang lain agar elektrode ke
bendakerja selalu dalam keadaan baru dengan diameter konstan, sehingga celah pemotongan yang
dihasilkan tetap sama selama proses berlangsung. Seperti pada EDM, EDM kabel harus dilakukan
dalam media dielektrik. Hal ini dilakukan dengan nosel yang diarahkan pada antarmuka (interface)
perkakas dan bendakerja, atau dengan memendam bendakerja dalam bak dielektrik.
Gambar Pemotongan kabel pelepasan muatan listrik
Diameter kabel berkisar dari 0,003 hingga 0,012 in. (0,076 hingga 0,30 mm), tergantung pada lebar
potongan yang diinginkan. Material yang digunakan untuk kabel adalah kuningan, tembaga, tungsten,
dan molibdenum. Fluida dielektrik yang digunakan adalah air atau oli yang telah dideionisasi. Seperti
pada EDM, pada EDM kabel juga terjadi overcut yang membuat celah potong (kerf) lebih lebar
daripada diameter kabel, seperti ditunjukkan dalam gambar di bawah ini. Overcut ini berkisar dari
0,0008 hingga 0,002 in. (0,020 hingga 0,051 mm).
Gambar Definisi dari kerf dan overcut dalam pemotongan kabel pelepasan muatan listrik
H. PENGGUNAAN EDM
1.
Karakteristik yang mengharuskan penggunaan EDM, jika benda kerja berbentuk sebagai berikut :
·
Dinding yang sangat tipis.
·
Lubang dengan diameter sangat kecil
·
Rasio ketinggian dan diameter sangat besar.
·
Benda kerja sangat kecil
·
Sulit dicekam.
2.
EDM dapat digunakan pada material benda kerja sebagai berikut :
·
Keras
·
Liat
·
Meninggalkan sisa penyayatan
·
Harus mendapat perlakuan panas
3.
EDM dapat digunakan untuk beberapa proses yaitu :
·
Pengaturan / setup berulang, macam-macam pengerjaan, macam-macam proses pencekaman
benda.
·
Broaching.
·
Stamping yang prosesnya cepat.
4.
·
EDM juga dapat digunakan dengan beberapa alasan berikut :
Jam kerja 24 jam dengan hanya satu shift operator.
·
Memerlukan proses yang tidak mementingkan perhatian khusus dari pekerja secara intensif.
EDM tidak dipengaruhi oleh kekerasan bahan benda kerja, sehingga sangat bermanfaat bila
digunakan untuk mengerjakan benda kerja dengan kekerasan di atas 38 HRc. Bahan tersebut meliputi
baja yang telah dikeraskan, Stellite dan Tungsten Carbide. Karena proses EDM menguapkan material
sebagai ganti penyayatan, kekerasan dari benda kerja bukan merupakan faktor penting. Oleh sebab itu
mesin Wire EDM dan Ram EDM digunakan untuk membuat bentuk komplek dies dan perkakas
potong dari material yang amat keras.
Bagian lain yang hanya bisa dikerjakan dengan EDM adalah kemampuannya membuat sudut
dalam (internal corners) yang runcing. Pemesinan konvensional tidak mungkin mengerjakan kantong
dengan pojok runcing, yang bisa dicapai adalah radius minimal sekitar 1/32 inchi yang paralel dengan
sumbu pahat.
I.
Aplikasi EDM
1.
Prototipe produksi
Proses EDM ini paling banyak digunakan oleh alat pembuatan cetakan dan industri, tetapi
menjadi metode umum untuk pembuatan dan produksi prototipe bagian atau spare part terutama di
kedirgantaraan, mobil dan industri elektronik di mana jumlah produksi relatif rendah. Dalam EDM
setempel, sebuah grafit, tungsten atau murni tembaga, tembaga elektroda mesin yang diinginkan
(negatif) bentuk dan dimasukkan ke dalam benda kerja di ujung ram vertikal.
2.
