BAB I - Fakultas Teknik – Universitas Darma Persada
advertisement

DIKTAT KULIAH
ALAT BANTU DAN ALAT UKUR
FAKULTAS TEKNIK
UNIVERSITAS DARMA PERSADA
2005
DIKTAT KULIAH
ALAT BANTU DAN ALAT UKUR
Disusun :
ASYARI DARYUS
Jurusan Teknik Mesin, Fakultas Teknik
Universitas Darma Persada
Jakarta.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
ii
KATA PENGANTAR
Untuk memenuhi buku pegangan dalam perkuliahan, terutama yang
menggunakan bahasa Indonesia dalam bidang teknik, maka kali ini penulis
menyempatkan diri untuk ikut membuat sebuah buku/diktat yang bisa
digunakan oleh mahasiswa teknik, terutama mahasiswa jurusan teknik mesin
dan teknik industri. Kali ini penulis menyiapkan diktat yang ditujukan untuk
mata kuliah Alat Bantu dan Alat Ukur.
Dalam penyusunan buku ini penulis berusaha menyesuaikan materinya
dengan kurikulum di jurusan Teknik Mesin dan Teknik Industri, Universitas
Darma Persada Indonesia.
Perlu ditekankan bahwa buku ini belum merupakan referensi lengkap dari
pelajaran Alat Bantu dan Alat Ukur, sehingga mahasiswa perlu untuk membaca
buku-buku referensi lain untuk melengkapi pengetahuannya tentang materi
buku ini.
Akhir kata, mudah-mudahan buku ini bisa menjadi penuntun bagi
mahasiswa dan memberikan manfaat sebagaimana yang diharapkan. Tak lupa
penulis mengucapkan banyak-banyak terima-kasih kepada pihak-pihak yang
telah banyak membantu dalam penyelesaian pembuatan buku ini.
Jakarta, 9 September 2005
IR. ASYARI DARYUS SE. MSc.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
iii
DAFTAR ISI
BAB 1. Pendahuluan. 1
BAB 2. Dimensi, Toleransi dan Suaian. 5
BAB 3. Konsep-konsep Dasar Pengukuran. 13
BAB 4. Analisa Data Eksperimen. 25
BAB 5. Alat Ukur. 42
BAB 6. Tujuan Desain Alat Bantu. 60
BAB 7. Elemen Dasar Mesin Perkakas. 65
BAB 8. Teori Pemotongan. 81
BAB 9. Jenis Dan Fungsi Jig Dan Fixture. 95
BAB 10. Desain Perkakas Pemotong. 109
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
iv
BAB I
PENDAHULUAN
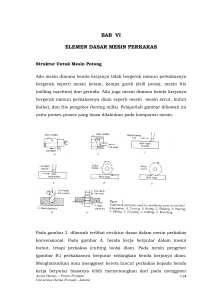
Karakteristik Geometrik
Mesin didesain untuk melakukan fungsi tertentu, berarti mesin tersebut
mempunyai karakteristik fungsional.
Apabila sebuah poros dipasangkan dengan sebuah bantalan maka diameter
poros harus lebih kecil dari diameter dalam/lubang bantalan supaya poros
mempunyai kelonggaran yang tertentu untuk mempermudah pelumasan dan
mengurangi gesekan. Besarnya kelonggaran tersebut tergantung ukuran poros
maupun lubang yang dalam
hal ini merupakan karakteristik geometrik
bantalan.
Karakteristik geometrik ditentukan oleh siperancang yang dituangkan
dalam gambar teknik. Pada saat pembuatan, pembuat akan membuat produk
sesuai yang dicantumkan pada gambar teknik tersebut.
Hubungan antara Karakteristik Geometrik dengan Karakteristik
Fungsional
Hubungan
antara
karakteristik
fungsional
dengan
karakteristik
geometrik adalah sangat penting. Komponen mesin boleh dikatakan bercirikan
karakteristik geometrik yang teliti dan utama.
Misalnya karakteristik fungsional dari bantalan tergantung atas
karakteristik geometrik dari poros maupun lubangnya, dalam hal ini mengenai
ukuran (dimensi), bentuk dan kehalusan permukaan dari masing-masing
komponen (lubang dan poros).
Kekuatan suatu komponen mesin tergantung atas dimensinya. Dengan
menggunakan material yang sama, poros berdimensi besar akan lebih besar
pula kekuatannya dibandingkan dengan poros berdimensi kecil.
Untuk komponen mesin dengan kecepatan tinggi, seperti baling-baling
dengan porosnya yang digunakan pada pesawat udara, maka letak titik
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
1
beratnya memegang peranan penting. Kesalahan bentuk pada bagiannya akan
mengubah letak titik berat sehingga fungsi mesin akan terganggu karena
getaran yang diakibatkan oleh kesalahan titik berat.
