pemesinan non-tradisional
advertisement

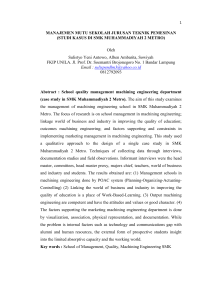
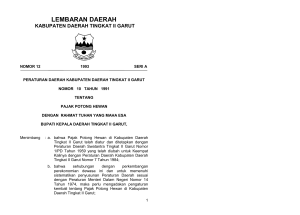
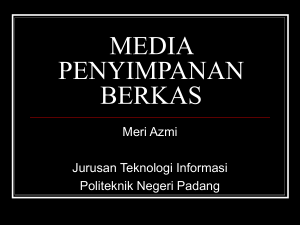
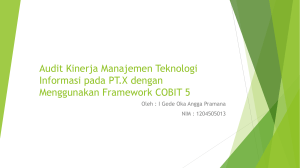
11. PROSES PEMESINAN NONTRADISIONAL DAN PEMOTONGAN TERMAL PROSES ENERGI MEKANIK Berdasarkan energi yang digunakan, proses pemesinan nontradisional dapat dibagi atas empat katagori : - pemesinan ultrasonik (ultrasonic machining, USM), - pemotongan pancaran air (water jet cutting, WJC), - pemotongan pancaran air abrasif (abrasive water jet cutting, AWJC), dan - pemesinan pancaran abrasif (abrasive jet machining, AJM). Pemesinan ultrasonik (USM), adalah pemesinan nontradisional yang menggunakan campuran air dengan partikel abrasif (slurry), digerakkan dengan kecepatan tinggi ke suatu bendakerja, dengan menggetarkan perkakas pada amplitudo yang rendah yaitu sekitar 0,003 in. (0,076 mm) dan frekuensi tinggi mendekati 20.000 Hz. Perkakas berisolasi dengan arah tegaklurus terhadap permukaan bendakerja, dan partikel abrasif akan mengikis bendakerja sedemikianrupa sehingga dihasilkan bentuk yang sesuai dengan bentuk perkakas seperti ditunjukkan dalam gambar 11.1. Gambar 11.1 Pemesinan ultrasonik Amplitudo vibrasi harus diatur mendekati sama dengan ukuran butir partikel, sedang celah antara perkakas dengan benda kerja harus diatur sekitar dua kali ukuran butir partikel. Gambar 11.2 menunjukkan hubungan antara osilasi frekuensi dan amplitudo dengan kecepatan pembentukan gram (MRR) pada proses USM. 221 Gambar 11.2 Hubungan antara osilasi frekuensi dan amplitudo dengan kecepatan pembentukan gram (MRR) pada proses USM Pemotongan pancaran air (WJC); menggunakan aliran air halus dengan tekanan dan kecepatan tinggi, yang diarahkan pada permukaan bendakerja sehingga menyebabkan bendakerja terpotong seperti ditunjukkan dalam gambar 11.3. Proses pemotongan ini juga disebut pemesinan hidrodinamik. Gambar 11.3 Pemotongan pancaran air Untuk mendapatkan aliran air yang halus digunakan pembukaan nosel dengan diameter sekitar 0,004 sampai 0,016 in (0,1 sampai 0,4 mm). Agar diperoleh aliran dengan energi yang cukup untuk pemotongan, digunakan tekanan di atas 60.000 lb/in2 (400 Mpa), dan pancaran mencapai kecepatan di atas 3000 ft/sec. (900m/s). Cairan ditekan sesuai tingkat yang diinginkan dengan menggunakan pompa hidraulik. Sebagai cairan pemotong biasanya digunakan larutan polimer karena cendrung menghasilkan aliran yang lebih menyatu (coherent stream). Aliran cairan dari nosel dapat diatur besarnya, untuk material yang tipis pembukaan diatur lebih kecil agar dihasilkan pemotongan yang lebih halus. 222 Parameter dalam proses WJC adalah : - jarak antara nosel dan permukaan bendakerja (standoff distance). - diameter pembukaan nosel, - tekanan air dan kecepatan potong. Jarak antara pembukaan nosel dengan permukaan bendakerja harus diatur sekecil mungkin untuk menghindari adanya percikan aliran cairan. Jarak yang umum digunakan adalah 1/8 in (3,2 mm). Ukuran pembukaan nosel berpengaruh terhadap ketelitian pemotongan, pembukaan kecil digunakan untuk pemotongan halus pada material yang tipis, sedang untuk memotong material yang lebih tebal dibutuhkan pancaran aliran dan tekanan yang lebih besar pula. Kecepatan pemotongan yang sering digunakan dari 12 in./min (5 mm/s) sampai di atas 1200 in./min (500 mm/s). WJC sangat efektif digunakan untuk memotong alur yang sempit