Membuat Koin Mati
Membuat koin mati. Untuk penciptaan koin misalnya untuk memproduksi perhiasan dan
lencana oleh uang logam (stamping) proses, master positif dapat dibuat dari perak murni, karena
(dengan mesin yang sesuai pengaturan) master tidak secara signifikan terkikis dan hanya digunakan
sekali. Mati negatif yang dihasilkan kemudian dikeraskan dan digunakan dalam sebuah drop palu
untuk memproduksi dicap flat dari guntingan kertas kosong dari perunggu, perak, atau emas bukti
paduan rendah.
Untuk lencana flat ini dapat dibentuk lebih lanjut ke permukaan melengkung mati lain. Jenis
ini biasanya dilakukan EDM terendam dalam minyak berbasis dielektrik. Objek yang sudah selesai
dapat lebih disempurnakan oleh keras (gelas) atau lunak (cat) enameling dan electroplated dengan
emas murni atau nikel. Bahan lembut seperti tangan perak dapat diukir sebagai perbaikan lencana
benda mati di bawah, di sebelah kiri jet minyak (minyak telah dikeringkan). Awal stamping datar akan
“dapped” untuk memberikan permukaan melengkung.
3.
Lubang Pengeboran Kecil
Lubang pengeboran kecil EDM untuk pengeboran lubang kecil yang digunakan untuk
membuat lubang pada benda kerja di benang yang akan digunakan untuk kawat di EDM Wire-potong
mesin. Pengeboran lubang kecil kepala sudah terpasang pada mesin potong kawat dan memungkinkan
piring mengeras besar sudah selesai mengikis bagian dari mereka yang diperlukan dan tanpa prapengeboran. Ada juga yang berdiri sendiri pengeboran lubang kecil dengan mesin EDM x – y sumbu
juga dikenal sebagai seorang super lubang bor atau mesin dapat Popper yang buta atau melalui
lubang.
EDM Drills membuat lubang dengan panjang tabung kuningan atau tembaga elektrode yang berputar
pada chuck dengan aliran konstan suling atau air deionized yang mengalir melalui elektroda sebagai
agen pembilasan dan dielektrik. Tabung elektroda beroperasi seperti kawat-kawat di potong mesin
EDM, memiliki celah elektroda dan mengenakan tarif.
Beberapa lubang kecil pengeboran EDM mampu mengebor melalui 100 mm yang lembut atau
melalui baja dikeraskan dalam waktu kurang dari 10 detik, rata-rata 50% sampai 80% memakai
angka. Lubang 0,3 mm menjadi 6,1 mm dapat dicapai dalam operasi pengeboran ini. Elektroda
kuningan lebih mudah untuk mesin tetapi tidak dianjurkan untuk memotong kawat-operasi karena
menyebabkan erosi partikel kuningan “kuningan di kuningan” kawat kerusakan, karena itu dianjurkan
tembaga.
Berikut ini adalah gambar benda kerja hasil dari kinerja EDM, baik Sinker EDM maupun Wire
EDM :
J.
KEUNTUNGAN DAN KERUGIAN EDM
1.
Keuntungan EDM
Beberapa keuntungan dari mesin EDM, antara lain :
·
Bentuk-bentuk yang kompleks tidak akan sulit untuk memproduksi dengan alat pemotong
konvensional
·
Handling benda kerja di atas mesin tidak rumit
·
Tingkat kebisingan rendah
·
Kemudahan dalam pembuatan elektroda
·
Bahan keras toleransi sangat dekat
·
Lembar kerja yang sangat kecil di mana alat pemotong konvensional dapat merusak bagian dari
alat pemotong kelebihan tekanan.
·
Tidak ada kontak langsung antara alat dan bekerja sepotong. Oleh karena itu bagian dan lemah
lembut dapat bahan mesin dengan distorsi apa pun.
2.
Kerugian EDM
Beberapa kerugian dari EDM, antara lain :
·
Laju yang lambat removal material.
·
Mesin EDM dan perlengkapannya masih relatif mahal
·
Tambahan waktu dan biaya yang digunakan untuk membuat elektroda untuk ram / setempel
EDM.
·
Proses erosi benda sangat kecil, sehingga waktu operasinya relatif lama
·
Mereproduksi sudut tajam pada benda kerja sulit karena memakai elektroda.
·
Harus dioperasikan oleh operator yang tidak alergi terhadap cairan dielektrik
·
Konsumsi daya spesifik sangat tinggi.
·
Penggunaan mesin EDM dibatasi oleh ukuran tangki kerja penampung cairan dielektrik.
3.
Keterbatasan EDM
Mesin EDM standar popular yang digunakan sekarang memiliki keterbatasan :
·
Untuk Wire EDM, ukuran maksimum benda kerja sekitar 59 inchi (1.500 mm) pada sumbu Y,
24 inchi (600 mm) pada sumbu Z dan tidak terbatas pada sumbu X.
·
Untuk Ram EDM, ukuran benda kerja maksimum sekitar 59 inchi (1.500 mm) pada sumbu Y,
17 inchi (520 mm) pada sumbu Z, dan 98 inchi (2500 mm) pada sumbu X.
·
Pembuatan bentuk sudut/tirus pada Wire EDM adalah hal yang perlu dipertimbangkan. Sudut
tirus maksimum adalah ± 450, walaupun beberapa bengkel telah berhasil mencapai ± 500.
Perbandingan sudut dan tinggi maksimum adalah 300 pada ketinggian 16 inchi (400 mm).
·
Hambatan listrik maksimum untuk benda kerja dan pencekam sekitar 0,5-5,0 ohm/cm untuk
Mesin Wire dan Ram EDM.
·
Keakuratan sekitar 0,00002 inchi (0,0005 mm) untuk mesin Wire EDM.
·
Keakuratan ± 0,0001 inchi (0,0025 mm) untuk mesin Ram EDM.
·
Kehalusan permukaan sekitar VDI 0 (4 microinchi) untuk Wire EDM.
·
Kehalusan permukaan VDI 5 (2 microinchi) untuk Ram EDM.
·
Keutuhan permukaan (surface integrity) adalah 1/20 juta untuk setiap inchi ketebalan recast
layer untuk Wire dan Ram EDM.
·
Panjang retakan mikro adalah 1/20 juta untuk Wire dan Ram EDM. Hasil ini sama atau lebih
baik dari pada permukaan hasil proses gerinda.
BAB III
PENUTUP
A. KESIMPULAN
Secara garis besar melihat dari beberapa faktor yang telah dijelaskan di atas maka dapat di
ambil kesimpulan sebagai berikut :
1. EDM adalah sebuah mesin dengan metode untuk menghilangkan bahan oleh serangkaian cepat
lengkung berulang lucutan listrik di antara elektroda (alat potong) dan bagian pekerjaan, di hadapan
medan listrik.
2. Pengeluaran muatan listrik machining (EDM singkatan Electrical Discharge Machining.), bahasa
sehari-hari kadang-kadang juga disebut sebagai spark machining, erosi percikan, terbakar, mati
tenggelam atau kawat erosi, adalah suatu proses manufaktur mana yang ingin membentuk suatu objek,
yang disebut benda kerja, dapat diperoleh dengan menggunakan lucutan listrik (percikan).
3. Asal mula EDM (Electrical Discharge Machining) adalah pada tahun 1770, ketika ilmuwan
Inggris Joseph Priestly menemukan efek erosi dari percikan arus listrik. Pada tahun 1943, ilmuwan
Rusia B. Lazarenko dan N. Lazarenko memiliki ide untuk memanfaatkan efek merusak dari percikan
arus listrik untuk membuat proses yang terkontrol untuk pemesinan secara elektrik pada bahan
konduktif.
4. Pada saat ini ada dua macam mesin EDM yaitu: Stempel EDM (Biasanya disebut Sinker EDM
atau Ram EDM) dan Wire EDM.
5. Cara kerja EDM adalah sebagai berikut : Pada Proses awal EDM, elektrode yang berisi tegangan
listrik didekatkan ke benda kerja (elektrode positif mendekati benda kerja/turun). Di antara dua
elektrode ada minyak isolasi (tidak menghantarkan arus listrik), yang pada EDM dinamai cairan
dielectric. Walaupun cairan dielektrik adalah sebuah isolator yang bagus, beda potensial listrik yang
cukup besar menyebabkan cairan membentuk partikel yang bermuatan, yang menyebabkan tegangan
listrik melewatinya dari elektrode ke benda kerja. Dengan adanya graphite dan partikel logam yang
tercampur ke cairan dapat membantu transfer tegangan listrik dalam dua cara: partikel-partikel
(konduktor) membantu dalam ionisasi minyak dielektrik dan membawa tegangan listrik secara
langsung, serta partikel-partikel dapat mempercepat pembentukan tegangan listrik dari cairan. Daerah
yang memiliki tegangan listrik paling kuat adalah pada titik di mana jarak antara elektrode dan benda
kerja paling dekat.
B. KRITIK DAN SARAN
Kritik dan saran yang membangun selalu saya nantikan karena makalah ini jauh dari kata
sempurna, karena kesempurnaan hanya milik Allah SWT.
C. INDEKS KATA
·
cairan dielectric digunakan sebagai isolator listrik ditegangan tinggi.
·
Erosi adalah peristiwa pengikisan padatan (berupa terkelupasnya serpihan-serpihan kecil) akibat
adanya percikan bunga api (pada proses EDM).
·
bahan konduktif adalah suatu bahan yang mempunyai kemampuan untuk menghantarkan listrik.
·
Heliks adalah bentuk meliuk seperti sebuah pegas, sekrup atau tangga spiral dan atau
menyerupai DNA gambar DNA manusia.
·
Break down voltage suatu kegagalan atau batasan dari suatu bahan dielektrik, sehingga akan
terjadi loncatan bunga api (listrik).
·
Drilling membuat lubang atau memperbesar lubang (proses pelubangan).
·
Die sinking adalah kasus mati-tenggelam EDM.
·
Slicing adalah proses pengirisan, pemisahan suatu benda dengan suatu alat yang tajam.
·
Cutting adalah tekan dan geser, dan hanya terjadi ketika total stress yang dihasilkan oleh
pemotongan melebihi batas kekuatan material dari obyek yang dipotong.
·
External grinding yaitu penggunaan sebuah roda abrasive memakan jauh dipermukaan suatu
benda di sisi sebelah luar.
·
Internal grinding yaitu penggunaan sebuah roda abrasive memakan jauh dipermukaan suatu
benda di sisi sebelah dalam.
·
Broaching yaitu penggunaan alat pemotong multi-point untuk membentuk dan menyelesaikan
baik interior lubang maupun permukaan benda kerja.
DAFTAR PUSTAKA
Izhhar Alfarizy, 3 April 2012, “Mesin EDM”, 30 November 2013,
http://izhhar10.blogspot.com/2012/04/mesin-edm.html
Lryan Rc, 26 September 2012, “Makalah Electrical Discharge Machine (EDM)” 30 November 2013,
http://richylerian.blogspot.com/2012/09/makalah-electrical-discharge-machine-edm.html
Site Education, News n Promotion, 14 Juli 2009 “EDM (Electrical Discharge Machine), 30 November
2013, http://awalsholeh.blogspot.com/2009/07/edm-electrical-discharge-machine.html
Technovacation, 18 Oktober 2010, “Aplikasi EDM”, 1 Desember 2013,
http://technovacation.blogspot.com/2010/10/aplikasi-edm.html
Wikipedia, 3 April 2013, “Mesin Perkakas”, 30 November 2013
http://id.wikipedia.org/wiki/Mesin_perkakas
XACT Wire EDM Corporation, “EDM Gallery”, 30 November 2013, http://www.xactedm.com/edmgallery/
Daftar Pustaka
Taufiq Rochim, (1990). Teori Kerja Bor. Bandung: Politeknik Manufaktur
Bandung.
Taufiq Rochim, (1993). Teori & Teknologi Proses Pemesinan. Bandung: Proyek HEDS.
Fox Valley Technnical College, 2007, Machine Shop 3 : "Milling Machines" Tool
Holding