Penyimpangan Selama Proses Pembuatan
Suatu komponen mesin mempunyai karakteristik geometrik yang ideal
apabila komponen tersebut sesuai dengan apa yang dikehendaki, mempunyai:
1. Ukuran/dimensi yang teliti.
2. Bentuk yang sederhana.
3. Permukaan yang halus sekali.
Dalam kenyataannya adalah tidak mungkin membuat suatu komponen dengan
karakteristik yang ideal, namun akan timbul penyimpangan penyimpangan.
Misalnya dalam proses pemesinan timbul penyimpangan yang bersumber dari
satu atau lebih dari faktor-faktor berikut :
1. Penyetelan mesin perkakas.
2. Pengukuran geometri produk.
3. Gerakan mesin perkakas.
4. Keausan pahat (perkakas potong)
5. Perubahan temperatur.
6. Besarnya gaya pemotongan.
Dapat disimpulkan bahwa produk/komponen dengan karakteristik
geometrik yang ideal adalah tidak mungkin diproduksi. Oleh sebab itu solusinya
adalah dengan mentolerir penyimpangan yang terjadi. Jadi sekarang
masalahnya
adalah
menentukan
seberapa
jauh
penyimpangan
yang
diperbolehkan.
Spesifikasi, Metrologi dan kontrol kualitas
Didalam sebuah industri ditemui tingkatan-tingkatan dalam proses
pembuatan suatu produk/mesin berlangsung. Tingkatan-tingkatan itu berupa :
tingkatan politik perusahaan, tingkatan perancangan, tingkatan pembuatan dan
perakitan, dan tingkatan distribusi dan purna jual. Dari berbagai media
komunikasi yang digunakan salah satunya dapat dianggap sebagai media yang
terpenting yaitu gambar teknik.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
2
Gambar teknik haruslah jelas dan dimengerti oleh semua orang, baik
oleh perancang produk, perancang proses produksi, operator-operator mesin,
pengontrol kualitas selama proses produksi berlangsung, dan orang-orang dari
bagian servis. Oleh sebab itu pengetahuan mengenai cara penulisan dan arti
dari spesifikasi geometrik suatu produk yang akan dibuat yang tercantum pada
gambar teknik haruslah seragam untuk menghindari salah pengertian.
Pada tingkatan produksi pemeriksaan kualitas geometrik dilakukan pada
produk untuk membandingkan dengan spesifikasi geometrik yang ada pada
gambar teknik. Apabila ada perbedaan, maka haruslah diambil tindakan untuk
memperbaiki dan menjaga kualitas produk.
Istilah metrologi geometrik atau disebut juga metrologi industri
didefinisikan sebagai :
ilmu dan teknologi untuk melakukan pengukuran karakteristik
geometrik dari suatu produk (komponen mesin/peralatan)
dengan alat dan cara yang cocok sedemikian rupa sehingga
hasil pengukurannya dianggap sebagai yang paling dekat
dengan geometri sesungguhnya dari komponen mesin yang
bersangkutan.
Apakah Mutu Tersebut ?
Mutu atau kualitas adalah istilah yang mengandung arti relatif yang
digunakan untuk menilai tingkat persesuaian suatu hal terhadap acuannya.
Acuan dapat berupa benda nyata (contoh) tetapi lebih sering berupa benda
maya atau imajiner yang dituangkan dalam bentuk spesifikasi (rincian
karakteristik geometrik, fisik, material, dan bisa juga kimiawi). Hanya produk
yang
sesuai
dengan
spesifikasi,
yang
diketahui
dengan
mengukur
karakteristiknya (geometrik, fisik, material, kimiawi), inilah yang dapat
menyandang predikat bermutu bagus.
Jika acuan telah dimengerti dan dipahami maka teknologi pembuatan
produk dapat dipilih yang sesuai.
Pemeriksaan/inspeksi adalah sama dengan kontrol kualitas yaitu
melaksanakan pengukuran karakteristik produk yang kemudian dibandingkan
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
3
dengan acuan yang dibakukan. Tetapi pada pemeriksaan hasilnya hanya
sampai pada taraf penyajian data bahwa sekian produk adalah baik dan
sebagian lain adalah jelek. Kontrol kualitas lebih dalam materinya dari pada
pemeriksaannya dimana selain dilakukan pengukuran juga dipikirkan metoda
untuk menangani berbagai masalah antara lain :
1. Kapan pemeriksaan produk dilakukan dan dengan metoda apa pengukuran
dilaksanakan.
2. Berapa lama pemeriksaan harus diulang atau berapa selang waktunya
(frekwensinya) antara pemeriksaan yang satu dengan berikutnya.
3. Berapa banyak produk yang harus diperiksa untuk satu kali pemeriksaan.
4. Bagaimana data pengukuran diolah, disimpulkan dan tindakan apa yang
harus dilakukan sesuai dengan kondisi proses.
Tujuan terpenting dari kontrol kualitas adalah untuk memberikan tanda
“lampu merah”, berarti suatu tindakan harus segera diambil untuk mencari
penyebab perubahan dan membetulkan variabel yang mempengaruhi proses
produksi. Karakteristik proses pembuatan dapat dipelajari melalui berbagai
bentuk diagram kontrol.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
4
BAB II
DIMENSI, TOLERANSI DAN SUAIAN
DEFINISI DAN ISTILAH-ISTILAH
Sebelum membahas lebih jauh tentang pengukuran baiklah terlebih
dahulu dijelaskan istilah-istilah yang sering digunakan dalam metrologi (ilmu
pengukuran).
- Kemampubacaan (readability) : adalah menunjukan berapa teliti skala suatu
instrumen dapat dibaca.
Instrumen yang mempunyai skala 12 inchi mempunyai kemampubacaan
lebih tinggi dari instrumen yang mempunyai skala 6 inchi dan jangkauan
sama.
- Cacah terkecil (least count) : adalah beda terkecil antara dua penunjukan
yang dapat dideteksi (dibaca) pada skala instrumen.
- Ketelitian (accuracy) instrumen menunjukan deviasi atau penyimpangan
terhadap masukan yang diketahui.
misal : pengukur tekanan 100 kPa yang mempunyai ketelitian 1 %
artinya teliti disekitar +/- 1 kPa dalam keseluruhan jangkauan bacaan
pengukuran tersebut.
- Ketepatan atau presisi suatu instrumen
adalah menunjukan kemampuan
instrumen itu menghasilkan kembali bacaan tertentu
dengan ketelitian yang diketahui.
contoh : suatu instrumen mengukur tegangan 100 Volt, diambil 5 ukuran
yang didapat hasilnya adalah 104, 103, 105, 103 dan 105 V. Terlihat
bahwa ketelitian tidak lebih baik dari 5% (5 V) sedang presisinya +/- 1 %
karena deviasi maksimum dari harga rata-rata 104 V adalah 1 V.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
5
Kalibrasi
Kalibrasi atau peneraan adalah memeriksa instrumen terhadap standar
yang diketahui untuk selanjutnya mengurangi kesalahan dalam ketelitiannya.
Kalibrasi dilakukan terhadap :
1. standar primer
2. standar sekunder yang mempunyai ketelitian lebih tinggi dari
instrumen yang dikalibrasi.
3. dengan sumber masukan yang diketahui.
Standar
Meter baku (standar) didefinisikan sebagai panjang suatu batang
platina-iridium yang dipelihara pada kondisi yang sangat teliti di Biro
Internasional untuk Bobot dan Ukuran (International Bureau of Weights and
Measures) di Sevres, Perancis.
Kilogram adalah massa platina-iridium yang disimpan di Biro tersebut.
Standar-standar sekunder mengenai massa dan panjang disimpan di
National Bureau of Standard (USA) untuk kegunaan kalibrasi.
Tahun 1960 meter standar didefinisikan dengan panjang gelombang
cahaya merah-jingga lampu krypton-86. Meter standar adalah :
1 meter = 1.650.763,73 panjang gelombang
1 detik (sekon) adalah waktu yang diperlukan untuk 9.192.631.770
periode radiasi yang berhubungan dengan transisi dua tingkat yang sangat
halus daripada keadaan fundamental atom Cesium-133.
Skala suhu absolut diusulkan oleh Lord Kelvin pada tahun 1854 :
K = oC + 273,15
o
R = oF + 459,67
o
F = 9/5 oC + 32,0
DIMENSI DAN SATUAN
Dimensi fundamental adalah :
L = panjang
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
6
M = massa
F = gaya
τ = waktu
T = suhu
Gaya ≈ laju perpindahan momentum menurut waktu.
•
F = k d(m.v)/dτ
k = konstanta proporsional
F = K.m.a
a = percepatan = dv/dτ
atau : F = m.a/gc
1/gc = k
Kerja atau usaha mempunyai dimensi hasil perkalian gaya dengan jarak.
N.m = 1 joule (J)
•
Bobot suatu benda didefinisikan sebagai gaya yang bekerja pada benda itu
sebagai percepatan gravitasi.
W = bobot
W = g/gc . m
g = gravitasi
Satuan-satuan dasar dan tambahan dalam SI :
Besaran
Satuan
Lambang SI
Rumus
Satuan Dasar
Panjang
Massa
Waktu
Arus
Temperatur
termodinamika
Jumlah zat
Intensitas cahaya
meter
kilogram
sekon
amper
m
kg
s
A
kelvin
mole
kandela
K
mol
cd
radian
steradian
rad
sr
Satuan tambahan
Sudut bidang
Sudut ruang
Satuan yang diturunkan
Percepatan
Percepatan sudut
meter per sekon kwadrat
radian per sekon kwadrat
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
m/s2
rad/s2
7
Kecepatan sudut
Luas
Berat jenis
Kapasitas listrik
dsb
radian persekon
meter persegi
kilogram per meter kubik
farad
rad/s
m2
kg/m3
F
TOLERANSI DAN SUAIAN
Produk yang dihasilkan dari proses produksi mempunyai ragam atau
variasi. Proses duplikasi produk dengan sempurna tidak akan dicapai,
melainkan
hanya
mungkin
dihasilkan
produk
yang
berbeda-beda
karakteristiknya. Hal ini menuntut perancang produk mempunyai kesadaran
bahwa suatu toleransi harus diperhitungkan pada waktu spesifikasi produk
ditetapkan. Memberikan toleransi berarti menentukan bata-batas maksimum
dan minimum dimana penyimpangan produk harus terletak. Dalam hal
spesifikasi geometrik mencakup toleransi atas ukuran, bentuk, posisi serta
kekasaran permukaan produk.
Namun tidak semua spesifikasi geometrik menjadi perhatian utama/kritis
seperti misalnya tebal pelat penutup yang tidak memerlukan spesifikasi yang
ketat. Bagi elemen yang tidak kritis toleransi geometriknya tak perlu atau lebih
tegasnya jangan diberikan, hal ini bukan berarti toleransinya nol namun artinya
toleransinya terbuka yang artinya spesifiksi geometriknya boleh menyimpang
secara wajar. Lain halnya kalau komponen tersebut kritis maka batas-batas
toleransinya harus pasti.
Toleransi
Berikut ini uraian dan penjelasan mengenai prinsip serta definisi standar
ISO.
Toleransi ukuran adalah perbedaan ukuran antara kedua harga batas dimana
harga ukuran atau jarak permukaan/batas geometri komponen harus terletak.
Untuk setiap komponen perlu didefinisikan suatu ukuran dasar sehingga kedua
harga batas (maksimum dan minimum) dapat dinyatakan dengan suatu
penyimpangan terhadap ukuran dasar. Ukuran dasar ini sedapat mungkin
dinyatakan dalam bilangan bulat.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
8
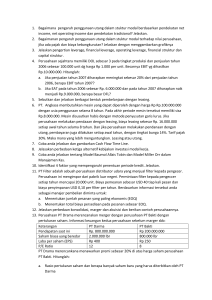
Dalam penentuan dimensi lobang dan poros diperlihatkan istilah istilah
yang sering digunakan yang diperlihatkan pada gambar 2.1.
Gambar 1.
Untuk tujuan mempermudah penggambaran toleransi maka dibuat
diagram secara skematik denga catatan bahwa sumbu komponen selalu
diletakkan di bawah. Misalnya kedua penyimpangan dari lubang adalah positif
dan kedua penyimpangan poros adalah negatif maka diagram skematik yang
menunjukkan pasangan tersebut adalah sebagaimana gambar 2.2. berikut ini.
+ lubang
garis nol
-
poros
ukuran dasar
Gambar 2.2. Diagram skematik untuk penggambaran toleransi
dimensi/ukuran.
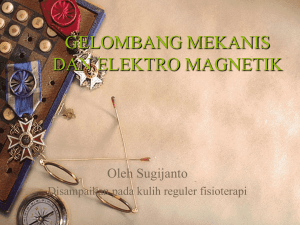
Posisi daerah toleransi baik utnuk lubang maupun untuk poros dapat
terletak diatas maupun dibawah garis nol. Pada gambar 2.3. diperlihatkan
posisi daerah toleransi poros beserta notasi-notasi yang menunjukan
penyimpangannya.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
9
es
IT/2
ei
ei
garis nol
es
es=0
ei
gambar 3. Posisi daerah toleransi poros terhadap garis nol.
Suaian
Apabila dua buah komponen akan dirakit maka hubungan yang terjadi
yang ditimbulkan oleh karena adanya perbedaan ukuran sebelum mereka
disatukan disebut suaian (fit).
Ada tiga jenis suaian :
1. Suaian Longgar.
yaitu suaian yang selalu menghasilkan kelonggaran. Daerah
toleransi lubang selalu terletak di atas toleransi poros.
2. Suaian Paksa (Interference fit)
yaitu suaian yang selalu akan menghasilkan kerapatan. Daerah
toleransi lubang selalu terletak dibawah daerah toleransi poros.
3. Suaian Pas (Transition fit)
yaitu suaian yang dapat menghasilkan kelonggaran ataupun
kerapatan. Daerah toleransi lubang dan daerah toleransi poros
berpotongan (sebagian saling menutupi).
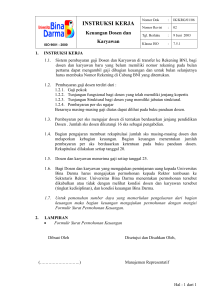
Dalam ISO ditetapkan dua buah sistem suaian yang dapat dipilih yaitu
sistem suaian berbasis poros dan sistem suaian berbasis lobang. Pada sistem
suaian berbasis poros maka penyimpangan atas toleransi poros selalu
berharga nol (es=0). Sebaliknya untuk sistem suaian berbasis lubang maka
penyimpangan bawah toleransi lubang selalu bernilai nol (EI = 0).
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
10
Gambar 4.
Cara Penulisan Toleransi Dan Dimensi
Berbagai cara penulisan toleransi ukuran yang bisa dan biasa digunakan
ditunjukkan pada gambar di bawah ini.
+ 0,1
- 0,2
32
32,15
31,82
A
penulisan dengan me
nyatakan batas ukuran
atas dan bawah (maks
& min)
0
- 0,02
32
+ 0,02
- 0,06
32
± 0,1
30
C
penulisan dengan menyatakan
harga penyimpangan yang
simetrik terhadap ukuran
dasar
B
penulisan dengan menyatakan
harga penyimpangan terhadap
ukuran dasar.
45 g 7
D penulisan dengan menyatakan ukuran
dasar dan simbol huruf dan angka
yang menggambarkan toleransi ukuran
menurut sistem ISO
Bagi dimensi luar (poros) atau dalam (lubang) harganya dinyatakan
dengan angka (satuan dalam mm untuk sistem metrik) yang dituliskan diatas
garis tanda ukuran. Jika dilihat sepintas cara A kurang memberikan informasi
dibandingkan dengan cara B & C. Cara D, yang meskipun tidak secara
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
11
langsung menyebutkan harga batas-batas penyimpangan, tetapi simbol
toleransi dengan kode huruf dan angka (g7) mengandung informasi lain yang
sangat bermanfaat yaitu sifat suaian bila komponen bertemu pasangannya,
cara pembuatan dan metode pengukuran.
Rincian penjelasan cara penulisan toleransi adalah sebagai berikut :
A
Ukuran maksimum dituliskan diatas ukuran minimum. Merupakan cara
lama yang dipakai di Amerika dan Inggris (dengan satuan inchi). Cara
penulisan yang demikian ini, meskipun memudahkan penyetelan mesin
perkakas yang mempunyai alat kontrol terhadap dimensi produk, tetapi
tidak praktis dipandang dari segi perancangan yaitu dalam hal perhitungan
toleransi dan penulisannya pada gambar teknik.
B
Dengan menuliskan ukuran dasar beserta harga-harga penyimpangannya.
Penyimpangan atas dituliskan disebelah atasnya penyimpangan bawah,
dengan jumlah angka desimal yang sama (kecuali untuk penyimpangan
nol). Cara penulisan ini lebih baik dari cara A karena memudahkan baik
bagi siperancang untuk menghitung dan menuliskan toleransi maupun bagi
si pembuat (operator mesin) dalam usahanya untuk mencapai dimensi
produk yang diinginkan.
C
Serupa dengan cara B apabila toleransi terletak simetrik terhadap ukuran
dasar. Harga penyimpangan haruslah dituliskan sekali saja dengan
didahului tanda ±.
D
Cara penulisan ukuran (ukuran nominal) yang menjadi ukuran dasar bagi
toleransi dimensi yang dinyatakan dengan kode/simbol anjuran ISO. Cara
ini mulai banyak digunakan di negara-negara industri karena berbagai
keuntungan yang bisa diperoleh akibat penerapannya secara intensif.
Penggunaan standar ISO akan menguntungkan dalam hal :
• memperlancar komunikasi sebab dilakukan secara internasional
• mempermudah perancangan karena dikaitkan dengan fungsi
• mempermudah perencanaan proses sebab menunjukkan aspek
pembuatan, dan
• memungkinkan pengontrolan kualitas karena acuannya jelas.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
12
BAB III
KONSEP-KONSEP DASAR PENGUKURAN
Bentuk Umum Sistem Pengukuran
Umumnya sistem pengukuran terdiri dari tahap-tahap berikut :
1. Tahap detektor-transduser, yaitu tahap yang mendeteksi besaran fisika dan
melakukan transformasi secara mekanik atau listrik untuk mengubah sinyal
menjadi bentuk yang lebih berguna.
2. Tahap antara, yaitu mengubah sinyal langsung dengan penguatan,
penyaringan
atau
cara-cara
lain,
agar
didapatkan
keluaran
yang
dikehendaki.
3. Tahap akhir atau penutup, yaitu tahap yang fungsinya menunjukkan,
merekam dan mengendalikan variabel yang diukur.
Gambar 1. berikut adalah contoh sebuah alat ukur dalam hal ini yaitu pengukur
tekanan tabung bourdon sederhana.
Gambar 1. Pengukur tekanan tabung Bourdon sebagi suatu sistem umum
pengukuran.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
13
Dari gambar diatas maka tahap-tahap pengukurannya adalah :
•
Tahap detektor-transduser adalah tabung bourdon yang berfungsi merubah
sinyal tekanan menjadi gerakan mekanik tabung.
•
Tahap antara adalah susunan roda gigi yang memperkuat gerakan diujung
tabung sehingga gerakan kecil saja bisa menghasilkan sampai tigaperempat putaran pada roda gigi pusat.
•
tahap penunjuk akhir terdiri dari jarum penunjuk dan susunan muka-baca
(dial), yang bila dikalibrasi dengan dengan masukan tekanan yang
diketahui, akan menunjukkan sinyal tekanan yang diberikan tabung bourdon
itu.
Diagram skema sistem umum pengukuran ditunjukkan oleh gambar 2.
berikut.
Variabel fisik yang
harus diukur
sinyal
masukan
sinyal umpan balik untuk pengendalian
Pengendali
sinyal yang
ditransdusi
sinyal yang
dimodifikasi
Tahap
antara
Tahap detektor
transduser
sinyal
kalibrasi
Sumber sinyal kalibrasi
menunjukkan nilai
variabel fisik yang
diketahui
Penunjuk
Perekam
Tahap keluaran
Gambar 2. Skema umum sistem pengukuran
Sinyal umpan balik digunakan untuk pengendali pada tahap akhir pengukuran.
Konsep-konsep Dasar Dalam Pengukuran Dinamik
Pengukuran statik besaran fisika dilakukan bila besaran itu tidak
berubah dengan waktu. Contoh besaran statik adalah lenturan balok karena
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
14
suatu beban tetap. Lain halnya jika balok tersebut mengalami getaran,
defleksinya
akan
berubah-rubah
menurut
waktu,
dan
proses
pengukurannyapun akan sulit. Pengukuran proses-proses aliran jauh lebih
mudah bila fluida itu mengalir dalam keadaan stedi (keadaan tunak, steady
state), dan menjadi sulit bila harus dilakukan pada waktu terdapat perubahan.
Perhatikan sistem peredam pegas-massa seperti gambar 3. Sistem ini
bisa dianggap sebagai sistem pengukuran mekanik sederhana dimana variabel
anjakan (pergerakan, displacement) masukan yang bekerja pada susunan
pegas-massa itu adalah x1(t) dan menghasilkan anjakan x2(t) sebagai
keluaran. Baik x1 maupun x2 berubah menurut waktu.
Gambar 3. Sistem sederhana peredam pegas-massa.
Andaikan gaya redam berbanding lurus dengan kecepatan, maka sesuai
dengan hukum Newton tentang gerakan yaitu :
d 2x
⎛ dx dx ⎞
k ( x1 − x2 ) + c⎜ 1 − 2 ⎟ = m 22
⎝ dt
dt ⎠
dt
Dituliskan dalam bentuk lain,
m
d x1
d 2 x2
dx2
+ kx2 = c
+ kx1
2 +c
dt
dt
dt
jika x1(t) fungsi harmonik :
x1(t) = x0 cos ω1t
dimana :
x0 = amplitudo anjakan
ω1 = frekwensi
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
15
Secara sederhana prinsip diatas diterapkan pada timbangan. Jika
massa timbangan m dan konstanta pegas k dan gesek mekanik yang terdapat
ditimbangan tersebut dinyatakan dengan c, timbangan diberi frekwensi
tertentu, badan timbangan mengikuti osilasi yang diberikan. Respon dari
timbangan akan maksimal pada frekwensi alamiah timbangan tersebut (natural
frequency). Pada osilasi yang diberikan berada diatas dan dibawah frekwensi
alamiahnya
maka
osilasi
timbangan
akan
berada
dibawah
osilasi
maksimalnya.
Fungsi anjakan x2(t ) akan tergantung pada fungsi masukan x1(t) dan
disebut sistem memberikan respon yang tergantung frekwensi masukan.
Dari eksperimen sederhana pada sistem pegas-massa menunjukan
bahwa anjakan massa tidak satu fase dengan anjakan yang diberikan artinya
anjakan maksimum massa tidak terjadi pada saat yang sama dengan anjakan
maksimum fungsi yang diberikan. Fenomena ini disebut pergeseran fase
(phase shift).
Untuk melihat respon frekwensi dan pergeseran fase, misalkan sistem
pegas massa seperti gambar 4. dibawah ini.
Gambar 4. Sistem peredam pegas-massa yang diberi masukan gaya.
Fungsi gaya yang diberikan :
F(t) = F0 cos ω1t
Persamaan diferensial sistem :
m
d 2x
dt 2
+c
dx
dt
+ kx = F0 cosω1t
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
16
Persamaan diatas mempunyai penyelesaian :
x=
dan :
( F0 / k ) cos(ω1t − φ )
{[1 − (ω1 / ω n ) 2 ]2 + [ 2 ( c / cc )(ω1 / ω n )]2 }1/ 2
φ = tan −1
ωn =
2 ( c / cc )(ω1 / ωn )
1 − (ω1 / ωn ) 2
k
m
cc = 2 m.k
dimana :
φ = sudut fase
ωn = frekwensi alamiah
cc = koefisien peredam kritis
Perbandingan antara amplitudo keluaran dan masukan x0/(F0 /k), dimana x0
ialah amplitudo gerakan, diberikan oleh :
x0 =
F0 / k
{[1 − (ω1 / ωn ) ] + [2(c / cc )(ω1 / ωn )]2 }1/ 2
2 2
grafiknya pada gambar 5. menunjukkan respon frekwensi sistem itu, dan sudut
fase digambarkan grafiknya pada gambar 6. untuk menunjukkan contoh
karakteristik geseran fase. Dari grafik tersebut dapat kita amati sebagai berikut:
1. Untuk nilai c/cc rendah, amplitudo hampir konstan sampai rasio frekwensi
0,3.
2. Untuk nilai c/cc besar (sistem lewat-redam) amplitudo berkurang dengan
nyata.
3. Karakteristik pergeseran fase merupakan fungsi kuat rasio redaman pada
semua frekwensi.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
17
Gambar 5. Respon-frekuensi sistem dalam Gambar 4.
Gambar 6. Karakteristik pergeseran fasa sistem dalam Gambar 4.
Dapatlah dikatakan bahwa sistem ini mempunyai linieritas yang baik pada rasio
redaman rendah sampai rasio frekwensi 0,3 karena amplitudo hampir konstan
dalam jangkauan tersebut.
Respon Sistem
Respon frekwensi linier adalah apabila sistem mempunyai sifat
mempunyai rasio amplitudo keluaran dan masukan sama dalam jangkauan
frekwensi tertentu.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
18
Respon amplitudo linier adalah apabila rasio amplitudo keluaran dan
masukan harus tetap dalam jangkauan amplitudo masukan tertentu.
Sistem disebut
terdorong-lewat (overriden) apabila jangkauan linier
terlewati.
Apabila kepada suatu sistem diberikan masukan tiba-tiba (step),
biasanya akan terdapat sedikit kelambatan sebelum terlihat respon keluaran,
dan kelambatan ini disebut waktu-naik (rise time) atau tunda (delay) dari sistem
tersebut. Fenomena ini ditunjukan pada gambar 7. laju maksimum yang dapat
dikelola sistem disebut laju-kenaikan (slew-rate).
Gambar 7. Pengaruh waktu naik pada respon keluaran sistem itu terhadap
masukan lompat.
Beberapa sistem bisa juga menunjukan gejala pelemahan (melapuk)
secara eksponensial. Contoh kapasitor membuang muatan melalui suatu
tahanan, voltasenya akan berubah secara eksponen.
E (t )
= e− (1/ RC ) t
E0
dimana :
R = tahanan
C = kapasitansi
E(t) = tegangan melalui C
E0 = tegangan awal
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
19
Gambar 8. Buangan kapasitor melalui tahanan. (a) Skema. (b) Grafik tegangan.
Distorsi
Distorsi adalah adanya varian/cacat sinyal terhadap bentuk aslinya.
Jika input merupakan suatu fungsi harmonik yang terdiri dari berbagai
frekwensi atau spektrum frekwensi bentuk gelombang datang yang cukup luas,
maka setiap komponen frekwensi akan mengalami karakteristik pergeseran
fase dan amplitudo yang berbeda, sehingga bentuk frekwensi keluaran
mungkin tidak ada kesamaannya lagi dengan masukan, hal demikian disebut
distorsi. Pengaruh respon frekwensi yang buruk dan respon pergeseran fase
yang tidak baik terhadap bentuk gelombang yang kompleks dilustrasikan pada
gambar 9.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
20
Gambar 9. Pengaruh respon frekuensi dan respon pergeseran fasa pada bentuk
gelombang yang kompleks.
Kesesuaian Impendansi
Dalam perangkat eksperimen, untuk melakukan pengukuran secara
menyeluruh berbagai peralatan listrik perlu dihubungkan satu sama lain. Jika
berbagai peralatan disambungkan harus diperhatikan bahwa impendansi antar
peralatan tersebut harus sesuai.
Gambar 10. Piranti dua terminal dengan impendansi dalam Ri.
Pada gambar 10 terlihat impedansi masukan suatu piranti berterminal
dua. Piranti ini mempunyai tahanan dalam Ri dihubungkan dalam seri dengan
sumber tegangan dalam E. Terminal-terminal penghubung instrumen ditandai
dengan A dan B, dan tegangan rangkaian terbuka atau tegangan beban nol
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
21
(open circuit voltage) pada terminal ini ialah tegangan dalam E. Jika beban luar
dihubungkan dengan piranti itu, sedang tegangan E masih tetap,tegangan
yang terdapat pada terminal keluaran A dan B akan bergantung nilai R.
Potensial yang terdapat pada terminal keluaran ialah :
E AB = E
R
R + Ri
Makin besar nilai R, makin dekat pula tegangan terminal mendekati tegangan
dalam E.
Jika piranti ini digunakan sebagai sumber tegangan dengan impendansi
dalam, maka impendasi luar (beban ) harus cukup besar agar tegangan pada
terminal tetap. Atau jika kita ingin mengukur tegangan dalam E, impendansi
alat ukur yang dihubungkan dengan terminal harus cukup besar dibandingkan
dengan impendansi dalam.
Misalkan kita ingin menyampaikan daya dari piranti itu ke beban luar R.
Daya diberikan oleh persamaan :
2
E AB
P=
R
maka :
E2 ⎛ R ⎞
⎜
⎟
P=
R ⎝ R + Ri ⎠
2
Kondisi maksimum dicapai jika : dP/dR=0 sehingga : R = Ri.
Artinya : Daya maksimum akan diperoleh jika impendansi beban luar persis
sama dengan impendansi dalam.
Perencanaan Eksperimen
Kunci keberhasilan dalam eksperimen adalah selalu mempertanyakan:
Apa yang saya cari? Mengapa saya mengukur besaran ini? Dapatkah
pengukuran ini benar-benar bisa menjawab pertanyaan saya? Apakah yang
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
22
saya dapat ketahui dari pengukuran ini? Pertanyaan-pertanyaan ini nampaknya
sederhana, namun harus selalu ditanyakan selama pelaksanaan program
eksperimen tersebut.
Beberapa pertanyaan khusus yang harus dipertanyakan pada tahap
awal perencanaan eksperimen :
1. Apakah variabel primer yang akan diselidiki?
2. Apakah kendali yang harus dilakukan terhadap eksperimen itu?
3. Berapakah jangkauan variabel yang diperlukan untuk menerangkan
fenomena yang dikaji?
4. Berapa banyak titik data yang perlu didapatkan?
5. Berapa ketelitian instrumen yang diperlukan?
6. Bila melibatkan pengukuran dinamik, bagaimana respon frekwensi
instrumen itu seharusnya?
7. Adakah instrumen itu terdapat di pasaran atau harus dibuat khusus?
8. Persiapan keselamatan apa yang harus dilakukan?
9. Berapakah dana yang tersedia?
10. Persiapan apakah yang sudah dibuat mengenai perekaman data?
Eksperimen itu harus dianalisa. Kesalahan akan ada pada sebuah
eksperimen. Kesalahan ada yang bersifat acak, adapula yang disebabkan
kekeliruan pelaksanaan eksperimen.
Data yang buruk yang disebabkan oleh kekeliruan yang nyata harus
dibuang. Untuk data yang “tampaknya buruk” tidak boleh dibuang begitu saja,
hanya karena tidak sesuai dengan yang kita harapkan kecuali kita tahu betul
bahwa ada sesuatu yang tidak beres.
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
23
Soal Latihan
1. Perhatikan suatu termometer raksa-dalam-gelas biasa sebagai suatu
sistem pengukuran, dan tunjukkan bagian-bagian mana termometer itu
yang dimaksudkan oleh kotak-kotak dalam gambar 2.
2. Sebuah termometer digunakan untuk jangkauan 200 sampai 400 0F, dan
ketelitiannya dikatakan seperempat persen. Berapakah ketelitian itu dalam
suhu ?
3. Suatu fungsi desakan sinusoida diberikan pada sistem dalam gambar 4.
Frekwensi alamiahnya ialah 100 Hz dan rasio redam c/cc ialah 0,7.
Hitunglah amplitudo dan keterlambatan (time lag) sistem itu untuk frekwensi
masukan 40 Hz.
4. Untuk frekwensi alamiah 100 Hz dan rasio redam 0,7 hitunglah jangkauan
frekwensi-masukan untuk sistem dalam gambar 4 yang mempunyai rasio
amplitudo 1,00 ± 0,01.
5. Sebuah timbangan baja diberi tanda skala setiap 1/32 in. Berapakah
kemampuannya dan cacah terkecil skala itu?
6. Suatu kapasitor 10 μF diberi muatan sampai potensial 100 V. Pada waktu
nol muatan kapasitor itu dibuang melalui resistor 1 MΩ. Berapakah
konstanta-waktu sistem ini ?
Asyari Daryus – Alat Bantu dan Alat Ukur
Universitas Darma Persada – Jakarta.
24