dalam bendakerja datar seperti plastik, tekstil, komposit, ubin, karpet, dan kulit. Pemotongan pancaran air abrasif (AWJC); bila WJC digunakan untuk pemotongan bendakerja logam, maka biasanya harus ditambahkan partikel abrasif kedalam aliran pancaran. Partikel abrasif yang sering digunakan adalah oksida aluminium, dioksida silikon, dan garnet (mineral silikat). Partikel abrasif yang ditambahkan kedalam aliran air sekitar 0,5 lb/min (0,23 kg/min) setelah keluar dari nosel. Parameter dalam proses AWJC sama dengan pada proses WJC, yaitu : - diameter pembukaan nosel, - tekanan air, dan - jarak antara pembukaan nosel dan permukaan bendakerja. Diameter pembukaan nosel berkisar antara 0,010 in. (0,25 mm) sampai 0,025 in. (0,63 mm), sedikit lebih besar daripada WJC. Tekanan air yang digunakan hampir sama seperti WJC, sedang jarak antara pembukaan nosel dengan permukaan bendakerja sedikit lebih kecil, untuk meminimalkan dampak dari percikan cairan pemotong, yang sekarang mengandung partikel abrasif. Jarak tersebut sekitar seperempat dan setengah dari jarak yang biasa dipakai pada WJC. Pemesinan Pancaran Abrasif (AJM); adalah proses pelepasan material yang menggunakan aliran gas kecepatan tinggi yang mengandung partikel-pertikel abrasif kecil seperti ditunjukkan dalam gambar 11.4. Disini digunakan gas kering dengan tekanan 25 sampai 200 lb/in2 (0,2 sampai 1,4 MPa) dialirkan melalui lubang nosel dengan diameter 0,003 sampai 0,040 in. (0,075 sampai 1,0 mm) pada kecepatan 500 sampai 1000 ft/min (2,5 sampai 5,0 m/s). Gas yang digunakan adalah udara kering, nitrogin, dioksida karbon, dan helium. Untuk mengarahkan nosel pada bendakerja biasanya dilakukan secara manual oleh seorang operator. Jarak antara ujung nosel dengan permukaan bendakerja sekitar 223 1/8 in. sampai beberapa in. Tempat kerja harus disiapkan dengan ventilasi yang cukup memadai untuk operator. Gambar 11.4 Pemesinan pancaran abrasif AJM pada umumnya digunakan untuk proses penyelesaian seperti pemangkasan, pembersihan, pemolesan, dan sebagainya. Pemotongan dapat dilakukan untuk material yang keras dan getas ( sebagai contoh gelas, silikon, mika, dan keramik) yang berbentuk rata dan tipis. Abrasif yang sering digunakan adalah oksida aluminium (untuk aluminium dan kuningan), karbida silikon (untuk baja tahan karat dan keramik), dan butir gelas (untuk pemolesan). Ukuran diameter butir sangat halus, berkisar antara 15 sampai 40 m, dan untuk dapat digunakan ukuran tersebut harus seragam. PROSES ENERGI TERMAL Karakteristik proses pelepasan material dengan menggunakan energi termal ditandai dengan pemakaian temperatur lokal yang sangat tinggi, cukup panas untuk melepaskan material dengan peleburan atau penguapan. Proses Pelepasan Muatan Listrik (Electric Discharge Processes) adalah proses pelepasan logam dengan menggunakan pelepasan muatan listrik yang mengakibatkan terjadinya temperatur lokal cukup tinggi untuk melebur atau menguapkan logam. Dua proses utama yang termasuk dalam katagori ini adalah : - pemesinan pelepasan muatan listrik (electric discharge machining, EDM), dan - pemotongan kabel pelepasan muatan listrik (electric discharge wire cutting, EDWC). Pemesinan pelepasan muatan listrik (EDM), seperti ditunjukkan dalam gambar 11.5 termasuk proses nontradisional yang paling banyak digunakan. Bentuk permukaan akhir bendakerja dihasilkan oleh elektrode pembentuk. Pelepasan muatan listrik terjadi pada celah antara elektrode dan permukaan bendakerja. Proses EDM harus dilakukan dalam suatu media fluida dielektrik, yang merupakan penghantar untuk 224 setiap pelepasan muatan listrik (discharge) karena fluida akan menjadi terionisasi di dalam celah. Pelepasan muatan listrik dihasilkan oleh catu daya listrik arus searah yang dihubungkan dengan bendakerja dan elektrode. Gambar 11.5 Pemesinan pelepasan muatan listrik Gambar 11.5(b) menunjukkan celah antara elektrode perkakas dan benda kerja. Pelepasan muatan listrik terjadi pada dua permukaan yang terdekat. Ionisasi fluida dielektrik pada lokasi tersebut merupakan penghantar untuk pelepasan muatan. Pada daerah tempat terjadinya pelepasan muatan listrik tersebut akan timbul panas dengan temperatur sangat tinggi sehingga bagian kecil permukaan bendakerja secara tiba-tiba menjadi lebur dan terlepas. Aliran fluida kemudian membersihkan partikel kecil (serpihan) tersebut. Melepasnya bagian kecil dari permukaan bendakerja menyebabkan jarak dari elektrode perkakas menjadi lebih jauh, sehingga bagian lain yang lebih dekat akan mengalami proses yang sama dengan sebelumnya. Demikian seterusnya sampai semua daerah mengalami pengurangan yang sama. Walupun pelepasan muatan listrik secara individual melepaskan bagian demi bagian dari bendakerja, tetapi hal ini terjadi ratusan bahkan ribuan kali per 225 detik sehingga pengikisan secara bertahap akan terjadi pada semua bagian permukaan dalam daerah celah tersebut. Dua variabel proses utama dalam EDM adalah : - arus, dan - frekuensi pelepasan muatan listrik. Bila salah satu parameter ini meningkat, maka laju pelepasan material juga akan meningkat. Kekasaran permukaan juga dipengaruhi oleh arus dan frekuensi, seperti ditunjukkan dalam gambar 11. 6. Permukaan akhir yang paling baik dihasilkan dalam EDM dengan pengoperasian pada frekuensi yang tinggi dan arus pelepasan muatan listrik yang rendah. Gambar 11.6 Penyelesaian permukaan dalam EDM sebagai fungsi arus pelepasan muatan dan frekuensi pelepasan muatan Karena perkakas memberikan penetrasi pada bendakerja, maka ini berarti telah terjadi proses pemesinan lubang pada bendakerja diluar ukuran perkakas (perkakas tidak menyentuh bendakerja). Jarak antara perkakas dengan bendakerja pada saat pemesinan lubang terjadi disebut overcut. Overcut sebagai fungsi arus dan frekuensi ditunjukkan dalam gambar 11.7. Gambar 11.7 Overcut sebagai fungsi arus dan frekuensi 226 Perlu dicatat bahwa temperatur bunga api yang tinggi tidak hanya menyebabkan meleburnya bendakerja tetapi juga melebur perkakas, sehingga akan terjadi rongga kecil pada permukaan yang berhadapan dengan rongga yang dihasilkan pada bendakerja. Keausan perkakas biasanya diukur sebagai rasio antara material yang dilepaskan pada bendakerja dengan material yang dilepaskan pada perkakas. Rasio ini berkisar antara 1,0 sampai 100 atau sedikit di atasnya, tergantung pada kombinasi material bendakerja dengan material elektrode perkakas. Elektrode perkakas biasanya dibuat dari : - grafit, - tembaga tungsten, - tembaga, - perak tungsten, dan - kuningan, - material yang lain. Kekerasan dan kekuatan material bendakerja bukan merupakan faktor dalam EDM, karena prosesnya tidak melalui persentuhan antara perkakas dengan bendakerja. Tetapi titik lebur material bendakerja adalah merupakan sifat yang sangat penting, dan laju pelepasan material dapat dihubungkan secara pendekatan dengan titik lebur, dengan menggunakan rumus empiris sebagai berikut : MRR = K I / Tm1,23 Dimana : MRR = laju pelepasan material, in. 3/min (cm3/min); K = konstante personalitas = 5,08 dalam satuan US, atau = 39,86 dalam satuan SI I = arus pelepasan muatan (discharge current), Amper, Tm = temperatur lebur bendakerja, oF, (oC). Contoh soal : Suatu alloy memiliki titik lebur = 200oF akan dimesin dalam operasi EDM. Bila 8material (MRR) ? Jawab : MRR = 5,08 (25)/20001,23 = 0,11 in.3/min. Pemotongan kabel pelepasan muatan listrik (EDWC), sering disebut EDM kabel, adalah bentuk khusus pemesinan pelepasan muatan listrik yang menggunakan kabel berdiameter kecil sebagai elektrode untuk memotong bendakerja, seperti ditunjukkan dalam gambar 11.8. Proses pemotongan dalam EDM kabel dilakukan dengan energi termal dari pelepasan muatan listrik antara kabel elektrode dan bendakerja. Kendali numerik digunakan untuk mengendalikan gerakan bendakerja selama pemotongan. Pada saat pemotongan, kabel secara kontinu digerakkan dari satu penggulung ke penggulung yang lain agar elektrode ke bendakerja selalu dalam keadaan baru dengan diameter konstan, sehingga celah pemotongan yang dihasilkan 227 tetap sama selama proses berlangsung. Seperti pada EDM, EDM kabel harus dilakukan dalam media dielektrik. Hal ini dilakukan dengan nosel yang diarahkan pada antarmuka (interface) perkakas dan bendakerja, atau dengan memendam bendakerja dalam bak dielektrik. Gambar 11.8 Pemotongan kabel pelepasan muatan listrik Diameter kabel berkisar dari 0,003 hingga 0,012 in. (0,076 hingga 0,30 mm), tergantung pada lebar potongan yang diinginkan. Material yang digunakan untuk kabel adalah kuningan, tembaga, tungsten, dan molibdenum. Fluida dielektrik yang digunakan adalah air atau oli yang telah dideionisasi. Seperti pada EDM, pada EDM kabel juga terjadi overcut yang membuat celah potong (kerf) lebih lebar daripada diameter kabel, seperti ditunjukkan dalam gambar 11.9. Overcut ini berkisar dari 0,0008 hingga 0,002 in. (0,020 hingga 0,051 mm). Gambar 11.9 Definisi dari kerf dan overcut dalam pemotongan kabel pelepasan muatan listrik Walupun EDWC mirip dengan operasi gergaji sabuk (bandsaw), tetapi ketelitiannya jauh melebihi gergaji sabuk. Celah potong jauh lebih sempit, sudut dapat dibuat 228 jauh lebih tajam, dan gaya potong terhadap bendakerja adalah nol. Sebagai tambahan, kekerasan dan ketangguhan material bendakerja tidak berpengaruh terhadap performansi. Yang menjadi persyaratan hanyalah bahwa bendakerja harus memiliki sifat hantaran listrik. Pemesinan Berkas Laser Laser digunakan untuk berbagai jenis operasi dalam industri, termasuk perlakuan panas (heat treatment), pengelasan, dan pengukuran, serta penggoresan (scribing), pemotongan, dan penggurdian. Istilah laser merupakan singkatan dari light amplification of stimulated emission of radiation. Laser adalah suatu transduser optik yang mengkonversikan energi listrik menjadi berkas sinar yang menyatu. Berkas sinar laser memiliki beberapa sifat berbeda dari sinar yang lain, yaitu : - hanya memiliki satu panjang gelombang (monokromatik), dan - memiliki berkas sinar sejajar (hampir sempurna). Sifat-sifat ini memungkinkan sinar laser dapat difokuskan menggunakan lensa optik konvensional, menjadi titik terpusat sehingga memiliki densitas daya yang tinggi. Tergantung pada jumlah energi yang terkandung dalam berkas sinar dan tingkat konsentrasi sinar kesuatu titik, berbagai proses industri dapat dilakukan. Pemesinan berkas laser (laser beam machining, LBM), seperti ditunjukkan dalam gambar 11.10 adalah proses pemesinan menggunakan energi sinar laser untuk melepaskan material bendakerja dengan menguapkan dan membakar. Gambar 11.10 Pemesinan berkas laser 229 Pemesinan berkas laser digunakan dalam berbagai jenis penggurdian, pembelahan, pembuatan alur, penggoresan, dan operasi penandaan. Penggurdian diameter lubang kecil dapat dilakukan di bawah 0,001 in. (0,025 mm). Untuk lubang yang lebih besar, diameter di atas 0,020 in. (0,50 mm), dilakukan dengan mengendalikan berkas laser memotong garis luar dari lubang. LBM tidak digunakan untuk proses produksi massal, dan pada umumnya digunakan untuk bendakerja yang tipis. Material kerja yang dapat dikerjakan dengan LBM sebenarnya tidak terbatas. Sifat material yang ideal untuk dikerjakan dengan LBM adalah material yang memiliki : - daya absorbsi energi sinar tinggi, - reflektivitas (daya pantul sinar) rendah, - konduktivitas termal baik, - panas lebur rendah, - panas penguapan rendah. Material bendakerja yang dapat dikerjakan dengan LBM adalah : - logam dengan kekerasan dan kekuatan yang tinggi, - logam lunak, - keramik, - gelas dan epoksi gelas, - plastik, - karet, - kain, dan - kayu. Daftar Pertanyaan 1. Gambar dan jelaskan prinsip kerja pemesinan ultrasonik dan berikan contoh penggunaannya ! 2. Jelaskan dan gambar kurve hubungan antara osilasi frekuensi dan amplitudo dengan kecepatan pembentukan gram dalam proses pemesinan ultrasonik ! 3. Gambar dan jelaskan prinsip kerja pemesinan hidrodinamik ! 4. Sebutkan beberapa parameter yang menentukan keberhasilan proses pemesinan hidrodinamik tersebut ! 5. Gambar dan jelaskan prinsip kerja pemotongan pancaran air abrasif ! 6. Mengapa jarak antara pembukaan nosel dengan permukaan bendakerja pada pemotongan pancaran air abrasif dipasang sedikit lebih kecil dibandingkan dengan pada proses pemesinan hidrodinamik ? 7. Gambar dan jelaskan prinsip kerja pemesinan pancaran abrasif ! 8. Sebutkan beberapa contoh penggunaan pemesinan pancaran abrasif ! 9. Gambar dan jelaskan prinsip kerja pemesinan pelepasan muatan listrik ! 10. Mengapa pemesinan pelepasan muatan listrik tidak dapat digunakan untuk pemotongan material non-logam ? Jelaskan ! 230 11. Jelaskan dan gambar kurve hubungan antara penyelesaian permukaan dalam proses pemesinan pelepasan muatan listrik sebagai fungsi arus pelepasan muatan dan frekuensi pelepasan muatan ! 12. Apa yang dimaksud dengan over cut dalam proses pemesinan pelepasan muatan listrik ? 13. Jelaskan dan gambar kurve hubungan antara overcut dalam proses pemesinan pelepasan muatan listrik sebagai fungsi arus dan frekuensi ! 14. Gambar dan jelaskan prinsip kerja pemotongan kabel pelepasan muatan listrik ! 15. Apakah performansi pemotongan kabel pelepasan muatan listrik ini dipengaruhi oleh kekerasan dan ketangguhan material bendakerja ? Jelaskan ! 16. Apa yang dimaksud dengan kerf dalam proses pemotongan kabel pelepasan muatan listrik ? 17. Apa yang Saudara ketahui tentang laser ? Jelaskan ! 18. Gambar dan jelaskan prinsip kerja pemesinan berkas laser ! 19. Sifat apa yang harus dimiliki material agar dapat dikerjakan dengan proses pemesinan berkas laser ? 20. Sebutkan beberapa jenis material bendakerja yang dapat dikerjakan dengan proses pemesinan berkas laser ! 231