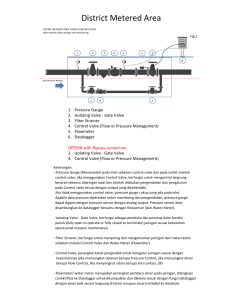
LAPORAN KERJA PRAKTEK PERAWATAN DAN PERBAIKAN VALVE DI PT. VALVINDO MITRA RAYA Diajukan Sebagai Salah Satu Syarat Dalam Rangka Memperoleh Gelar Sarjana Teknik Industri Oleh: MUHAMMAD SYAIFUL HABIDIN NIM.171010800189 PROGRAM STUDI TEKNIK INDUSTRI FAKULTAS TEKNIK UNIVERSITAS PAMULANG TANGERANG SELATAN 2020 Laporan Kerja Praktek PERAWATAN DAN PERBAIKAN VALVE DI PT. VALVINDO MITRA RAYA Oleh : MUHAMMAD SYAIFUL HABIDIN NIM. 171010800189 Disahkan Oleh : Pembimbing Program Studi Teknik Industri Pembimbing/Pengawas PT. Surya Toto Indonesia, Tbk (Estiningsih Tri Handayani, ST, MT.) NIDN. 04 161256 01 (Bapak. Marjoko) Mengetahui, Ketua Program Studi Teknik Industri Menyetujui, Ketua Bidang Penjaminan Mutu, (Rini Alfatiyah, ST, MT.) NIDN. 04 180381 02 (Estiningsih Tri Handayani, ST, MT.) NIDN. 04 161256 01 ii YAYASAN SASMITA JAYA FAKULTAS TEKNIK UNIVERSITAS PAMULANG Jl. Surya Kencana No. 1 Pamulang Barat, Pamulang. Tangerang Selatan Banten. Telp./Fax. (021) 7412566 LEMBAR PENILAIAN KERJA PRAKTEK MAHASISWA NAMA : Muhammad Syaiful Habidin NIM : 171010800189 PROGRAM STUDI : Teknik Industri TEMPAT KERJA PRAKTEK : PT. Valvindo Mitra Raya WAKTU PELAKSANAAN : 1 Bulan KRITERIA PENILAIAN PENILAIAN PEMBIMBING LAPANGAN (Instansi Tempat Kerja Praktek ) NO MATERI PENILAIAN 1 Keaktifan, Disiplin dan Inisiatif 2 Kemampuan Kerjasama 3 Kemampuan Bekerja Mandiri 4 Tugas Khusus Stempel, Nama & Tanda Tangan Pembimbing Instansi NILAI (Dalam Angka) Marjoko Nilai Rata – rata PENILAIAN PEMBIMBING PROGRAM STUDI TEKNIK INDUSTRI UNIVERSITAS PAMULANG NO MATERI PENILAIAN 1 Kedalaman Materi 2 Penguasaan Materi 3 Penyajian Laporan Nilai rata – rata akhir Stempel, Nama & Tanda Tangan Pembimbing Program Studi NILAI (Dalam Angka) Estiningsih Tri Handayani, ST,MT NIDN. 04 180381 02 : ............................... (dalam angka) : ............................... (dalam huruf) Pamulang, .................................. Ketua Program Studi Teknik Industri, Komponen Penilaian 80 – 100 :A 70 – 79 :B Rini Alfatiyah, ST, MT. NIDN. 04 180381 0 iii KATA PENGANTAR Puji syukur kehadiran Allah SWT yang telah memberikan rahmat dan hidayah Nya sehingga penulis dapat menyelesaikan laporan kerja praktek lapangan ini dengan judul “Perawatan dan Perbaikan Valve Pada PT Valvindo Mitra Raya” dan akhirnya setelah menempuh perjalanan yang panjang penulis dapat menyelesaikan dengan baik dan tepat pada waktunya. Laporan kerja praktek ini disusun untuk memenuhi kurikulum Sarjana Strata-1 (S1), pada program Studi Teknik Industri, Fakultas Teknik, Universitas Pamulang (UNPAM). Tangerang Selatan. Pada kesempatan ini penulis ingin mengucapkan terima kasih yang sebesar besarnya kepada semua pihak yang telah membantu penulis dalam menyelesaikan laporan ini. Terutama Kepada: 1. Dr (HC). H. Darsono, sebagai ketua yayasan sasmita jaya yang telah memberikan kesempatan kuliah di Universitas Pamulang dengan biaya terjangkau. 2. Drs. H. Dayat Hidayat. M.M, selaku rector Universitas Pamulang yang selalu memotivasi dalam belajar di Unpam 3. Dr. H. Dadang Kurnia. M.M, selaku Dekan Fakultas Teknik dan Ketua Program Studi Teknik Industri Pamulang yang telah memberi waktunya untuk bimbingan dan pengarahan. 4. Ibu Rini Alfatiyah, S.T, M.T, yang memberi bimbingan akademik dalam penulisan laporan kerja praktek ini terima kasih banyak untuk waktu dan masukannya. 5. Kedua orang tua, dan serta semua anggota keluarga yang telah memberikan bantuan baik moril maupun meteril, serta Doa selama penyusunan laporan praktek kerja ini. 6. Bapak Dian Adi, selaku General Manager di PT. Valvindo Mitra Raya yang telah memberi pengarahan dan bimbingan selama penulis melakukan kerja praktek. iv 7. Bapak Eko Setiawan selaku supervisor, di PT. Valvindo Mitra Raya yang telah memberikan pengarahan dan membantu selama penulis melaksanakan laporan kerja praktek. 8. Bapak Marjoko, selaku Direktur di PT. Valvindo Mitra Raya yang telah memberikan ijin kepada penulis untuk melakukan kerja praktek. 9. Seluruh karyawan yang telah banyak memberikan dorongan motivasi dan membantu dalam melaksanakan kerja praktek. Penulis menyadari sepenuhnya bahwa pada laporan kerja praktek ini masih banyak kekurangan, oleh karena itu penulis selalu berusaha untuk teteap membuka diri terhadap semua masukan kritik dan saran yang membangun dan berguna untuk penyempurnaan dimasa yang akan datang dan pada akhirnya semoga laporan kerja praktek ini dapat memberikan kontribusi yang berarti dan bermanfaat bagi semua pihak. Pamulang, Maret 2020 Muhammad Syaiful Habidin v DAFTAR ISI Halaman COVER JUDUL LAPORAN KP ……………………………………………… i LEMBAR PENGESAHAN KP…………..……………………………………. ii LEMBAR PENILAIAN……………………………………………………….. iii KATA PENGANTAR …………………………………………………………. iv DAFTAR ISI …………………………………………………………………….vi DAFTAR GAMBAR …………………………………………………………..viii BAB I DESKRIPSI PERUSAHAAN 1.1 Tinjauan Perusahaan ............................................................................ 1 1.1.1 Sejarah Singkat Perusahaan ........................................................ 1 1.1.2 Visi dan Misi Perusahaan ............................................................ 2 1.2 Struktur Organisasi Perusahaan ........................................................... 3 1.3 Kegiatan Perusahaan ........................................................................... 3 1.3.1 Pengertian dan Jenis Valve ........................................................... 3 1.3.2 Bagian Bagian Utama Pada Valve................................................ 4 A. Seat dan Disc ....................................................................... 5 B. Steam dan Handweel ........................................................... 5 C. Bonnet dan Packing ............................................................. 5 D. Gland dan Nut ..................................................................... 5 1.3.3 Klasifikasi Valve, Berdasarkan Fungsinya ................................... 5 A. Valve Buka / Tutup (Start / Stop Valve) ............................. 5 1. Sliding Valve ................................................................. 6 a) Gate Valve ............................................................. 6 b) Piston Valve ........................................................... 