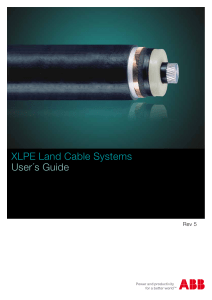
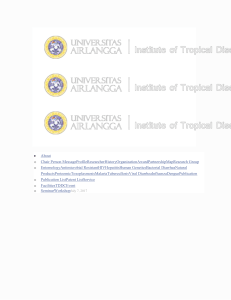
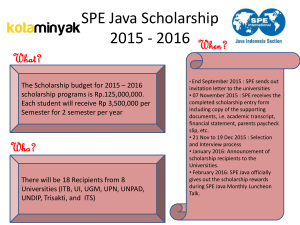
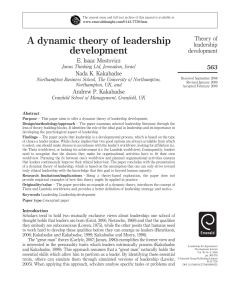
TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Module 7.13- Control Cables Swaging of End Fittings The majority of aircraft control cables have swaged end fittings. Splicing is seldom used on modern aircraft. Swaging is an operation in which a metal end fitting is secured to the end of the cable by plastic deformation of the hollow shank of the fitting. The end of the cable is inserted into the hollow shank of the end fitting, and the shank is then squeezes in a swaging machine, so that it grips the cable. This is the most satisfactory method attaching an end fitting to a cable, and it can be expected to provide a cable assembly at least as strong as the cable itself. Most transport aircraft and a large number of light aircraft, use control cables manufactured in this way. Manufacturers of cable assemblies normally swage with rotary machines. In these machines the shank of the end fitting is placed between suitable dies and is subjected to a series of forming blows, which reduce the shank diameter and lock the fitting to the cable. Swaging may also be carried out on a portable swaging machine, which squeezes the shank of the end fitting between dies. A range of swaged end fittings is covered by BS specifications, but some older types of aircraft may be fitted with cable assemblies containing components complying with SBAC AS specifications which are not obsolete. When it is necessary to make up control cables for these aircraft, approval may be granted for the use of equivalent BS parts, but the complete cable control run may have to be changed. BS specifications provide a range of fittings which prevent incorrect assembly of control cables. Turn-barrels and tension rods are designed to connect to screwed end and tapped end swaged fittings respectively. For each size of cable two alternative sizes of end fittings are available and each size is provided with either a left or right hand thread. Swaged fittings can thus be arranged to ensure that a control run cannot be incorrectly assembled. Page | 116 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Figure 13.1: Portable swaging machine Swaging Procedure The procedure outlined below is applicable for portable machine, which in all cases should be in accordance with the manufacturer's instructions. Where use of a different type of machine is authorized, the procedure is similar, except for the setting and operation of the machine, which in all cases should be in accordance with the manufacturers instructions. a) Ensure that the new cable is the correct size, by using a suitable gauge. b) Cut the cable to the length specified on the drawing, and ensure that the ends are clean and square. NOTE: Swaging elongates the end fitting and an allowance for this must be made when cutting the cable. The allowance to be made should be stated on the appropriate drawing or specification c) Select the appropriate end fitting and clean it by immersing it in solvent; then shake and wipe dry. d) Assemble the end fitting to drawing requirements. With drilled-through fittings, the cable end must pass the inspection hole, but be clear of the locking wire hole. For fittings with a blind hole, the cable must bottom in the hole. Bottoming may be checked by marking the cable with paint, at a distance from the end equal to the depth of the hole and ensuring that the paint mark reaches the fitting when the cable is inserted. When the cable and the fitting are correctly assembled, they should both be lightly lubricated. Page | 117 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 e) Fit the dies for the particular end fitting in the swaging machine, open the handles of the machine and unscrew the adjuster until the end fitting can be placed in the dies. With the end fitting centred in the die recess, close the handles fully and screw in the adjuster until the dies grip the fitting. Open the handles and tighten the adjuster by the f) g) h) i) j) k) l) m) amount of squeeze required for the particular end fitting; normally this should be approximately 0.18 mm (0.007 in). Place the fitting in the position so as to swage to within approximately 1.2 mm (0.050 in) from the inspection hole. Check that the cable is in the correct position and operate the handles to squeeze the fitting. Release the handles and rotate the fitting through approximately 50': Repeat the squeezing and rotating until the fitting has been moved one full turn. Withdraw the end fitting from the dies 1.6 mm (0.0625 in) and repeat the cycle of squeezing and turning. Continue operation until the whole shank is swaged. Check the diameter of the shank and if it has not been reduced to the size required by the appropriate drawing or specification, re-set the adjusting screw and repeat the swaging operation. When the shank of the end fitting has been reduced to the correct diameter, remove and inspect the fitting. Fit the identification device as prescribed in the drawing and mark it with the cable part number in the prescribed manner (in some cases the part number may be etched directly onto the end fitting). The identification may be in the form of a wired-on tag, or a cylindrical sleeve lightly swaged onto the shank of the end fitting. Assemble any fittings, such as cable stops, on the cable and swage on the opposite. Dip the end fittings in lanolin, to prevent corrosion resulting from damaged plating and to exclude moisture. Inspection of Swaged Fittings a) b) c) d) e) f) On completion of the swaging operations, the following inspection should be carried out. Check that the correct combination of cable and fittings has been used. Re-check the diameter of the swaged shank, using a GO-NOT GO gauge or a micrometer. If the diameter of the fitting is too small, it has been over-swaged and as such the cable and the fitting must be rejected. Excessive work hardening of the fitting will cause it to crack and may also damage the cable. Check, by means of the inspection hole or paint mark, that the cable is correctly engaged in the end fitting. Check that the swaging operation has not disturbed the lay of the cable, where the cable enters the end fitting. Ensure that the shank: is smooth, parallel and in line with the head of the fitting and that the swaged shank length is correct. Page | 118 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 g) h) i) Proof load the completed cable assembly in accordance with the appropriate. Inspect the fittings for cracks using a lens of 10 x magnification, or carry out a crack detection test, using magnetic or dye processes, as appropriate. Check that the cable assembly is the correct length and ensure that any required identification marking, including evidence of proof loading, has been carried out and that any specified protective treatment has been applied. NOTE: The first swaged fitting in a production batch is usually sectioned after proof loading, so that the interior surface can be examined for cracks. If this check is satisfactory, the settings on the swaging machine should be noted and used for completion of the batch. Swaged Splices A number of proprietary methods are used to secure cable in the form of a loop, which may then be used to attach the cable to a terminal fitting or turnbuckle. The 'Talurit' swaged splice is approved for use on some British aircraft control cables and is also widely used on ground equipment. The process provides a cable assembly which, when used with cable to BS W9 and Wll, has a strength equal to approximately 90% of the breaking strength of the cable. It may only be used to replace cables employing the same type of splice, or hand splices and must not be used where swaged end fittings were used previously. Figure 13.2: Fitting of Talurit Ferrule Page | 119 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 To make this type of splice, the end of the cable is threaded through a ferrule of the appropriate size, looped and passed back through the ferrule. A thimble is fitted in the loop and the ferrule is squeezed between swages (dies) in a hand-operated or power-operated press. The metal of the ferrule is extruded between the two parallel lengths of cable and around the cable strands firmly locking the cable without disturbing its lay. Handling, Inspection and Testing of Control Cables and Associated Hardware Handling of Cable To ensure maximum life of cable it is essential that they are handled with care. If a cable is kinked it must be rejected. To obviate kinking, cable is supplied on drums. When removing cable from drums a rod should be passed through the centre of the drum and the cable fed off as the drum is rotated. The minimum diameter for drums is forty times the diameter of the cable. Long cables are often loose coiled for ease of handling and in this case the minimum diameter of the coil should be fifty times the diameter of the cable or six inches whichever is the larger. If during handling a cable has to be passed through the hand, the hand should be protected with a pad of cloth wrapped around the cable. Cable may be permanently damaged, or its working life may be considerably curtailed, by careless handling and unwinding. Care is necessary to prevent the cable from forming itself into a loop, which, if pulled tight, could produce a kink. A kink is shown by the core strand leaving the centre of the rope and lying between the outer strands or protruding in the form of a small loop. Cable should always be stored on suitably designed reels. The diameter of the reel barrel should be at least forty times the cable diameter. British Standards stipulate that reels should be made from a wood which will not corrode the cable and that interior surfaces should be lined with an inert waterproof material. Precautions should also be taken to protect the cable from grit and moisture and from damage in transit. To remove cable from a reel, a spindle should be placed through the centre of the reel and supported in a suitable stand. Cable may then be removed by pulling the free end in line with the reel, allowing the reel to rotate. Cable should not be unwound by paying off loose coils, or by pulling the cable away from a stationary reel laid on its side. Page | 120 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 When a long length of cable has been cut from a reel and it is necessary to coil the cut piece, the coil diameter should be at least 50 times the cable diameter, with a minimum diameter of 150 mm (6 in). Care must be taken to prevent dust, grit and moisture, from coming into contact with the coiled cable. The ends of stored cable are whipped to prevent fraying and if a length has been cut from the reel, the remaining free end should be whipped. When a coil is being unwound, the coil should be rotated so that the cable is paid out in a straight line. Cutting Cable Cable should always be cut using mechanical methods. Cable cutters or heavy duty pliers should normally be used, alternatively, the cable may be laid on an anvil and cut with a sharp chisel and hammer blows. Cable should not be cut by flame. If a non-preformed cable is being cut, it should be whipped with waxed cord on both sides of the cut, prior to being cut. With a preformed cable it will normally only be necessary to bind the cable temporarily with masking tape. Cleaning of Cables Cables should not be immersed in grease solvent for cleaning purposes, the correct way to clean a cable is to moisten a cloth in grease solvent and remove surface dirt etc. If a cable is immersed in grease solvent, the solvent will wash out the grease which is put in the cable during manufacture. The outcome would be that the life of the cable will be reduced. Corrosion of Cables No corrosion is allowed on cables in aircraft. If corrosion is found on a cable the cable must be rejected. Cable Wear Critical areas for strand breakage are where the cable passes over pulleys or through fairleads. Examination of cables will normally involve passing a cloth along the length of the cable, which will both clean any dirt from it and detect broken strands if the cloth 'snags' on the projecting wires. There will be limits, published by the manufacturer, which say how many strands per unit length can be broken. Removed cables can be bent through a gentle radius, which may show up broken internal strands that would not be visible when installed and tensioned. Page | 121 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 External wear will extend along the cable, equal to the distance the cable moves at that location and may occur on one side of the cable or over its entire circumference. The limits of permitted wear will be found in the AMM. Figure 13.3: Cable wear Internal wear occurs in similar places in the wire to external wear, around pulleys and fairleads and is much more difficult to detect. Separating the strands, after removing the cable, is the only way to detect internal wear and this only permits limited inspection. Generally any signs of internal wear within a cable will mean its replacement. Broken strands on a cable at a location not adjacent to a pulley or fairlead, could be an indication that the breakage was due to corrosion. Inspection for broken wires is carried out by bending the cable as shown (see figure 12.4) if possible, or by running the full length of cable through the protected hand, if necessary in short stages. You will feel the broken wires snag the cloth. Page | 122 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Figure 13.4: Inspecting for broken wires The inspection of a cable for internal corrosion should be done off aircraft, and will involve rejection of the cable if corrosion is found. The maintenance carried out on cable runs usually involves both regular inspections and preservative measures. With the majority of cables being steel-based, it is vital that cables, passing through high risk areas such as battery bays, toilets and galleys, receive regular rust preventative treatments in addition to visual inspections. Most cables have external corrosion preventative compounds applied in varying amounts, whilst internally they will have been soaked in some form of thin grease or low-temperature oil to resist the formation of the difficult to detect internal corrosion. Normally in dry and desert atmospheres, the application of certain compounds to cables is not permitted. This is because the adhesive properties of these compounds will cause the sand and dust to stick to the cable and, thus, cause extremely high rates of wear. All controls will be monitored, by the flight deck crew, on a day-to-day basis but, during maintenance, more subjective tests must be completed. The tension of the cables will be measured, as will the rigging of the complete runs, to ensure that the controls remain accurate and precise in their operation. Whilst it is not usual to find faults on the cable end fittings, these should all be checked for any signs of damage, corrosion and stressing of the cable at the end fitting. Items checked will include turnbuckles and ball end fittings, to ensure that the cable is operating at the designed angle, tension and over the correct range. Page | 123 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Checking the Tension of Installed Cables The correct tension for a control cable is specified in the Manufacturers Maintenance Manual. It is checked by the use of a Tensiometer and adjusted on the turnbuckles. The British tensiometer consists of a system of pulleys, two fixed and one connected to a pointer an spring loaded. The deflection of the pointer indicates the tension on a scale appropriate to the size of cable. It is essential to use the correct type of tensiometer for the cable size. Figure 13.5: A cable tensiometer Page | 124 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Figure 13.6: Operation of the Pacific T5 tensiometer Figure 13.7: Reading the Pacific tensiometer Page | 125 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Inspection of Control Cable Pulleys Pulleys are fitted to change the direction of a cable run. They are made from Tufnol or Micarta. An integral sealed ball bearing is provided. Cable guards are provided to prevent the cable coming off the pulley. When inspecting cables for the previously mentioned wear and breakages, the complete cable runs must be examined for incorrect routing, fraying, twisting or wear at fairleads, pulleys and guards. Pulleys must be inspected for wear, to detect indications of seizure, flat spots, embedded foreign material and excessive tension. Any signs of contact with adjacent structure, pipework, wiring and other controls must also be thoroughly investigated. Figure 13.8: Pulley wear patterns Page | 126 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Figure 13.9: Pulley assembly and cable alignment Page | 127 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Fairleads To prevent chafing of the cables, fairleads are fitted to the aircraft structure where the cables pass through, e.g. bulkheads and frames. They are made of Tufnol, Micarta or Nylon, and are normally of two halves bolted together. The cable runs through a hole in the fairlead. Fairleads must not be lubricated as they will collect dust and dirt. Figure 13.10: A typical fairlead Page | 128 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Figure 13.11: A sealed fairlead assembly Page | 129 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Turnbuckles Turnbuckles are the usual device for tensioning a cable system. A turnbuckle assembly consists of a left hand threaded fitting swaged on to one cable end, and a right hand threaded fitting swaged to the other cable end, and a barrel, tapped left and right hand between them. Figure 13.12: Components of a turnbuckle Turnbuckles are in safety when: British types American types - A hardened steel pin will not pass through the safety inspection hole. - All of the fitting thread is engaged in the barrel. It is common practice for the left hand threaded end of the barrel to be identified with a grooved machined on the outer surface. Figure 13.13: Turnbuckle assembly Turnbuckle locking Most turnbuckles currently are locked using spring clips which are passed down grooves cut in the threads of the fittings and the barrel. The clip is positively located when the locking tongue is located under the lip of the barrel centre hole. When use of a clip is not possible, or wire locking is specified, this should be done in accordance with the aircraft manufacturer's requirements, usually to the FAA or CAA standards as appropriate. Page | 130 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Figure 13.14: A turnbuckle locked with a clip Figure 13.15: Turnbuckle wire locking procedure Page | 131 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Bowden and Teleflex Cable Systems Bowden Cable Systems A typical Bowden cable control might be a brake lever on the control column operating a remote brake control valve. Maintenance of Bowden cable systems is usually restricted to cleaning and lubrication of the inner cable at regular intervals and adjustment of the outer conduit (e.g. if the brakes needed adjustment). The lubrication would keep moisture out of the cable to prevent it freezing at low temperatures. Servicing a) Inspect the cable ends for fraying and corrosion b) Inspect the conduit for kinks and signs of wear c) Adjust the cable for slackness by adjuster (screw out, i.e. increase the length of conduit to take up the slackness in cable) Check for adequate locking. d) Lubricate, on assembly, with recommended grease. Figure 13.16: A Bowden cable assembly Page | 132 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Figure 13.17: Bowden cable connections Teleflex Cable Systems The Teleflex cable system is more complex than the Bowden cable system in that the operating cable, within the conduit, is actually a number of spirally wound cables which surround a core tension cable, giving it support. This allows the cable to transmit a push force as easily as a pull force, doing away with the need for any form of return spring. A typical use of a Teleflex system might be a throttle lever to engine fuel control system connection. The Teleflex cable system is a snug fit within the conduit and, because there might be the chance of it becoming seized, due to foreign objects, dirt or freezing, it is vital that the inner cables are regularly removed, cleaned and lubricated with low temperature grease. It is also important that the conduits are thoroughly cleaned using a form of 'pull-through', prior to the inner cable being installed. At longer intervals, it might become necessary to inspect the outer conduit for signs of damage or kinking; which can cause the control to become tight or 'notchy'. Page | 133 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Attachment of Teleflex End Fittings (a) Box Unit (i) Tuck the cable into the slot in the pinion and ensure that the cable helix engages with the pinion teeth to give a wrap of at least 40 degrees ("single entry" units). On double entry units the cable should engage with the pinion to give a wrap of 180 degrees, the cable projecting through the lead-out hole throughout the travel of the control. Ensure that the cable end does not foul the blanked end of the conduit when fully extended. All box units should be packed with recommended grease. Figure 13.18: Method of Attaching to Box Type Unit ii) iii) