Analisis Penerapan Cara Produksi dan Penanganan Daging di
advertisement

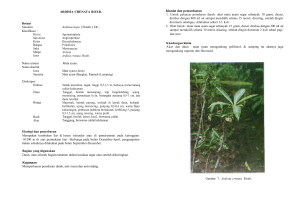
Analisis Penerapan Cara Produksi dan Penanganan Daging di Rumah Potong Ayam Modern PT. X, Semi Modern Y, dan Tradisional Z Tahun 2013 Amelia Hanis, Ratu Ayu Dewi Sartika Fakultas Kesehatan Masyarakat Program Studi Gizi Kesehatan Masyarakat Abstrak Tujuan dari penelitian ini adalah untuk menganalisis penerapan cara produksi dan penanganan daging ayam yang baik dengan pendekatan prinsip HACCP di RPA modern PT. X, RPA semi modern Y, dan RPA tradisional Z. Penelitian dilakukan pada bulan April-Mei 2013. Desain penelitian ini adalah penelitian kualitatif yang bersifat analitik deskriptif dengan metode studi kasus. Informan penelitian ini berjumlah 8 orang, yaitu supervisor di RPA PT. X yang berasal dari divisi Quality Assurance (QA), Quality Control (QC), Produksi, dan Warehouse, pemilik, pekerja di RPA Y, pemilik, dan pekerja di RPA Z. Pengumpulan data dilakukan dengan cara melakukan wawancara mendalam, observasi, dan telusur dokumen. Hasil penelitian menunjukkan bahwa RPA PT. X sudah menerapkan cara produksi dan penanganan daging ayam yang baik dan prinsip HACCP pada seluruh tahapan proses pemotongan ayam mulai dari penerimaan, penyembelihan, pengeluaran jeroan, pencucian, pendinginan, pemotongan karkas, penyimpanan, hingga pendistribusian. Sedangkan RPA Y dan Z belum menerapkan cara produksi dan penanganan daging ayam yang baik dan prinsip HACCP. Saran dari peneliti, diharapkan RPA PT. X melakukan evaluasi terutama pada tindakan pencegahan. Sedangkan RPA Y dan Z sebaiknya berusaha menerapkan cara produksi dan penanganan daging ayam yang baik dan prinsip HACCP dalam proses pemotongan ayam. Kata Kunci : cara produksi yang baik, cara penanganan yang baik, HACCP, pemotongan ayam, Rumah Potong Ayam Abstract The purpose of this study is to analyze the implementation of Good Manufacturing and Handling Practices with HACCP Principles Aproach in Modern Chicken Slaughterhouse PT. X, Semi Modern Chicken Slaughterhouse Y, and Traditional Chicken Slaughterhouse Y. This study was conducted in April and May 2013. The design of this study is descriptive analitic qualitative design with case study method. The informants of this study are 8 persons, which are supervisors of Quality Assurance (QA), Quality Control (QC), Production, and Warehouse Division in PT. X, owner and employee in Chicken Slaughterhouse Y, owner and employee in Chicken Slaughterhouse Z. Data was collected by conducting in depth interview, observation, and document review. The result of this study shows that PT. X has implemented Good Manufacturing and Handling Practices and 7 principles of HACCP in all stages of chicken slaughtering process, including receiving, slaughtering, evisceration, washing and chilling, cutting, storing, and distribution. Chicken Slaughterhouse Y and Z has not implemented Good Manufacturing and Handling Practices and HACCP principles. The author suggest that PT. X should evaluate the system, especially the preventive actions. Slaughterhouse Y and Z should try to implement Good Manufacturing and Handling Practices and HACCP principles in chicken slaughtering process. Key Words : Good Manufacturing Practices, Good Handling Practices, HACCP, food safety, chicken slaughter, chicken slaughterhouse Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 Pendahuluan Konsumsi daging unggas, terutama ayam telah meningkat tajam dalam dekade terakhir karena harganya yang relatif lebih murah, bergizi tinggi dan rendah lemak, serta mudah dan cepat dipersiapkan (FAO, 2010; Mulder, 1999). Namun demikian, daging ayam rentan untuk menjadi pembawa bakteri patogen seperti serotipe Salmonella, Campylobacter jejuni, Listeria monocytogenes, Clostridium perfringens, dan Staphylococcus aureus yang dapat menyebabkan demam typhoid, demam paratyphoid, dan penyakit gastroenteritis (Sams, 2001). Proses pemotongan ayam merupakan proses yang berisiko tinggi terjadinya kontaminasi, terutama oleh bakteri patogen (Sams, 2001). Tingginya kebutuhan akan daging ayam mendorong berkembangnya bisnis komoditi daging ayam. Namun sayangnya, hal ini tidak dibarengi dengan penerapan aspek higiene sanitasi pada proses pemotongan sehingga daging ayam yang beredar di masyarakat tidak terjamin mutu dan keamanannya (Kementan, 2010). Untuk meminimalisir kasus keracunan dan penyakit bawaan makanan terutama yang disebabkan oleh daging ayam, maka penting bagi Rumah Potong Ayam untuk menerapkan higiene sanitasi dan cara produksi dan penanganan daging ayam yang baik (Kementan, 2010) dengan pendekatan prinsip HACCP karena sistem HACCP merupakan pendekatan ilmiah dan sistematis yang dapat mengidentifikasi dan mengendalikan bahaya untuk menjamin keamanan pangan (Winarno, 2004). RPA PT. X merupakan RPA yang modern, sudah menerapkan GMP, SSOP, dan HACCP. RPA Y merupakan RPA semi modern yang prosesnya dibantu dengan mesin, namun masih banyak yang dilakukan secara manual, namun belum menerapkan GMP, SSOP, dan HACCP. Sedangkan RPA Z merupakan RPA tradisional yang prosesnya masih banyak dilakukan secara manual, serta belum menerapkan GMP, SSOP, dan HACCP. Oleh karena itu, penelitian ini dilakukan untuk membandingkan penerapan cara produksi dan penanganan daging ayam yang baik dengan pendekatan prinsip HACCP di RPA modern PT. X, RPA semi modern Y, dan RPA tradisional Z. Tinjauan Teoritis Proses pemotongan ayam secara umum terdiri dari proses penerimaan dan penampungan ayam hidup, penyembelihan, pengeluaran jeroan, pencucian dan pendinginan, pemotongan karkas, penyimpanan produk jadi, dan pendistribusian (Sams, 2001). Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 Setelah tiba di rumah potong ayam, ayam diturunkan dari truk pengangkut, dihitung dan ditimbang untuk mengetahui tingkat susut ayam selama di perjalanan. Setelah itu ayam diistirahatkan minimal 2 jam agar ayam tidak stress. Ayam juga diperiksa oleh dokter hewan atau paramedik kesehatan hewan. Ayam yang sakit tidak boleh dipotong dan harus dipisahkan dari ayam yang sehat (Kementan, 2010). Sebelum disembelih, ayam dapat dipingsankan terlebih dahulu agar kesadarannya menurun (Kementan, 2010). Penyembelihan harus dilakukan dengan pisau yang tajam dan bersih dan memotong 3 saluran sekaligus, yaitu saluran makanan, saluran pernafasan, dan urat nadi (Kementan, 2010). Penggunaan pisau untuk menyembelih secara bergantian dapat menyebabkan kontaminasi silang dan bakteri dapat masuk ke aliran darah (Barbut, 2002; Mead, 2004). Kontaminasi silang ini dapat dicegah dengan cara mensterilkan pisau dengan menggunakan panas atau dengan mengalirkan air berklorinasi ke mesin penyembelih secara terus-menerus (Mead, 2004). Setelah leher teriris, ayam dibiarkan tuntas darahnya selama 3-5 menit (Kementan, 2010). Selanjutnya dilakukan pencabutan bulu. Pencelupan dengan air panas menyingkirkan sebagian tanah, feses, dan kontaminan lain yang menempel di bulu. Tetapi, kontaminan ini dapat menyebar ke karkas lain melalui air pencelup (Sams, 2001). Pencabutan bulu memang mengurangi jumlah bakteri pada ayam, terutama bakteri yang menempel pada bulu. Tetapi penggunaan mesin pencabut bulu secara bergantian dan pencabutan sisa bulu secara manual dapat menimbulkan kontaminasi silang (Sams, 2001). Menurut Kementan (2010), pengeluaran jeroan dapat dilakukan secara manual maupun dengan mesin. Apabila secara manual, pekerja harus sering mencuci tangan untuk mengurangi peluang kontaminasi dari tangan pekerja ke karkas yang dipegang (Sams, 2001). Pengeluaran jeroan yang tidak hati-hati dapat mengakibatkan robeknya usus sehingga menyebabkan kontaminasi feses dan bakteri menempel pada karkas (Sams, 2001). Setelah pengeluaran jeroan, harus dilakukan pemeriksaan postmortem untuk mengeliminasi karkas dan jeroan yang tidak aman dan layak untuk dikonsumsi (Kementan, 2010). Pencucian karkas sebelum pendinginan dimaksudkan untuk menghilangkan materi organik dan feses yang mungkin menempel pada karkas (Sams, 2001). Pendinginan karkas bertujuan untuk menghambat pertumbuhan mikroba sehingga mencapai batas yang aman bagi kesehatan manusia dan memperpanjang masa simpan karkas (Kementan, 2010). Segera setelah pengeluaran jeroan, kurang lebih 1-2 jam setelah disembelih, suhu karkas harus diturunkan hingga 4°C atau kurang. Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 Setelah pendinginan, karkas dinilai mutunya. Penilaian mutu, penimbangan, dan pengemasan harus dilakukan secepatnya dan tanpa penundaan agar tidak terjadi pertumbuhan mikroba yang berarti yang akan merusak mutu karkas (Mead et al., 1993 dalam Mead, 2004). Pemotongan karkas dapat dilakukan secara manual maupun dengan mesin. Kontaminasi silang dapat terjadi karena bakteri dapat berpindah melalui permukaan yang kontak dengan karkas, peralatan atau pisau yang digunakan, maupun pekerja (Sams, 2001). Oleh karena itu, peralatan harus sering dibersihkan dan didesinfeksi, peralatan dan permukaan juga harus dijaga agar kering (Mead, 2004). Selama proses pemotongan karkas, suhu karkas dijaga agar tidak melebihi 10°C dan dilakukan dalam waktu yang seminimal mungkin untuk menghambat pertumbuhan bakteri pada karkas ayam (Sams, 2001). Suhu ruangan juga harus dijaga agar tetap sejuk untuk meminimalkan pertumbuhan bakteri perusak (Mead, 2004). Produk jadi sebaiknya dikemas untuk melindungi dari mikroorganisme, tikus, debu, kontaminan luar, cahaya, oksigen, dan menjaga kelembaban (Sams, 2001). Produk ayam segar harus disimpan pada suhu maksimal 4°C sedangkan produk ayam beku harus disimpan pada suhu maksimal -18°C. Pada proses ini terdapat bakteri patogen L. monocytogenes yang mampu bertahan hidup pada suhu yang dingin (Sams, 2001). Proses yang terakhir adalah proses pendistribusian ke distributor maupun konsumen. Karkas dan daging ayam yang sebelumnya sudah dikemas, sebaiknya dimasukkan ke dalam kemasan sekunder untuk melindungi dari kerusakan, kebocoran, tanah, dan debu selama pendistribusian. Suhu merupakan faktor penting yang mempengaruhi pertumbuhan mikroba sehingga dapat mempengaruhi masa simpan produk. Produk jadi harus didistribusikan dengan menggunakan truk berpendingin yang mampu menjaga suhu produk hingga maksimal 4°C untuk produk segar dan -18°C untuk produk beku (Mead, 2004) atau menggunakan boks yang ditambah pecahan es pada bagian teratas karkas (Kementan, 2010). Sistem HACCP merupakan pendekatan ilmiah dan sistematis dalam mengidentifikasi dan mengendalikan bahaya untuk menjamin keamanan pangan. HACCP merupakan alat untuk menilai bahaya dan membuat suatu sistem pengendalian yang berfokus pada upaya pencegahan. HACCP dapat diterapkan pada seluruh rantai pangan, mulai dari produk primer hingga konsumsi akhir (SNI 001-4852-1998). Sistem HACCP terdiri dari tujuh prinsip, yaitu melaksanakan analisa bahaya, menentukan Titik Kendali Kritis (Critical Control Points-CCPs), menetapkan batas kritis, menetapkan sistem untuk memantau pengendalian TKK (CCP), menetapkan tindakan Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 perbaikan apabila hasil pemantauan menunjukkan bahwa terdapat titik kendali kritis yang menyimpang, menetapkan prosedur verifikasi untuk memastikan bahwa sistem HACCP bekerja secara efektif, dan menetapkan dokumentasi mengenai semua prosedur dan catatan yang sesuai dengan prinsip-prinsip sistem HACCP dan penerapannya (SNI 001-4852-1998). Metode Penelitian Desain penelitian ini adalah penelitian kualitatif yang bersifat analitik deskriptif dengan metode studi kasus. Penelitian dilakukan pada bulan April-Mei 2013 di RPA modern PT. X yang terletak di Desa Jabon Mekar, Kecamatan Parung, Kabupaten Bogor, RPA semi modern Y yang terletak di Kampung Kedaung, Kecamatan Sawangan, Kota Depok, dan RPA tradisional Z yang terletak di Pamulang, Tangerang Selatan. Informan penelitian ini di RPA modern PT. X adalah 4 orang supervisor yang masing-masing berasal dari divisi Quality Assurance (QA), Quality Control (QC), Produksi, dan Warehouse. Di RPA semi modern Y, informan penelitian berjumlah 2 orang, yaitu pemilik RPA dan pekerja. Sedangkan di RPA tradisional Z, informan berjumlah 2 orang yaitu pemilik RPA dan pekerja. Data primer diperoleh dari hasil wawancara mendalam dengan informan dan hasil observasi di RPA. Sedangkan data sekunder berupa prosedur, instruksi kerja, formulir, dokumen, surat, foto, dan sertifikat. Pengumpulan data pada penelitian ini dilakukan oleh peneliti sendiri dengan cara melakukan wawancara mendalam, observasi, dan telusur dokumen. Untuk menjaga validitas data dalam penelitian ini, maka dilakukan triangulasi sumber dan metode. Hasil wawancara mendalam, observasi, dan dokumen yang ditelusur kemudian disajikan dalam bentuk narasi, dianalisis, dibandingkan dengan teori dan ditarik kesimpulan. Hasil Penelitian dan Pembahasan - Proses Penerimaan Di RPA PT. X, dilakukan pemeriksaan SKKH (Surat Keterangan Kesehatan Hewan) atau walaupun tidak semua peternak sudah memiliki SKKH sedangkan di RPA Y dan Z tidak diperiksa. Padahal sebaiknya ayam yang diterima disertai SKKH, karena surat tersebut menerangkan kesehatan ayam yang akan dipotong. Di RPA PT. X, ayam ditimbang lalu diistirahatkan 1-2 jam, setelah itu digantung di shackle sambil dihitung. Di RPA Y, setelah sampai, ayam ditimbang, lalu langsung dipotong, tidak diistirahatkan, kecuali apabila persiapan potong belum selesai, maka ditunggu dulu dan ayam disiram air agar tidak kepanasan dan mati. Di RPA Z, ayam sudah ditimbang dan dihitung di peternakan, setelah sampai, ayam langsung dilepas dan Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 diistirahatkan sampai pagi. Penimbangan dilakukan untuk mengetahui tingkat susut selama di perjalanan. Sedangkan pengistirahatan sebaiknya dilakukan untuk memulihkan kondisi ayam dan mengurangi stres (Kementan, 2010). Di RPA PT. X, sambil diistirahatkan, dilakukan pemeriksaan antemortem. Staf Quality Control (QC) yang juga merupakan paramedik kesehatan hewan, memeriksa kenampakan, memarnya, dan kesehatan ayam. Di RPA Y dan Z, tidak dilakukan pemeriksaan kesehatan dan tidak ada tenaga dokter hewan atau paramedik veteriner yang bertanggung jawab memeriksa kesehatan ayam, tapi pada saat menangkap ayam, diusahakan hanya dipilih ayam yang sehat. Padahal sebaiknya dilakukan pemeriksaan antemortem oleh dokter hewan atau paramedik veteriner sebelum menyembelih agar ayam yang sakit tidak sampai disembelih karena ayam yang sakit dapat menimbulkan pencemaran pada peralatan, pekerja, dan tempat pemotongan (Kementan, 2010). Tabel 6.1 Analisa Bahaya dan Tindakan Pencegahan di Proses Penerimaan RPA PT. X Y Z Bahaya Bakteri Patogen Bakteri Patogen Bakteri Patogen Penyebab Ayam sakit dan carrier Ayam sakit dan carrier Ayam sakit dan carrier Tindakan Pencegahan Melakukan pemeriksaan kesehatan ayam Memilih ayam yang sehat Memilih ayam yang sehat Tabel 6.2 Penerapan Prinsip HACCP di Proses Penerimaan RPA PT. X Y Z CCP Batas Kritis Monitoring Koreksi Verifikasi Pemeriksaan antemortem Ayam sehat tidak menunjukkan tanda-tanda sakit Pemeriksaan antemortem Membuat Berita Acara Penolakan Audit Pada saat memilih ayam, dilihat tandatanda sakit Tidak ada, ayam sakit tetap dipotong. Tidak ada Tidak ada Pada saat memilih ayam, dilihat tandatanda sakit Apabila saat memilih ayam banyak yang sakit, maka pindah ke peternakan lain. Tidak ada Tidak ada Tidak ada Tidak ada Ayam tidak menunjukkan tanda sakit seperti ngorok, bulu leher berdiri, malas jalan. Ayam tidak menunjukkan tanda sakit seperti ngorok, bulu leher berdiri, malas jalan. Dokumen SKKH, Laporan harian pemeriksaan ayam hidup, Berita acara penolakan ayam hidup RPA PT. X sudah menerapkan seluruh prinsip HACCP, mulai dari analisa bahaya dan tindakan pencegahan, penentuan Titik Kendali Kritis (CCP), penentuan batas kritis, penentuan tindakan monitoring, penentuan tindakan perbaikan, tindakan verifikasi, dan Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 dokumentasi. Sedangkan RPA Y dan Z belum menerapkan seluruh prinsip HACCP pada proses ini. - Proses Penyembelihan Di RPA PT. X, ayam dipingsankan dulu sebelum disembelih dengan stunner, yaitu bak berisi air yang dialiri listrik sekitar 70 volt selama 1-2 detik. Sedangkan di RPA Y dan Z ayam tidak dipingsankan sebelum disembelih. Namun RPA Y berencana untuk memasang shackle dan stunner. Pemingsanan ini bertujuan untuk menurunkan kesadaran ayam dan mengurangi rasa sakit. Pemingsanan harus cukup, karena apabila kurang dapat menyulitkan proses penyembelihan, sedangkan apabila berlebihan, ayam dapat mati sebelum disembelih sehingga tidak halal dan penirisan darahnya menjadi tidak sempurna (Kementan, 2010). Di RPA PT. X, Y, dan Z, penyembelihan dilakukan secara manual, yaitu dengan pisau yang tajam, sambil membaca doa, dan harus mengenai saluran pernafasan, pencernaan, dan pembuluh darah. karena untuk menjaga kehalalannya. Di RPA PT. X, penyembelih sudah mendapat sertifikat dari MUI dan ayam digantung pada shackle. Sedangkan di RPA Y dan Z, ayam tidak digantung, tetapi dipegang dengan tangan. Hal yang penting dalam penyembelihan adalah pisau yang digunakan harus steril karena pisau yang kotor dapat menyebabkan kontaminasi bakteri (Barbut, 2002; Mead, 2004). Di RPA PT. X, pisau rutin dibersihkan dan diasah setiap 15 menit sekali. Namun di RPA Y dan Z, pisau hanya dibersihkan setelah selesai produksi. Di RPA PT. X, setelah ayam disembelih, ayam dibiarkan tergantung pada shackle yang bergerak selama rata-rata 3 menit untuk meniriskan darah. Sedangkan di RPA Y dan Z, penirisan darah dilakukan di dalam bak atau tong, ayam dibiarkan selama kira-kira 5 hingga 10 menit, agak lebih lama karena tidak menggunakan shackle. Darah harus ditiriskan sempurna karena akan mempengaruhi kualitas daging ayam yang dihasilkan dan warna daging menjadi merah (Kementan, 2010). Di RPA PT. X, Y, dan Z, penirisan darah sudah dilakukan dengan baik karena berdasarkan observasi peneliti, tidak ditemukan ayam yang dagingnya merah. Di RPA PT. X, ayam lalu dimasukkan ke mesin scalder 1 yang bersuhu 48-50°C selama 1 menit lalu ke scalder 2 yang bersuhu 58-60°C selama 1 menit. Di RPA Y, ayam yang sudah ditiriskan darahnya lalu dimasukkan ke mesin rebus yang bersuhu sekitar 60-62°C selama kurang lebih 1 menit. Sedangkan di RPA Z, ayam dimasukkan ke dalam panci berisi air panas selama 3-5 menit hingga kulit di bagian ceker ayam mengelupas. Perebusan dilakukan untuk mempermudah pencabutan bulu dan mengurangi jumlah Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 bakteri yang menempel pada ayam. Suhu dan lama perendaman sebaiknya dikendalikan dan air di dalam scalder harus diganti secara berkala untuk mengurangi cemaran (Kementan, 2010; Sams, 2001). Di ketiga RPA, air scalder sudah diganti berkala, yaitu setiap sehabis produksi. Di RPA PT. X, Y, dan Z, setelah keluar dari tangki scalding, pencabutan bulu dilakukan dengan mesin plucker. Bedanya adalah di RPA PT. X, ayam masih tergantung pada shackle lalu shackle bergerak melalui mesin pencabut bulu. Sedangkan di RPA Y dan Z, ayam dimasukkan ke mesin pencabut bulu yang berbentuk seperti drum. Di RPA Y, ayam dipindahkan ke mesin pencabut bulu dengan conveyor, sedangkan di RPA Z, ayam diangkat dari panci, lalu diletakkan di lantai, baru dimasukkan ke mesin pencabut bulu. Hal ini kurang baik karena dapat menyebabkan kontaminasi dari bakteri yang ada di lantai. Di RPA PT. X, setelah keluar dari mesin plucker, ayam dipotong kepala lehernya secara manual, lalu melewati mesin pemotong kaki, ayam dijatuhkan ke ruang pengeluaran jeroan, lalu digantung kembali secara manual. Di RPA Y, ayam keluar dari mesin pencabut bulu langsung masuk ke bak stainless, dimuat ke keranjang, lalu diangkat ke meja untuk dikeluarkan jeroannya. Di RPA Z, ayam yang keluar dari mesin pencabut bulu kemudian dimasukkan ke bak untuk kemudian dikeluarkan jeroannya. Hal ini sudah baik karena tidak ada kontak langsung dengan lantai. Namun berdasarkan observasi peneliti, di ketiga RPA, karkas dipegang langsung dengan tangan sehingga dapat meningkatkan kontaminasi bakteri dari tangan pekerja (Sams, 2001). Apalagi di RPA Y dan Z tidak terdapat fasilitas cuci tangan sehingga kemungkinan untuk membawa kontaminan lebih besar. Tabel 6.3 Analisa Bahaya dan Tindakan Pencegahan di Proses Penyembelihan RPA Bahaya Penyebab Pisau yang tidak bersih, kontaminasi tangan pekerja, air scalder Bakteri PT. X Benda asing Y Bakteri Z Bakteri Bulu yang tidak tercabut Kontaminasi dari pisau, tangan pekerja, air scalder, Kontaminasi dari pisau, tangan pekerja, air rebusan, lantai, Tindakan Pencegahan Pencucian pisau pemotong, cuci tangan, mengganti air scalder Melakukan perawatan plucker, mengatur suhu air scalder Membersihkan pisau setelah produksi, mengganti air scalder Membersihkan pisau setelah produksi, mengganti air scalder Tabel 6.4 Penerapan Prinsip HACCP di Proses Penyembelihan RPA PT. X CCP Penyembelihan halal Batas Kritis Terpotong 3 saluran (nafas, Monitoring Mengontrol terpotongnya Koreksi Ayam merah dimusnahkan Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 Verifikasi Audit Dokumen Checklist killling- Y Penyembelihan Z Tidak ada darah, pencernaan) Terpotong sempurna dan penirisan darah tuntas Warna daging tidak merah 3 saluran eviscerating Melihat warna daging ayam tidak merah Ayam merah dimusnahkan Tidak ada Tidak ada Melihat warna daging ayam tidak merah Ayam merah dimusnahkan Tidak ada Tidak ada RPA PT. X sudah menerapkan seluruh prinsip HACCP, mulai dari analisa bahaya, penentuan Titik Kendali Kritis (CCP), penentuan batas kritis, penentuan tindakan monitoring, penentuan tindakan perbaikan, tindakan verifikasi, dan dokumentasi. RPA Y dan Z hanya menerapkan tindakan perbaikan pada proses ini. Sedangkan prinsip lainnya belum dilakukan. - Proses Pengeluaran Jeroan Di RPA PT. X, ayam disayat di bagian dekat kloaka, jeroan dikeluarkan dengan menggunakan spoon, setelah itu ada operator yang menarik jeroan satu per satu, mulai dari hati ampela, empedu, usus, tembolok. Di RPA Y dan Z, ayam dilubangi di bagian dekat kloaka lalu dibuka dan jeroan diambil langsung dengan tangan. Hal ini kurang baik karena kontak dengan tangan pekerja dapat meningkatkan peluang kontaminasi bakteri (Sams, 2001). Agar usus dan tembolok tidak robek, ditempatkan pekerja yang terlatih. Tapi menurut informan di RPA Y, usus dan tembolok robek tidak menjadi masalah karena akan direndam di bak pencucian dan di bak berisi air es. Padahal robeknya usus dan tembolok akan menyebabkan karkas ayam tercemar bakteri dari kotoran dan sisa makanan ayam (Sams, 2001). Di RPA PT. X, setelah jeroan dikeluarkan, dilakukan pemeriksaan postmortem. QC memeriksa kualitas jeroan secara visual atau organoleptik dan melihat apakah hati, usus dan jantung menunjukkan kelainan seperti berwarna pucat, berbintik-bintik, abnormal, hipermi atau tidak. QC yang memeriksa jeroan merupakan paramedik veteriner sehingga benar-benar mengerti jeroan dan karkas yang jelek. Di RPA Y dan Z, hati ampela dipilih dan disortir oleh pekerja sendiri, tidak ada dokter hewan ataupun paramedik veteriner. Jeroan yang jelek misalnya hati yang hancur, terbungkus jaringan putih apabila terkena gumboro, berbintik merah bercampur putih, atau usus ada bulat-bulat putih akan dibuang. Pemeriksaan postmortem ini berguna untuk mengantisipasi ayam sakit yang tidak terdeteksi sebelum disembelih, mendeteksi kelainan pada karkas maupun jeroan dan memisahkan jeroan dan karkas yang aman untuk dikonsumsi (Kementan, 2010). Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 Tabel 6.5 Analisa Bahaya dan Tindakan Pencegahan di Proses Pengeluaran Jeroan RPA Bahaya PT. X Bakteri Y Bakteri Z Bakteri Penyebab Kontaminasi dari karyawan, pisau, spoon, kotoran ayam, ayam sakit yang tidak terdeteksi saat pemeriksaan antemortem Kontaminasi tangan pekerja, pisau, kotoran ayam Kontaminasi tangan pekerja, pisau yang jugadipakai untuk menyembelih, lantai Tindakan Pencegahan Sanitasi pisau, spoon saat produksi, cuci tangan karyawan Membersihkan pisau setelah produksi, memisahkan pisau untuk menyembelih dan untuk mengeluarkan jeroan Tidak ada Tabel 6.6 Penerapan Prinsip HACCP di Proses Pengeluaran Jeroan RPA CCP Batas Kritis Monitoring Koreksi Verifikasi Pemeriksaan postmortem Jeroan normal Mengecek secara visual Jeroan jelek dimusnahkan Audit Pengecekan terakhir karkas sebelum masuk area bersih Tidak ada jeroan dan bulu yang tertinggal di karkas Mengecek secara visual Jeroan dikeluarkan dan bulu dicabuti Audit Checklist killlingeviscerating Y Tidak ada Jeroan normal Jeroan jelek dibuang Tidak ada Catatan berat jeroan, kaki, kepala Z Tidak ada Jeroan normal Jeroan jelek dibuang Tidak ada Tidak ada PT. X Pekerja memeriksa jeroan Pekerja memeriksa jeroan Dokumen Checklist killlingeviscerating RPA PT. X sudah menerapkan seluruh prinsip HACCP, mulai dari analisa bahaya, penentuan Titik Kendali Kritis (CCP), penentuan batas kritis, penentuan tindakan monitoring, penentuan tindakan perbaikan, tindakan verifikasi, dan dokumentasi. RPA Y dan Z hanya menerapkan tindakan perbaikan pada proses ini. Sedangkan prinsip lainnya belum dilakukan. - Proses Pencucian dan Pendinginan Di RPA PT. X, ayam dimasukkan ke chilling tank 1 untuk pencucian dengan air yang bersuhu 10°C dan mengalir berlawanan arah dengan masuknya karkas, serta ditambahkan klorin dioksida secara otomatis dengan dosing pump. Pemberian klorin dioksida ini sudah baik karena dapat membunuh kuman yang ada di air dan di karkas (Kemenkes, 2010). Di RPA Y, ayam yang sudah dikeluarkan jeroannya dicuci dan diperiksa apabila masih ada bulu maupun maras yang tertinggal. Maras dan bulu ini dapat mempercepat pembusukan dan dapat menimbulkan bau tidak sedap. Di RPA Z, ayam dicuci dengan air biasa di Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 dalam bak. Ketiga RPA sudah melakukan pencucian. Pencucian bertujuan untuk menghilangkan materi organik dan kotoran yang menempel pada karkas (Sams, 2001). Di RPA PT. X, setelah keluar dari chilling tank 1, karkas masuk ke chilling tank 2 untuk didinginkan dengan air mengalir yang bersuhu maksimal 2°C. Karkas yang keluar diharapkan bersuhu maksimal 4°C. Di RPA Y, setelah dicuci, karkas dimasukkan ke bak pendinginan yang diisi air yang ditambah 10 balok es dan direndam selama 1-2 jam. Menurut informan, suhu air kurang lebih 5°C tetapi suhu karkas tidak dicek. Terdapat 2 bak pendinginan, setiap selesai merendam, ayam diangkat, lalu airnya dibuang dan diganti. Sedangkan di RPA Z, ayam tidak didinginkan. Padahal pendinginan harus dilakukan untuk menghambat pertumbuuhan mikroba dan segera setelah jeroan dikeluarkan, suhu karkas harus diturunkan hingga maksimal 4°C (Sams, 2001) atau akan segera terjadi pembusukan (Murtidjo, 2003). Tabel 6.7 Analisa Bahaya dan Tindakan Pencegahan di Proses Pencucian dan Pendinginan RPA PT. X Bahaya Bakteri Residu klorin Y Bakteri Z Bakteri Penyebab Kontaminasi dari air dan es Kerusakan dosing pump Maras yang menempel, tidak ada sirkulasi air di bak Bakteri yang menempel di karkas, kenaikan suhu Tindakan Pencegahan Mengecek kualitas air dan es setiap 2 minggu sekali Mengecek residu klorin Mencuci karkas, menambahkan klorin, es Melakukan pencucian Tabel 6.8 Penerapan Prinsip HACCP di Proses Pencucian dan Pendinginan RPA CCP Batas Kritis Suhu karkas keluar chilling tank ≤4°C, residu klorin 0,8-3 ppm, Monitoring Mengecek suhu karkas keluar chilling tank dan residu klorin PT. X Pendinginan Y Pendinginan Bak diberi 10 balok es Tidak ada Z Pencucian Tidak ada Tidak ada Koreksi Menambahkan es ke chilling tank, koreksi kadar klorin Apabila karkas rusak, dibuang Apabila karkas rusak, dibuang Verifikasi Dokumen Audit Laporan inspeksi chilling grading Tidak ada Tidak ada Tidak ada Tidak ada RPA PT. X sudah menerapkan seluruh prinsip HACCP, mulai dari analisa bahaya, penentuan Titik Kendali Kritis (CCP), penentuan batas kritis, penentuan tindakan monitoring, penentuan tindakan perbaikan, tindakan verifikasi, dan dokumentasi. Sedangkan RPA Y dan Z belum menerapkan prinsip HACCP pada proses ini, kecuali tindakan perbaikan. Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 - Proses Pemotongan Karkas Di RPA PT. X, ayam keluar dari chilling tank langsung digantung kembali dan ditiriskan pada shackle yang berjalan. Suhu di area chilling-grading merupakan suhu ruang, sehingga walaupun suhu karkas keluar dari chilling tank ≤4°C, dapat terjadi kenaikan suhu. Setelah itu, operator produksi memilah karkas menjadi grade A dan B, setelah itu baru dipisahkan berdasarkan ukuran karkas. Penilaian mutu dan penimbangan ini seharusnya dilakukan secepat mungkin untuk mencegah pertumbuhan mikroba. Namun, berdasarkan observasi peneliti, proses ini cukup memakan waktu dan suhu ruang yang tidak dikontol menyebabkan munculnya potensi pertumbuhan bakteri. Di RPA Y dan Z tidak dilakukan grading menjadi grade A dan B karena di RPA Y khusus memproduksi boneless, sedangkan RPA Z biasanya menjual daging ayam sebagai parting. Di RPA PT. X, setelah grading, karkas dipindahkan secepat mungkin ke chiller, lalu karkas diambil sesuai jumlah pesanan dan dipotong di ruang cut up (pemotongan) sesuai keinginan customer. Pemotongan karkas menjadi boneless dilakukan secara manual dengan pisau sedangkan parting dilakukan dengan mesin parting. Suhu di ruang cut up dijaga agar ≤10°C dan karkas ditambah es agar tetap dingin. Hal ini dilakukan untuk mencegah pertumbuhan bakteri. Di RPA Y, ayam dipotong dulu sayapnya, lalu pahanya. Setelah itu, bagian dada dan paha diproses menjadi boneless dengan pisau, dibuang kulitnya sesuai permintaan pelanggan, setelah itu dibungkus, ditumpuk, dan ditutup es. Sayangnya, suhu di ruang pemotongan adalah suhu ruang, tidak ada pendingin ruangan. Walaupun selama menunggu dipotong, karkas ditutupi taburan es, masih ada kemungkinan suhu karkas naik sehingga lebih rentan terhadap berkembangnya bakteri. Di RPA Z, ayam dipotong dengan golok di talenan yang diletakkan di atas lantai, dicuci, lalu ditiriskan di keranjang yang juga diletakkan di atas lantai. Padahal kontak dengan lantai sebaiknya dihindari karena di lantai terdapat banyak bakteri. Seharusnya pemotongan dilakukan di atas meja yang tidak terbuat dari kayu, tidak toksik, dan mudah dibersihkan (SNI 01-6160-1999). RPA Z juga tidak memiliki pendingin ruangan dan ayam juga tidak ditutupi taburan es sehingga sangat mendukung tumbuhnya bakteri. Di RPA PT. X, produk ada yang dikemas dengan menggunakan plastik, tray, dikemas secara vakum, hot seal, lalu diberi label, maupun dengan keranjang untuk produk curah. Di RPA Y, produk dikemas secara manual per 2 kg dengan kantong plastik PP. Sedangkan di RPA Z, ayam dikemas dengan kantong plastik kresek bening. Ketiga RPA sudah melakukan pengemasan. Pengemasan ini bertujuan untuk melindungi produk dari cemaran (Sams, 2001). Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 Tabel 6.9 Analisa Bahaya dan Tindakan Pencegahan di Proses Pemotongan Karkas RPA Bahaya Bakteri PT. X Sisa plastik dan seal tape Y Bakteri Bakteri Z Cemaran logam Penyebab Kontaminasi pekerja, pisau, talenan, kenaikan suhu Sisa plastik dan seal tape belum dirapikan Kontaminasi tangan pekerja, pisau, kenaikan suhu, Pisau untuk menyembelih juga dipakai untuk memotong karkas Pisau berkarat masih digunakan Tindakan Pencegahan Mencuci peralatan setiap 4 jam sekali, menjaga suhu ruang maks 10°C, mengadakan cuci tangan keliling Menyediakan wadah untuk sisa plastik Memberi es pada karkas, membersihkan pisau setelah produksi Mencuci pisau setelah produksi Tidak ada Tabel 6.10 Penerapan Prinsip HACCP di Proses Pemotongan Karkas RPA CCP Batas Kritis Monitoring Koreksi Verifikasi PT. X Pembekuan cepat Suhu karkas keluar dari blast freezer maks. -18°C Mengecek suhu produk, suhu blast freezer Pembekuan ulang Audit Y Pemberian es Tidak ada Tidak ada Z Tidak ada Tidak ada Tidak ada Apabila daging kebiruan, dipotong Apabila daging merah, memar dibuang Dokumen Form pengecekan area packing frozen, laporan in-out blast freezer Tidak ada Catatan berat dan jumlah daging Tidak ada Tidak ada RPA PT. X sudah menerapkan seluruh prinsip HACCP, mulai dari analisa bahaya, penentuan Titik Kendali Kritis (CCP), penentuan batas kritis, penentuan tindakan monitoring, penentuan tindakan perbaikan, tindakan verifikasi, dan dokumentasi. Sedangkan RPA Y dan Z belum menerapkan seluruh prinsip HACCP pada proses ini. - Proses Penyimpanan Di RPA PT. X, produk segar disimpan di chiller dengan suhu maksimal 4°C selama maksimal 3 hari, sedangkan produk frozen dibekukan dahulu di blast freezer dengan suhu sekitar -40°C selama 4 jam agar suhu karkas bisa mencapai ≤-18°C, setelah itu dikemas dengan karung, lalu disimpan di cold storage dengan suhu maksimal -18°C selama maksimal 1 tahun. Suhu penyimpanan harus diperhatikan karena kenaikan suhu dapat mempercepat pertumbuhan bakteri. Standar suhu di anteroom dan loading dock adalah 7°C agar kenaikan suhu produk tidak signifikan. Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 Di RPA Y, produk beku dibekukan dulu di blast freezer dengan suhu -40°C selama 4-8 jam, setelah itu dikeluarkan, dikemas dalam karung per 20 ekor, lalu disimpan di cold storage dengan suhu -20°C maksimal selama 6 bulan. Tetapi menurut informan, biasanya 1-2 bulan sudah habis barangnya. Sedangkan produk segar ditaburi es dan langsung diangkut atau disimpan di dalam ruang es apabila harus menunggu. Di RPA Z, ayam tidak pernah disimpan karena apabila ada pesanan baru dipotong. Seharusnya suhu penyimpanan harus dijaga 1-4°C untuk produk segar dan ≤-18°C untuk produk beku agar bakteri tidak tumbuh (Murtidjo, 2003). Tabel 6.11 Analisa Bahaya dan Tindakan Pencegahan di Proses Penyimpanan RPA Bahaya PT. X Bakteri Y Bakteri Z Bakteri Penyebab Kenaikan suhu chiller dan cold storage Kenaikan suhu ruang es dan cold storage, akumulasi kotoran di ruang es dan cold storage Kenaikan suhu produk Tindakan Pencegahan Mengecek suhu chiller dan cold storage, membersihkan chiller dan cold storage Tidak dilakukan pengecekan suhu. Cold storage dibersihkan tetapi tidak rutin Tidak ada Tabel 6.12 Penerapan Prinsip HACCP di Proses Penyimpanan RPA CCP PT. X Tidak ada Y Penyimpanan dingin Z Tidak ada Batas Kritis Standar suhu chiller ≤4°C, cold storage maksimal 18°C Suhu cold storage dapat mencapai 40°C Tidak ada Monitoring Koreksi Verifikasi Dokumen Mengecek suhu chiller dan cold storage. Memperbaiki mesin pendingin, evakuasi produk Audit Laporan Pengecekan Suhu Ruang Penyimpanan FGWH. Tidak ada Memperbaiki mesin pendingin Tidak ada Catatan keluar masuk barang Tidak ada Tidak ada Tidak ada Tidak ada RPA PT. X sudah menerapkan seluruh prinsip HACCP, mulai dari analisa bahaya, penentuan Titik Kendali Kritis (CCP), penentuan batas kritis, penentuan tindakan monitoring, penentuan tindakan perbaikan, tindakan verifikasi, dan dokumentasi. RPA Y hanya menerapkan tindakan perbaikan. Sedangkan RPA Z belum menerapkan seluruh prinsip HACCP pada proses ini. - Proses Pendistribusian Di RPA PT. X, produk yang akan dikirim telah dikemas dengan kemasan sekunder berupa kardus, karung untuk produk beku, dan keranjang untuk produk curah. Di RPA Y, kemasan yang digunakan untuk produk fresh adalah plastik, sedangkan produk frozen dikemas dengan karung. Sedangkan di RPA Z, kemasan yang digunakan adalah kantong plastik. Ketiga RPA sudah melakukan pengemasan. Pengemasan sekunder ini penting Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 untuk melindungi produk dari kerusakan, kebocoran, cemaran, dan debu selama pendistribusian (Sams, 2001). Kemasan harus cukup kuat, dapat melindungi produk dari cemaran tapi tidak mengandung bahan yang dapat mempengaruhi isi kemasan (Murtidjo, 2003). Di RPA PT. X, sebelum mobil diberangkatkan, mobil harus didinginkan terlebih dahulu. Standar di PT. X adalah suhu mobil untuk produk fresh harus mencapai 0-4°C sedangkan untuk produk beku suhunya maksimal -12°C. Hal ini sudah baik, yaitu agar tidak terjadi lonjakan suhu saat produk dimasukkan ke mobil. Barang dikeluarkan dari chiller dan cold storage secara FIFO (First in First Out) untuk produk fresh dan FEFO (First Expired First Out) untuk produk frozen. Hal ini sudah baik, produk yang dihasilkan lebih dulu didistribusikan lebih dulu untuk menjaga kualitas produk. Persiapan dilakukan di dalam chiller untuk produk fresh, di anteroom untuk produk dalam jumlah besar dan di cold storage untuk produk frozen dalam jumlah kecil. Namun sayangnya, suhu di anteroom 1 dan 2, yang berdekatan dengan loading dock selalu di atas standar (standarnya adalah ≤7°C) karena pendingin di loading dock rusak. Hal ini dapat menyebabkan suhu produk naik saat persiapan kirim, sehingga terdapat kemungkinan terjadi pertumbuhan mikroba. Di RPA Y, produk segar dikeluarkan dari ruang es, lalu ditimbang dan dikemas ulang sesuai pesanan. Suhu saat menimbang dan mengemas ulang adalah suhu ruang sehingga terdapat kemungkinan bakteri dapat tumbuh. Produk segar yang akan dikirim dimasukkan ke boks plastik lalu ditaburi es, ditutup dan dimasukkan ke mobil biasa. Hal ini kurang baik, karena tidak ada pendingin, maka es bisa meleleh di perjalanan dan bakteri rentan tumbuh. Produk beku dikeluarkan dari cold storage lalu ditimbang dan dimasukkan ke mobil berpendingin yang dapat mencapai suhu -20°C. Pengeluaran produk belum dilakukan secara FIFO, tetapi diambil secara acak. Hal ini kurang baik untuk kualitas produk karena produk yang lebih dulu diproduksi dapat menumpuk di cold storage dan apabila rusak, dapat terjadi kontaminasi ke produk yang masih baik. Sedangkan di RPA Z, apabila barang harus diantarkan, maka diantar dengan motor dan produk tidak didinginkan dengan es. Padahal suhu merupakan faktor penting karena mempengaruhi pertumbuhan mikroba dan masa simpan produk (Sams, 2001). Tabel 6.13 Analisa Bahaya dan Tindakan Pencegahan di Proses Pendistribusian RPA Bahaya PT. X Bakteri Penyebab Kenaikan suhu anteroom, loading dock, dan mobil Tindakan Pencegahan Mengecek suhu anteroom dan mobil Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 Y Bakteri Kenaikan suhu saat pendistribusian Z Bakteri Kenaikan suhu Pengiriman produk beku dengan mobil berpendingin. Tapi produk segar hanya ditaburi es. Tidak ada Tabel 6.14 Penerapan Prinsip HACCP di Proses Pendistribusian RPA CCP Batas Kritis Standar suhu anteroom ≤7°C, standar suhu mobil saat precooling 04°C untuk produk fresh dan ≤-12°C untuk produk frozen. Monitoring Koreksi Verifikasi Dokumen Audit Catatan data logger (suhu mobil selama di perjalanan) dan catatan komplain dari customer. QC mengecek suhu anteroom, suhu mobil saat precooling, dan suhu selama di perjalanan terekam Apabila sudah jelek, maka dimusnahkan. Apabila rusak dibuang. Tidak ada Catatan jumlah, berat barang, alamat pengiriman Apabila rusak dibuang. Tidak ada Tidak ada PT. X Tidak ada Y Pengiriman dingin Tidak ada Tidak dilakukan pengecekan suhu Z Tidak ada Tidak ada Tidak ada RPA PT. X sudah menerapkan seluruh prinsip HACCP, mulai dari analisa bahaya, penentuan Titik Kendali Kritis (CCP), penentuan batas kritis, penentuan tindakan monitoring, penentuan tindakan perbaikan, tindakan verifikasi, dan dokumentasi. RPA Y hanya melakukan tindakan perbaikan. Sedangkan RPA Z belum menerapkan seluruh prinsip HACCP pada proses ini. Kesimpulan RPA PT. X sudah menerapkan cara produksi dan penanganan daging ayam yang baik, kecuali bak celup tangan kurang efektif dan pendingin di loading dock rusak. RPA PT. X sudah memiliki sarana prasarana yang cukup memenuhi SNI RPA, kecuali lantai licin, tergenang, berlubang dan masih ada lalat. RPA PT. X sudah menerapkan seluruh prinsip HACCP. RPA Y belum menerapkan cara produksi dan penanganan daging ayam yang baik karena tidak melakukan pemeriksaan antemortem, tidak membersihkan pisau pada saat produksi, tidak melakukan pemeriksaan postmortem, meletakkan jeroan di atas lantai, tidak memasang pendingin di ruang pemotongan karkas, belum melakukan pembersihan cold storage secara rutin, dan tidak mendistribusikan produk segar dengan mobil berpendingin. RPA Y belum memiliki sarana prasarana yang memenuhi SNI RPA, karena tidak ada tempat cuci tangan, foot bath, dinding yang kurang tinggi, lantai yang licin dan tergenang, dan sarana Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 pengendalian hama. RPA Y juga belum menerapkan prinsip HACCP, kecuali tindakan perbaikan. RPA Z belum menerapkan cara produksi dan penanganan daging ayam yang baik karena tidak melakukan pemeriksaan antemortem, tidak membersihkan pisau pada saat produksi, tidak melakukan pemeriksaan postmortem, menggunakan pisau yang sudah berkarat, meletakkan karkas maupun jeroan di atas lantai, tidak mendinginkan karkas dengan es, dan mencampur antara peralatan yang digunakan untuk menyembelih dengan peralatan untuk memotong karkas. RPA Z belum memiliki sarana prasarana yang memenuhi SNI RPA karena tidak dipisahkan area kotor dan bersih, tidak ada sarana cuci tangan, pencegahan serangga, dan konstruksi bangunan belum memenuhi SNI RPA. RPA Z juga belum menerapkan prinsip HACCP, kecuali tindakan perbaikan. Saran RPA Y dan Z sebaiknya menerapkan cara produksi dan penanganan daging ayam yang baik, memperbaiki dan menyediakan sarana prasarana yang belum sesuai dengan SNI, dan mulai berusaha menerapkan prinsip-prinsip HACCP setelah GMP dan SSOP terpenuhi. RPA PT. X sebaiknya melakukan evaluasi terhadap prinsip-prinsip HACCP yang telah diterapkan, memperbaiki sarana prasarana yang rusak. Kepustakaan Barbut, Shai. 2002. Poultry Product Processing An Industry Guide. Boca Raton: CRC Press. Buzby, Jean C. 2003. International Trade and Food Safety: Economic Theory and Case Studies. USDA. FAO. 2010. Agribusiness Handbook Poultry Meat & Eggs. FAO dan WHO. 2009. Salmonella and Campylobacter in Chicken Meat. Guerrero-Legarreta, Isabel. 2009. Handbook of Poultry Science and Technology. Hoboken: John Wiley & Sons Inc. Kementrian Pertanian. 2010. Pedoman Produksi dan Penanganan Daging Ayam yang Higienis. Direktorat Kesehatan Masyarakat Veteriner dan Pascapanen Direktorat Jenderal Peternakan dan Pertanian. Mead, G.C. 2004. Poultry Meat Processing and Quality. Boca Raton: CRC Press. Analisis Penerapan..., Amelia Hanis, FKM UI, 2013 Mulder, R.W.A.W. 1999. Safety of Poultry Meat: From Farm to Table. International Consultative Group on Food Irradiation (ICGFI) Murtidjo, Bambang Agus. 2003. Pemotongan dan Penanganan Daging Ayam. Yogyakarta: Penerbit Kanisius. Sams, Alan R. 2001. Poultry Meat Processing. Boca Raton: CRC Press. Standar Nasional Indonesia 01-4852-1998 tentang Sistem Analisa Bahaya dan Pengendalian Titik Kritis (HACCP) serta Pedoman Penerapannya. Standar Nasional Indonesia 01-6160-1999 tentang Rumah Pemotongan Unggas. Thaheer, Hermawan. 2005. Sistem Manajemen HACCP (Hazard Analysis Critical Control Points). Jakarta: PT. Bumi Aksara. Winarno, F.G. dan Surono. 2004. HACCP dan Penerapannya Dalam Industri Pangan. Bogor: M-BRIO PRESS, Cetakan 2. Analisis Penerapan..., Amelia Hanis, FKM UI, 2013