6 2. Rotating Valve ............................................................... 7 a) Plug valve .............................................................. 7 b) Ball Valve .............................................................. 8 c) Butterfly Valve ....................................................... 9 B. Valve Pengatur Banyaknya Aliran Fluida (Globe Valve) .. 10 a) Angle Valve.......................................................... 11 vi b) Needle Valve ........................................................ 11 c) Valve Pencegah Aliran Balik/Check Valve.......... 12 d) Relieve Valve dan Sefty Valve.............................. 13 1.4 Teori Pemeliharaan ............................................................................ 14 A. Pengertian Umum Perawatan ............................................ 14 B. Jenis – Jenis Perawatan...................................................... 15 BAB II PEMBAHASAN dan HASIL 2.1 Pembahasan....................................................................................... 18 2.1.1 Troubleshooting (Permasalahan Gate Valve) ......................... 18 1. Valve Leak .................................................................. 18 2. Kerusakan Fisik .......................................................... 18 3. Pemberian Pelumas..................................................... 18 2.2 Pemeliharaan Gate Valve ................................................................. 18 2.3 Perbaikan Pada Gate Valve .............................................................. 19 A. Identifikasi Valve ............................................................... 19 B. Tools dan Alat Consumable .............................................. 23 C. Langkah-langkah Perbaikan Valve .................................... 23 1. Pembongkaran Gate Valve ......................................... 23 2. Proses Perbaikan Pada Gate Valve ............................. 23 3. Assembly ..................................................................... 26 D. Standart Pengujian Valve ................................................... 27 E. Jenis Pengujian Valve ........................................................ 27 F. Prosedur Pengujian Tekanan ............................................. 28 G. Pearalatan Pengujian Tekanan ........................................... 28 H. Pengecetan ......................................................................... 30 BAB IIIPENUTUP 3.1 Kesimpulan ....................................................................................... 31 3.2 Saran ................................................................................................ 31 DAFTAR PUSTAKA vii DAFTAR GAMBAR Gambar 1.1 Struktur Organisasi ............................................................................ 3 Gambar 1.2 Bagian-Bagian Valve ......................................................................... 4 Gambar 1.3 Gate valve .......................................................................................... 6 Gambar 1.4 Piston Valve ....................................................................................... 7 Gambar 1.5 Plug Valve.......................................................................................... 8 Gambar 1.6 Ball Valve........................................................................................... 8 Gambar 1.7 Butterfly Valve ................................................................................... 9 Gambar 1.8 Globe Valve ..................................................................................... 10 Gambar 1.9 Perbedaan Gate Valve dan Globe Valve .......................................... 11 Gambar 1.10 Angle Valve .................................................................................... 11 Gambar 1.11 Needle Valve .................................................................................. 12 Gambar 1. 12 Swing Check Valve ...................................................................... 12 Gambar 1.13 Lift Check Valve............................................................................. 13 Gambar 1.14 Ball Check Valve............................................................................ 13 Gambar 1.15 Relieve dan Sefety Valve ................................................................ 14 Gambar 2.1 Prosees Pembongkaran Dilokasi ..................................................... 23 Gambar 2.2 Proses Lapping Pada Gate Valve ..................................................... 24 Gambar 2.3 Mesin Lappimg Otomatis ................................................................ 25 Gambar 2.4 Mesin Lapping Manual .................................................................... 25 Gambar 2.5 Proses Assembling ........................................................................... 27 Gambar 2.6 Mesin Uji Tekan Dengan Media Fluida Cair .................................. 28 Gambar 2.7 Pengujian Tekanan Degan Fluida Cair Pada Gate Valve ................ 29 Gambar 2.8 Hasil Pengecetan Pada Gate Valve .................................................. 45 viii BAB I DESKRIPSI PERUSAHAAN 1.1 Tinjauan Umum Perusahaan 1.1.1 Sejarah Singkat Perusahaan PT. Valvindo Mitra Raya adalah Perusahaan Nasional yang bergerak dibidang Jasa Maintenance & Machanical Repair/Rekondisi maupun pembuatan Spare Part mesin-mesin Industri Atau Sipil yang didukung oleh tenaga yang Ahli,Terlatih Dan Berdedikasi. Berdirinya perusahaan ini bertujuan untuk membantu dunia industry dalam rangka meningkatkan Efisiensi dan Produktifitas di tengah maraknya kompetisi di dunia industry. Didukung oleh tenaga-tenaga yang professional dan berpengalaman serta skill, dalam hal ini ikut aktif dalam membantu dunia industry. perusahaan jasa yang bergerak di bidang valve. Jasa yang ditawarkan adalah jasa service. Perusahaan ini didirikan pada tahun 2016. Sebuah perusahaan ini mulai di rintis oleh bapak Marjoko mendirikan sebuah CV dengan modal sendiri yang sekian lama di tabungnya. Setalah lama menjalani CV bapak Marjoko berencana mendirikan sebuah PT, bapak Marjoko melakukan penanaman modal dengan sahabatnya tiga orang yang memiliki hati bisnis yang sama. Setelah terjadi kerjasama yang solid maka pada tahun 2017 bapak Marjoko mendirikan sebuah PT. PT.Valvindo Mitra Raya, Spesialis Valve Repair, Valve Rekondisi, On Line Leak Sealing dan On Line Perubahan Packing Valve. Perusahaan ini adalah asli Perusahaan Indonesia dan didirikan pada tahun 2016. Sejak itu, perusahaan ini telah melihat pengalaman dalam berbagai cara. PT ini telah Ditugaskan untuk mengambil sejumlah Tanaman Industri refinering, Petrokimia, Power Plant dan Pesanan dan telah selesaikan proyek ini dengan hasil yang memuaskan. Dalam Undang-Undang Nomor 40 Tahun 2007 tentang Perseroan Terbatas (UUPT), Modal dasar PT adalah sebesar Rp 50 juta dengan minimal 25% nya 1 2 disetorkan sebagai modal di setor PT. Persyaratan ini kerap menjadi kendala bagi mereka yang ingin mendirikan PT tapi modalnya pas-pasan. Padahal mereka paham bahwa mendirikan PT yang memiliki badan hukum dapat mengurangi resiko berbisnis di kemudian hari. Pemerintah kemudian mengeluarkan aturan baru dimana besaran modal dasar untuk pendirian PT tergantung pada kesepakatan para pendirinya. Hal ini disebutkan dalam Peraturan Pemerintah Nomor 29 Tahun 2016 Tentang Perubahan Modal Dasar Perseroan Terbatas (PP29/2016). Meski demikian, persyaratan modal ini hanya berlaku bagi UMKM (Usaha Mikro, Kecil dan Menengah). PT. Valvindo Mitra Raya tahun 2016 telah memiliki modal yang cukup untuk mendirikan perseroan terbatas, sehingga dengan modal tersebut diresmikan lah sebuah PT. Valvindo Mitra Raya pada tahun itu. 1.1.2 Visi dan Misi Perusahaan Visi : 1. Menjadi Perusahaan Jasa Pemeliharaan, Perbaikan dan Pabrikasi Mesin/Peralatan Industri/Mekanikal/Elektrikal terkemuka di Indonesia yang berorientasi pada kepuasan pelanggan 2. Diakui oleh klien atau kostumer sebagai perusahaan yang profesional dan mampu melaksanakan atau menyelesaikan pekerjaan sesui dengan bidang usaha dan sub bidang usaha Misi : 1. Menjamin produk dan jasa yang dihasilkan berkualitas baik dengan Harga bersaing dan pengiriman tepat waktu, menjadi Mitra oleh perusahaan terkemuka. 2. Melaksanakan setiap kegiatan dengan memberdayakan sumber daya yang ada dan menghasilkan hasil service yang bermutu dan berkualitas. 3. Melakukan service dengan teliti dan menghasilkan sebuah kepuasan terhadap klien atau kostumer service. 3 1.2 Struktur Organisasi Perusahaan DIRECTOR MARJOKO ENGENERING SUGENG HRD LISTI ADM TEKNISI ASEPUDIN LEADER AKBAR LEADER SUPIADI TEKNISI ARIF TEKNISI AGUS TEKNISI NURSAID GENERAL MANAJER DIAN ADI M SUPERVISOR EKO S (Sumber: PT Valvindo Mitra Raya) Gambar 1.1 Stuktur Organisasi PT Valvindo Mitra Raya 1.3 Kegiatan erusahaan 1.3.1 Pengertian dan Jenis Valve PT. Valvindo Mitra Raya bergerak di valve atau juga disebut katup adalah sebuah alat untuk mengatur aliran suatu fluida dengan menutup, membuka atau menghambat sebagian dari jalannya aliran. Valve atau biasa juga disebut dengan kerangan, sangat berperan penting dalam sistem pipa di suatu pabrik, cargo pump dan lain-lain guna menjaga kestabilan proses operasional, valve bertugas mengatur aliran (fluida) dalam suatu proses pembongkaran dan pemuatan cargo. Secara tidak langsung, maka valve 4 dapat diandalkan untuk mengatur besar kecil nya flow, rendah tingginya level, rendah tingginya temperatur ataupun tekanan. Ketika valve telah dipasang dalam suatu rangkaian pipa. Pada saat valve di buka, fluida mulai mengalir, dan ketika valve ditutup maka fluida pun berhenti mengalir. Valve seperti ini bertugas untuk menutup penuh (fully closed) ataupun membuka penuh (fully opened) suatu aliran. Karena tugasnya hanya untuk membuka atau menutup maka valve sejenis ini dinamakan dengan ON/OFF valves atau Isolation valve. Beberapa valve ada juga yang dirancang untuk melepaskan (release) kelebihan pressure untuk menjaga keamanan alat ataupun operator. Valve yang berfungsi untuk melepaskan kelebihan pressure ini sering disebut sebagai pressure relieve valve ataupun pressure safety valve (kedua jenis valve ini mempunyai fungsi yang sama tetapi prinsip kerjanya berbeda). 1.3.2 Bagian-bagian Utama Pada Valve Pada dasarnya, valve mempunyai bagian-bagian dasar yang sama. Seperti terlihat pada gambar dibawah ini. Bagian-bagian utama valve adalah: body, seat, disc, bonnet, gland, packing, stem dan handwheel. Gambar Bagian-Bagian Valve seperti Gambar 1.2 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 1.2 Bagian-bagian Valve 5 A. Seat dan Disc Seat adalah bagian pada valve yang mantap/diam. Disc adalah bagian yang bergerak, bertugas sebagai pengontrol aliran. Disc akan bergerak keatas sehingga memberikan ruang lebih banyak agar fluida dapat mengalir, bergerak kebawah jika akan menutup dan menekan seat dengan rapat. Banyak valve yang berbeda namanya karena perbedaan disc dan seat ini. Seperti Ball Valve, Plug Valve, Needle Valve. B. Stem dan Handwheel Jika kita telusuri bagian valve dari bawah keatas setelah seat, disc lalu stem dan handwheel yang semuanya tergabung jadi satu. Stem berbentuk batang yang sebagian berulir sebagian tidak. Handwheel digunakan oleh operator untuk memutar stem, sehingga dapat menggerakkan disc keatas dan kebawah. Khusus saat pengoperasian Handwheel, jika diputar searah jarum jam maka valve akan menutup, sebaliknya jika diputar berlawanan jarum jam maka valve akan membuka. Namun, ketika hendak menutup valve, hendaknya jangan memaksa putaran handwell terlalu keras dan kencang, karena akan menyebabkan kerusakan pada disc dan seat hingga masa pakai valve menjadi lebih cepat C. Bonnet dan Packing Bonnet memberikan ruangan bagi disc untuk bergerak keatas saat valve dalam posisi membuka. Sedangkan packing, berfungsi sebagai material isolasi agar tak ada kebocoran fluida melalui stem. D. Gland dan Gland Nut Berfungsi untuk mengencangkan posisi packing terhadap stem. Jika ada kebocoran fluida melalui bagian ini maka dapat diantisipasi dengan mengencangkan Gland Nut. Jika tidak bisa juga, maka valve kemungkinan besar harus diganti. 1.3.3 Klasifikasi Valve Berdasarkan Keunggulan / Fungsinya A. Valve Buka / Tutup (Start / Stop Valve) Valve buka tutup juga dapat dibedakan berdasarkan pergerakan dan jenis katupnya, valve ini dapat di kelompokkan menjadi: 6 1. Slinding valve (valve yang mempunyai katup yang berbentuk datar dan memotong aliran). Slinding valve digunakan untuk membuka dan menutup aliran dan pengatur debit deengan akurasi yang rendah. Contoh valve jenis ini adalah: a) Gate Valve Gate valve mudah dikenali karena mempunyai body dan stem yang panjang. Kegunaan utama dari gate valve adalah hanya untuk menutup dan membuka aliran (fully closed & fully opened position), on/off control dan isolation equipment. Gate valve tidak bisa digunakan untuk mengatur besar kecilnya aliran (regulate atau trotthling). Karena akan merusak posisi disc nya dan mengakibatkan valve bisa passing pada saat valve ditutup (passing = aliran tetap akan lewat, walaupun valve sudah menutup), disc tidak menekan seat dengan baik yang diakibatkan karena posisi disc sudah berubah (tidak rata lagi). Gambar Gate Valve seperti Gambar 1.3 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 1.3 Gate Valve b) Piston Valve Piston Valve adalah valve yang bekerja dengan cara begeser (translasi) menggunakan tekanan fluida untuk membuka dan menutup katupnya. Adapun proses kerjanya adalah: i. Mula-mula air suplai tertutup ii. Kemudian air suplai dibuka dan fluida menekan piston hingga piston bergeser hingga membentur seat, dilantutkan dengan mengalirkan fluida dari celah piston menuju accumulator tank. 7 iii. Langkah berikutnya adalah langkah balik yaitu: fluida dari accumulator tank menekan piston kembali dan membuang fluida melewati barrel. Dan fluida di belakang piston di buang melewati celah. Gambar Piston Valve seperti Ganbar 1.4 berikut: (Sumber: PT. Valvindo Mitra Raya) Gambar 1.4 Piston Valve 2. Rotating Valve adalah valve yang membutuhkan ¼ putaran untuk membuka dan menutup penuh dab arah sisi muka katub sejajar dengan arah aliran. Karena konstruksi katup valve ini sangat kuat, maka valve jenis ini biassa digunakan untuk fluida yang mengandung partikel padat. Contoh dari valve jenis ini adalah: a) Plug Valve Seperti ball valve, tetapi bagian dalamnya bukan berbentuk bola, melainkan silinder. Karena tidak ada ruangan kosong di dalam badan valve, maka cocok untuk fluida yang berat atau mengandung unsur padat seperti lumpur. Secara umum, kegunaan dari plug valve adalah untuk fully open dan fully close (isolation dan on/off control). Bagian - bagian utama plug valve sama saja dengan gate valve ataupun globe valve. Yaitu body, stem, packing bolt, seal, plug. Seal sama fungsinya dengan packing, packing bolt sama fungsinya dengan gland nut atau gland, sedangkan plug sama fungsinya dengan disc tapi bentuknya berbeda. Plug ini digunakan untuk mengontrol (membuka dan menutup) aliran pada plug valve, plug mempunyai celah atau lubang tempat aliran lewat. Saat handle diputar menuju open position maka plug akan berputar secara rotasi terhadap seat dan bagian yang bercelah akan melewatkan aliran. Namun pada saat handle diputar pada close position maka plug 8 akan berputar secara rotasi terhadap seat dan bagian yang tak bercelah akan menahan aliran, sehingga aliran pun akan berhenti. Gambar Plug Valve seperti Gambar 1.5 berikut: (Sumber: PT. Valvindo Mitra Raya) Gambar 1.5 Plug Valve Plug harus rapat dengan body, agar tidak terjadi kebocoran ( leaking) atau passing. Antara plug dan body akan terjadi gesekan (friction), maka untuk menimalkan efek gesekan tersebut, pada daerah sentuhan plug dan body diberikan pelumas. Karena itu ada tipe plug valve yang mempunyai tempat pengisian pelumas diatas stem, ada juga yang sudah diberikan pelumas dari pabrik pembuatnya, ada juga yang yang tidak membutuhkan pelumas namun pada daerah sentuhan sudah dilapisi material teflon, jenis ini dinamakan self lubricating. b) Ball valve Secara sederhana, Ball valve sama saja dengan plug valve, tetapi bentuk disc nya berbeda. Dinamakan Ball valve karena bentuk disc nya ini bulat seperti bola, dan bentuk body nya silinder. Gambar Ball Valve Seperti Gambar 1.6 berikut. (Sumber: PT. Valvindo Mitra Raya) Gambar 1.6 Ball Valve 9 Ball valve digunakan juga sebagai on/off valve, fully opened atau fully closed valve, dan handal untuk aliran fluida yang mengandung partikelpartkel solid (slurry). Sama seperti plug valve, ball valve juga membuka dan menutup dengan cara rotasi pada disc sehingga dapat membuka dan menutup lebih cepat. Ball valve juga mempunyai handle yang sama dengan plug valve, dimana pada posisi valve fully open maka handle akan searah dengan aliran atau pipa, namun jika posisi valve fully close maka posisi handle tidak searah dengan aliran atau pipa, melainkan akan membentuk sudut 90 derajat dengan aliran atau pipa. c) Butterfly Valve Butterfly valve digunakan untuk mengontrol (trhottling/regulatevalve) aliran fluida yang bertekanan rendah. Bagian-bagian utama pada valve ini sama saja dengan valve-valve yang diatas, yaitu body, disc, seat, dan handle. Disc nya berbentuk piringan yang tipis. Seat nya, melingkar mengikuti bentuk disc. Handle nya berbeda dengan tipe plug valve dan ball valve, karena mempunyai lever yang harus kita tekan apabila ingin membuka dan menutup valve dan kita lepaskan apabila telah sampai ke posisi yang kita inginkan. Lever inilah yang akan membantu disc untuk mengunci rapat. Gambar Butterfly Valve Seperti Gambar 1.7 berikut (Sumber: PT Valvindo Mitra Raya) Gambar 1.7 Butterfly Valve Dibagian bawah handle dan lever terdapat skala (scale) yang digunakan untuk pembacaan posisi valve opening atau valve closing. Butterfly valve juga membuka dan menutup dengan cara rotasi pada disc sehingga dapat membuka dan menutup lebih cepat. Dan mempunyai handle yang sama 10 dengan plug valve, dimana pada posisi valve fully open maka handle akan searah dengan aliran atau pipa, namun jika posisi valve fully close maka posisi handle tidak searah dengan aliran atau pipa, melainkan akan membentuk sudut 90 derajat dengan aliran atau pipa. B. Valve Pengatur Banyaknya Aliran Fluida (Globe Valve) Globe valve merupakan salah satu jenis valve yang dirancang untuk mengatur besar kecilnya aliran fluida (regulate atau trotthling). Pada dasarnya bagian utama dari Globe valve ini sama saja dengan Gate valve. Yaitu terdiri dari body, seat, disc, bonnet, stem, packing dan gland. Globe valve dengan gate valve bentuknya hampir sama, tetapi ada ciri-ciri tertentu yang dapat di jadikan acuan untuk membedakan antara keduanya, yaitu: 1. Pada bagian dalam valve, disc dan seat nya berbeda. Perbedaan disc dan seat ini menyebabkan terjadi profil (pola) aliran yang berbeda. Bentuk dari disc dan seat inilah yang menyebabkan globe valve dapat diandalkan sebagai throttling valve. Aliran fluida saat melewati globe valve akan mengalami sedikit hambatan sehingga akan terjadi pressure drop yang lebih besar dari gate valve, pertama aliran akan mengenai seat lalu membelok keatas melewati dan mengenai seluruh bagian disc, lalu aliran akan dibelokkan lagi ke arah yang sama. Gambar Globe Valve Seperti Gambar 1.8 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 1.8 Globe Valve 2. Pada bagian luar, body dari globe valve terlihat lebih menggelembung. Gambar Perbedaan Gate Valve dan Globe Valve berikut: Seperti Gambar 1.9 11 (Sumber: PT Valvindo Mitra Raya) Gambar 1.9 Perbedaan Gate dan Globe Valve Khusus untuk globe valve yang menangani fluida steam, maka biasanya valve akan dilengkapi dengan back seat yang terletak berhadapan dengan seat. Back seat ini berperan sebagai pelapis pelindung bagian atas globe valve mencegah steam untuk menerobos masuk. Beberapa contoh valve tetapi masih termasuk dalam jenis Globe valve: a) Angle valve Termasuk jenis globe valve, digunakan untuk mengubah aliran sebesar 90 derajat. Valve ini bisa digunakan juga sebagai pengganti elbow. Gambar Angle valve Seperti Gambar 1.10 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 1.10 Angle Valve b) Needle valve Termasuk jenis globe valve, digunakan untuk mengatur secara lebih akurat aliran yang pressure rendah. Bentuk disc nya panjang dan kecil seperti paku. Gambar Needle valve Seperti Gambar 1.11 berikut: 12 (Sumber: PT Valvindo Mitra Raya) Gambar 1.11 Needle Valve C. Valve Pencegah Aliran Balik / Chack Valve Check valve digunakan untuk membuat aliran fluida hanya mengalir kesatu arah saja atau agar tidak terjadi reversed flow/back flow. Bentuk check valve sama saja dengan gate valve tapi valve ini tidak mempunyai handwell/handle maupun stem. Secara umum ada 3 macam check valve yang cara kerjanya sama saja namun aplikasi nya terhadap material fluida yang berbeda. yaitu: Swing check valve, Lift check valve, dan Ball check valve. Swing check valve, penggunaan untuk fluida gas ataupun liquid yang tidak mengandung partikel padat (solid). Gambar Swing Check Valve Seperti Gambar 1.12 berikut: (Sumber: PT Valvindio Mitra Raya) Gambar 1.12 Swing Check Valve Lift check valve, penggunaan untuk fluida steam, gas, maupun liquid yang mempunyai flow yang tinggi. Gambar Lift Check Valve Seperti Gambar 1.13 berikut: 13 (Sumber: PT Valvindo Mitra Raya) Gambar 1.13 Lift Check Valve Ball check valve, penggunaan untuk fluida liquid yang mengandung partikel padatan. Gambar ball Check Valve Seperti Gambar 1.14 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 1.14 Ball Check Valve D. Relieve Valve dan Safety Valve (Valve Pengaman) Kedua valve ini digunakan untuk melepaskan (release) tekanan (pressure) pada suatu sistem agar tidak membahayakan alat (equipment), personnel yang sedang bekerja, dan untuk kepentingan proses itu sendiri. Antara kedua valve ini terdapat penggunaan istilah yang seringkali tertukar satu sama lain. Kadang Relieve valve dianggap Safety valve dan kadang juga Safety valve dianggap Relieve valve. Namun, sebenarnya perbedaan mendasarnya adalah cara kerjanya itu sendiri, Relieve valve akan membuka perlahan-lahan apabila terjadi kelebihan (excess) pressure dan akan menutup kembali apabila pressure telah kembali normal. Relieve valve lebih cocok diaplikasikan ke fluida liquid. Sedang Safety valve, akan membuka secara sangat cepat langsung 60% opening apabila terjadi excess pressure. Dan akan menutup kembali hanya apabila pressure telah berada dibawah pressure normal (set point). Safety valve sangat cocok diaplikasikan ke fluida gas. Gambar Relieve dan Sefety Valve Seperti Gambar 1.15 berikut: 14 (Sumber: PT Valvindo Mitra Raya) Gambar 1.15 Relieve dan Sefety Valve 1.5 Teori Pemeliharaan A. Pengertian Umum Perawatan Perawatan adalah suatu kegiatan yang dilaksanakan untuk mempertahankan kondisi peralatan agar tetap dalam kondisi baik, dengan demikian diharapkan menghasilkan suatu output sesuai dengan standart yang ditetapkan. Menurut Dhillon (1985), Perawatan adalah suatu kombinasi dari berbagai tindakan yang dilakukan untuk menjaga suatu barang, atau memperbaiki suatu kondisi yang bisa diterima. Sedangkan menurut British Standard Institute (BS 3811,1974). Perawatan adalah kombinasi dari beberapa tindakan yang ditujukan untuk mempertahankan kinerja fasilitas atau mesin. Dari definisi diatas, dapat ditarik kesimpulan bahwa perawatan mempunyai kaitan yang erat dengan tindakan pencegahan dan pembaharuan. Dalam perawatan, tindakan-tindakan yang dapat dilakukan antara lain: 1) Pemeriksaan, yaitu tindakan yang ditujukan terhadap sistem untuk mengetahui apakah sistem masih berada dalam keadaan yang memenuhi persyaratan yang diinginkan. 2) Penggantian Komponen, yaitu tindakan penggantian komponen sistem yang sudah tidak berfungsi dimana tindakan penggantian komponen sistem dilakukan dapat bersifat terencana dan tidak terencana. 3) Repair dan overhaul, yaitu melakukan pemeriksaan secara cermat serta melakukan perbaikan dimana dilakukan set-up ulang. 15 4) Penggantian sistem, yaitu tindakan yang diambil apabila tindakan-tindakan yang lain sudah tidak memungkinkan lagi. B. Jenis-jenis Perawatan Aktivitas pemeliharaan suatu fasilitas atau mesin produksi yang dilakukan dapat dibedakan menjadi dua yaitu : 1) Perawatan Tidak Terencana (Unplanned Maintenance) Merupakan perawatan yang tidak direncanakan terlebih dahulu, disebabkan peralatan dan fasilitas produksi tidak memiliki rencana serta jadwal perawatan. Kegiatan perawatan ini disebut juga perawatan darurat (breakdown maintenance atau emergency maintenance) yang didefinisikan sebagai perawatan yang perlu dilaksanakan tindakan untuk mencegah akibat yang fatal seperti : kerusakan besar pada peralatan, hilangnya produksi dan keselamatan kerja. 2) Perawatan Terencana (Planned Maintenance) Merupakan kegiatan perawatan yang mengacu pada rencana yang telah disusun dan dilaksanakan serta didokumentasikan. 3) Perawatan Pencegahan (Preventive) Kegiatan pemeliharaan dan perawatan untuk mencegah timbulnya kerusakankerusakan tidak terduga dan menemukan kondisi atau keadaan yang menyebabkan fasilitas produksi mengalami kerusakan pada waktu proses produksi dan mencegah menurunnya fungsi peralatan dan fasilitas. Perawatan ini dibagi 2 yaitu : a) Perawatan rutin, yaitu kegiatan pemeliharaan dan perawatan yang dilakukan secara rutin setiap hari yaitu dengan pembersihan peralatan, pelumasan, pengecekan oli, pengecekan bahan bakar. b) Perawatan rutin, yaitu kegiatan pemeliharaan dan perawatan yang dilakukan secara rutin setiap hari yaitu dengan pembersihan peralatan, pelumasan, pengecekan oli, pengecekan bahan bakar. 4) Perawatan Perbaikan (Corrective Maintenance) Kegiatan perawatan yang sudah direncanakan berupa penggantian komponen yang sudah tidak berfungsi. Perawatan perbaikan dapat berupa perbaikan 16 yang tidak ditemukan pada saat pemeriksaan seperti penggantian komponen secara serentak juga overhaul (perbaikan menyeluruh) terencana. 5) Prosedur dalam pelaksanaan perawatan Dalam setiap kegiatan tidak dapat terlepas dari prosedur atau langkah-langkah untuk melakukan kegiatan tersebut. Langkah-langkah yang harus dilakukan dalam kegiatan perawatan antara lain : a) Inspeksi, kegiatan ini meliputi kegiatan pemeriksaan secara berkala untuk semua peralatan yang dimiliki sesuai dengan rencana beserta kegiatan pengecekkan terhadap peralatan yang mengalami kerusakan dan membuat laporan dari hasil pengecekkan tersebut. Adapun maksud dari kegiatan ini adalah untuk mengetahui kondisi peralatan yang dimiliki perusahaan, karena peralatan dalam kondisi baik akan memperlancar proses produksi. Laporan-laporan inspeksi berguna bagi bagian perawatan untuk mengadakan perbaikan yang tepat pada sasaran, selain itu berguna bagi pengambil keputusan untuk memutuskan antara mengganti atau memperbaiki mesin atau peralatan yang rusak. b) Kegiatan Teknik, kegiatan ini meliputi kegiatan percobaan peralatan baru, dan pengembangan peralatan atau komponen peralatan yang baru diganti, serta melakukan penelitian terhadap kemungkinan pengembangannya. Dalam kegiatan ini diperlukan kemampuan untuk melakukan perubahan maupun perbaikan bagi kemajuan peralatan pabrik tersebut. c) Kegiatan Produksi, merupakan kegiatan perawatan yang sebenarnya, yaitu memperbaiki mesin dan peralatan. Melaksanakan kegiatan yang disarankan dalam kegiatan inspeksi dan teknik. Adapun maksud dari kegiatan ini adalah agar kegiatan proses produksi dapat berjalan dengan lancar kembali, diperlukan suatu usaha perbaikan segera jika terdapat kerusakan pada peralatan. d) Pekerjaan Administrasi, merupakan kegiatan yang meliputi pencatatan biaya pengeluaran untuk kegiatan perawatan, kebutuhan komponen, laporan kegiatan yang telah dikerjakan, waktu inspeksi dan perbaikan, lamanya perbaikan dilakukan dan jumlah komponen yang tersedia 17 dibagian perawatan. Jadi dalam kegiatan pencatatan ini termasuk penyusunan perencanaan dan jadwal yaitu rencana waktu suatu mesin harus diperiksa, diservis dan direparasi. Dan Bangunan, merupakan kegiatan untuk menjaga agar banguanan tetap terpelihara. BAB II PEMBAHASAN DAN HASIL 2.1 Pembahasan 2.1.1 Troubleshooting (Permasalahan Gate Valve Dan Solusinya) Adapun hal-hal yang sering jadi masalah pada gate valve adalah sebagai berikut: 1. Valve Leak (Bocor/Kendor) Jika valve tidak bekerja dengan baik maka kemungkinan besar terjadi leak. Bagian yang paling sering terjadi leak adalah pada packing gland. Hal ini bisa diatasi dengan mengencangkan Gland nut. Setelah itu maka periksa kembali putaran handwell, karena setelah mengencangkan gland nut maka akan terjadi gesekan antara packing dengan stem yang menyebabkan handwell susah di gerakkan. Kebocoran juga biasa terjadi didaerah sambungan body dan bonnet, daerah body, dan disekitar flange. 2. Kerusakan Fisik Valve yang tidak bekerja dengan baik kemungkinan juga disebabkan karena adanya kerusakan fisik pada valve itu sendiri, oleh karena itu pemeriksaan fisik sangat penting untuk dilakukan lebih dahulu sebelum adanya perlakuan yang lebih jauh. 3. Pemberian Pelumas Pemberian pelumas pada valve terutama pada stem, sangat penting untuk menjaga ketahanan valve. 2.2 Pemeliharaan Gate Valve Untuk menjaga agar valve dapat dipakai dalam jangka waktu yang lama maka perlu dilakukan pemeliharan/perawatan terhadap alat tersebut. Untuk bahan material : 18 19 1. Kuningan : Valve dengan jenis bahan ini tidak boleh digunakan untuk temperatur diatas 450 ºF, apabila digunakan pada temperatur yang melebihi dari yang tersebut diatas maka valve tersebut akan mengalami kerusakan. 2. Besi : Valve dengan jenis bahan ini juga tidak boleh digunakan untuk temperatur yang lebih besar dari 450 ºF. 3. Stainless Stell (besi putih) : Valve dengan jenis bahan ini digunakan untuk temperatur rendah dan aliran korosif valve ini tidak boleh digunakan dalam temperatur yang tinggi. 4. Stell baja : Valve jenis ini digunakan untuk temperatur yang tinggi dan tekanan yang tinggi (mempunyai kelebihan dibandingkan dengan jenis bahan yang lain dalam hal penggunaan temperatur). Jadi untuk bahan material tersebut diatas, agar valve dapat berfungsi dengan baik maka harus disesuaikan dengan temperatur. Pemeliharaan yang lain yang dapat dilakukan terhadap valve adalah dengan menggunakan minyak pelumas. Minyak pelumas sangat dibutuhkan dalam perawatan valve yaitu pada bagian screw. Dalam jangka waktu yang telah ditentukan minyak pelumas ini perlu diberikan pada bagianbagian screw. Hal ini ditujukan untuk memperlancar proses pemutaran pada valve. 2.3 Perbaikan Pada Gate Valve Dalam suatu perbaikan valve, terdapat langkah-langkah tersendiri dalam setiap jenis valve tersebut. Berikut ini adalah cara perbaikan gate valve class 150 ~ 600 : A. Identifikasi Valve Setiap kita akan memulai melakukan perbaikan/pekerjaan, kita perlu menidentifikasi untuk mengetahui indikasi /permasalahan dan identitas valve tersebut dan untuk menentukan langkah perbaikan. No 1 Kerusakan Leak pada Analisa Perbaikan 1. Baut kendor akibat Kencankan baut Packing. stem dan baut getaran yang terjadi packing saat pengoprasian. 20 2. Terjadi pada keretakan Ganti dengan baut packing baut akibat yang baru. terjadinya korosi. 2 Ganti dengan Terjadinya goresan pada Lapping baut packing disc akibat gesakan dan campuran yang baru. tekanan pada disc dengan minyak dan aliran lapping compound. fluida. 3 Packing Packing adalah Ganti dengan packing yang komponen pada valve baru. yang paling terjadi jarang kerusakan, apabila terjadi kerusakan faktor utamanya karena telah melewati batas usia pakar 4 Seat Sering terjadinya Untuk mengeluarkan seat, kesulitan untuk tergantung kontruksi mengeluarkan seat dari bodynya. body ketika melakukan 1. Kebanyakan gate valve perawatan dan perbaikan. menyediakan space untuk akses top-entry. Seat yang terpasang ke body dengan ulir dapat dilepaskan dengan tool biasa. 2. Untuk gate valve yang tidak memiliki top-entry. Perlu khusus akses alat dari manufacturer. 5 Poros Terdapat galling goresan, 1. Permukaan poros katup atau scooring supaya diperiksa dari 21 akibat kesalahan dalam kerusakan memutar handwheel dan goresan, karena scooring, aliran packing. faktor fluida tekanan pada seperti galling atau karena kerusakan tersebut dapat mempengaruhi kemampuan packing dalam menyekat aliran. Kerusakan rinfan dapat diperbaiki dengan pemolesan menggunakan bahan absrasive yang halus. Poros yang mempunyai kerusakan / goresan yang dalam perlu diganti dengan yang baru. Setelah semua komponen dibersihkan, periksa sisi komponen yang menerima beban tekanan tinggi. Jika terjadi oksidasi ringan, periksa apakah oksidasi sampai merusak batas ketebalan minimum dari komponen. 2. Pembongkaran dilaksanakan harus dengan hati-hati agar ulir pada poros katup tidak merusak sisi dalam dari packing. 22 Ada kerusakan yang tidak diketahui penyebabnya. 6 Valve dalam kondisi Bongkar Valve dan ganti baik, akan tetapi dalam pada bagian valve yang pengoprasiannya selalu menhasilkan hasil yang mengalami kerusakan. tidak maksimal. Pada dasarnya setiap komponen pada gate valve yang mengalami perawatan atau perbaikan harus memenuhi standart valve itu sendiri. Dalam hal ini standart yang digunakan untuk standart perbaikan atau pergantian komponen pada valve itu adalah standart American Petroleum Institute (API). Yang diantaranya adalah : 1. API Std 600 2. API Std 602 3. API Std 603 Ketiga standart di atas adalah standart yang menentukan jenis komponen, jenis ulir dan bahan yang diperlukan dalam pembuatan gate valve. Adapun tahap proses rekondisi yang penulis lakukan adalah: 1) Pemeriksaan/pengukuran. 2) Tentukan idikasi awal kerusakan dari valve. 3) Liat manual book / gambar cross section dari gate valve yang akan di perbaiki. 4) Bongkar / lepaskan bagian-bagian dari gate valve dengan melihat panduan gambar cross section / manual book dari valve tersebut. Atau minta bimbingan dari para pakar yang telah paham betul tentang valve ini. 5) Lakuan pemeriksaan secara visualuntuk pemeriksaan bagian-bagian gate valve yang akan di perbaiki. 6) Bila ada indikasi kerusakan pada bagian-bagian / internal part valve, minta pemeriksaan oleh bagian inspeksi untuk memastikan langkah perbaikan. 7) Lakukan pengukuran dan pengecekan terhadap bagian / internal part yang rusak sebagai data untuk proses perbaikan. 23 B. Tools dan Alat Consumable Sebelum melakukan pekerjaan / perbaikan kita terlebih dahulu menyiapkan tools dan alat consumable yang diperlukan untuk pekerjaan tersebut, antara lain: Kunci pas ring, kunsi pipa, inpact/snapper, palu, obeng, tang, minyak karat, sikat kawat, sand paper, amril/coumpond dan alat pendukung lainnya. C. Langkah-langkah perbaikan pada Gate valve 1. Pembongkaran Gate Valve Adapun proses pembongkarannya sebagai berikut: a) Lepaskan Stud Bold pengikat dengan Bonnet / Yoke b) Pisahkan body dengan Bonnet / Yoke c) Lepaskan nut pengikat gland packing d) Lepaskan stem dari bonnet, dorong dengan cara memutar Hand Wheel sampai lepas dari Stem nut sampai keluar e) Lepaskan Gland, Gland ring dan Packing dari Bonnet f) Pisahkan stem dengan Disc / Wedge g) Bersihkan Part – part yang sudah di lepas. Gambar Proses Pembongkaran dilokasi Seperti Gambar 2.1 berikut: ` (Sumber: PT Valvindo Mitra Raya) Gambar 2.1 Proses Pembongkaran dilokasi 2. Proses Perbaikan pada Gate Valve Proses perbaikan ini dilakukan pada disc/wedge dan set ring. Setelah di 24 bersihkan periksa kerusakan. Seperti, goresan, galling, atau scooring karena kerusakan tersebut dapat mempengaruhi kemampuan untuk packing dalam menyekat aliran. Kerusakan ringan seperti goresan dapat diperbaiki dengan pemolesan menggunakan bahan abrasive yang halus (Lapping). Apabila kerusakan tidak bisa diperbaiki dengan proses lapping maka dapat dilakukan built up atau dengan penambahan material yang sama pada disc dan seat melalui pengelasan. Untuk menagatasi kerusakan pada gasaket, packing, bushing steam pada valve, maka dilakukan penggantian material yang baru. a) Proses Lapping Lapping adalah proses penambahan abrasive pada permukaan seat dan katup, kemudian seat dan katup diputar-putar sampai keduanya bersentuhan penuh. Setiap seat dan disc dari relief valve maupun block valve, pada umumnya harus dilakukan proses lapping. Gambar Proses Lapping pada Gate Valve Seperti Gambar 2.2 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 2.2 Proses lapping pada gate valve 25 Proses lappingini terbagi menjadi dua, yaitu: (1) Proses Lapping manual (menggunakan tangan) (2) Proses Lapping automatis (menggunakan mesin) Gambar Mesin Lapping Otomatis Seperti Gambar 2.3 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 2.3 Mesin lapping otomatis Gambar Mesin Lapping Manual Seperti Gambar 2.4 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 2.4 Mesin lapping manual b) Proses Built Up (Proses Penambahan Daging) Proses bulid up atau disebut juga proses penambahan daging adalah proses yang dilakukan dengan cara menambahkan material pada seat 26 dan disc yang merupakan bagian utama dari komponen gate valve. Proses ini dapat dilakukan dengan dua cara, yaitu dengan proses pengelasan dan dengan proses spraygun (alat penembak material). Proses ini juga melalui proses lapping, karena setelah melakukan proses built up tahap selanjutnya adalah dengan meratakan kembali material dengan proses lapping agar seat dan disc dapat mencapai ukuran semula. 3. Assembling (Proses Pemasangan Kembali) Adapun Proses Assembling pada gate valve adalah sebagai berikut: a) Masukkan poros pada rumah cangkang kemudian tempelkan katup pada poros dengan mengunci pada poros dengan mengunci pada ulir yang terdapat pada poros dan katup, b) Masukkanlah katup dengan penutup rumah katup dimana cara pemasukan disesuaikan dengan alat yang terdapat didalam rumah katup dan pemasangan penutup sudah terpasang pada penutup rumah katup, c) Pada Pemasangannya poros sudah menyangkut sehingga apabila sewaktu pembukaan poros tetap yang bergerak adalah katup yang terdapat pada rumah katup, d) Pasanglah gland flange pada poros untuk menetapkan posisi poros supaya tetap dengan penguncian sehingga poros tetap dimana pada gland flens sudah terdapat paking karet, e) Pasanglah bushing kedua pada poros, f) Pasanglah roda penggerak dengan menggunakan kunci ring/pas Gambar Proses Assembling Seperti Gambar 2.5 berikut: 27 (Sumber: PT Valvindo Mitra Raya) Gambar 2.5 Proses Assembling D. Standart Pengujian Valve Pengujian pada valve dapat merefer ke suatu standart teknik internasional maupun standart dari manufaktur valve. Salah satu standart teknik yang dapat digunakan sebagai referensi melakukan pengujian valve adalah API (the American Petroleum Institute) 598 yang merupakan inspeksi, pengujian dan persyaratan test tekanan (pressure test) pada gate valve, globe valve, plug valve, ball balve, check valve dan butterfly valve dengan seat resilient (soft),nonmetal (misalnya keramik) dan metal. E. Jenis Pengujian Valve Menurut API 598 jenis test / pengujian yang dilakukan pada valve adalah sebagai berikut: 1. Pengetesan Shell 2. Pengetesan Backseat 3. Pengetesan Closure Tekanan Rendah 4. Pengetesan Closure Tekanan Tinggi 5. Pengujian Visual Pada Pengecoran 6. Pengetesan Shell Dengan Pneumatic Tekanan Tinggi* (*) = Pengujian ini dilakukan bila dispesifikasikan dalam order pembelian dan dilakukan setelah pengujian hidrostatik shell karena pertimbangan 28 safety. Tekanan untuk pengujian pneumatic pada shell adalah 110% dari maksimum tekanan yang diijinkan 1000 F (380 C) atau sesuai yang dispesifikasikan. F. Prosedur Pengujian Tekanan (Pressure Test) Dalam melakukan pengujian tekanan ada beberapa hal umum yang perlu diperhatikan diantaranya adalah: 1. Untuk valve dengan desain yang memungkinkan dalam kondisi emergency dapat melakukan injeksi sealent ke area seat, pengujian dilakukan dalam kondisi sistem injeksi kosong dan tidak sedang digunakan, kecuali untuk jenis lubricated plug valve. 2. Bila fluida test menggunakan cairan maka valve harus dikondisikan dulu agar bebas dari udara yang terperangkap. 3. Pada saat pengujian, harus dijamin bahwa untuk menutup valve tidak dilakukan dengan gaya (force) besar yang berlebihan atau tidak melampaui bocoran dilakukan setelah benar-benar siap dan dalam kondisi tekanan penuh sesuai yang dispesifikasikan. Gambar Mesin Uji Tekan dengan Media Fluida Cair Seperti Gambar 2.6 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 2.6 Mesin uji tekan dengan media fluida cair G. Peralatan Pengujian Tekanan yang Digunakan Peralatan pengujian tekanan meliputi: 1. Pneumatic yang meliputi kompresor, test bench dan peralatan ukurnya, 29 2. Peralatan pengujian hidrostatik yang meliputi pompa, test bench dan peralatan ukurnya, dan 3. Alat kerja yang meliputi wrench dan tool kit Tabel Test Valve Class 150 ~ 600 Class150 Class300 Class600 Test Press PSI bar PSI bar PSI bar Shell 450 31 1125 78 2225 154 Back Seat 315 22 815 57 1630 113 Seat Leak 317 22 815 57 1630 113 Seat Leak 60-100 4-7 60-100 4-7 60-100 4-7 Test Medium Test Air Test Udara Gambar Pengujian tekanan dengan Fluida cair pada Gate Valve Seperti Gambar 2.7 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 2.7 Pengujian tekanan dengan fluida cair pada gate valve 30 H. Pengecetan Setelah Gate Valve tesebut dinyatakan baik / bagus, keringkan bekas air test valve, lakukan pengecetan (gunakan cat dasar / many) untuk mencegah timbulnya karat pada valve. Gambar Hasil Pengecetan Pada Gate Valve Otomatis Seperti Gambar 2.8 berikut: (Sumber: PT Valvindo Mitra Raya) Gambar 2.8 Hasil pengecetan pada gate valve BAB III PENUTUP 3.1 Kesimpulan Kesimpulan yang dapat diambil dari hasil kerja praktek proses perawatan dan perbaikan gate valve di PT Valvindo Mitra Raya, yaitu: 1. Proses Built up pada perawatan dan perbaikan gate valve sangatlah dibutuhkan pada bagian pada gate valve yang telah mengalami kerusakan, sehingga kerusakan pada gate valve tidak mengalami kerusakan yang lebih parah; 2. Proses machining (proses permesinan) dalam perbaikan gate valve sangat penting karena pada dasarnya tidak dapat melakukan proses perbaikan tanpa menggunakan proses permesinan; 3. Proses Lapping dilakukan untuk menghilangkan goresan pada seat dan wadge yang disebabkan gesakan pada keduanya karena adanya tekanan dari aliran fluida, ketika pengoprasian gate valve terjadi di lapangan; 4. Pengantian komponen-komponen yang telah rusak dan tidak dapat digunakan kembali adalah jalan pilihan terakhir pada proses perawatan dan perbaikan gate valve. Hal ini dibutuhkan agar dalam proses pengoprasian di lapangan dapat berkerja secara maksimal. 5. Pada prinsipnya perbaikan/perawatan gate valve ini tidak begitu sulit, karena konstrusi yang begitu sederhana yang perlu diperhatikan adalah prosedur penggunaanya; 3.2 Saran 1. Diharapkan dalam overhaul (bongkar-pasang) Gate Valve ini lakukan pembongkaran dan pemasangan sesuai dengan prosedur; 2. Jangan lakukan pembongkaran/pemasangan dengan cara paksa sehingga dapat merusak perelatan tersebut; 3. Diharapkan kepada pihak lembaga agar menyediakan bahan praktek yang lebih lengkap 31 DAFTAR PUSTAKA Dian Adi, (2016), Menejemen Bengkel Valve, PT. Valvindo Mitra Raya, Tangerang Arsip PT.Valvindo Mitra Raya, Perbaikan Gate Valve Class 150-600, PT. Valvindo Mitra Raya, Tangerang. http://www.engineeringtoolbox.com/api-valve-standards-d_378.html, pada 5 Maret 2020, 10:15 WIB di Akses http://ucak-ucakenginer.blogspot.com/2011/12/valve-dan-perbaikannaya.html, di akses pada 5 Maret 2020, 11:15 WIB http://www.scribd.com/doc/112771524/Gate-Valve, di akses pada 6 Maret 2020, 10:30 WIB Rahman. (2016) Peraawatan dan perbaikan Valve, PT. Valvindo Mitra Raya, Tangerang HRD, (2016) Company Profil Perbaikan Valve, PT Valvindo Mitra raya, Tangerang. http://obby1909.blogspot.com/2009/10/macam-macam-valve.html di unduh pada tanggal 6 Maret 2020,13:25 WIB http://syae007.wordpress.com/2010/01/16/apa-itu-standard-code/di unduh pada tanggal 7 Maret 2020,12:25 WIB HRD, (2017) Company Perbaikan Valve, PT Penta Logam Utama, Tangerang. 32 LAMPIRAN – LAMPIRAN 33 34 35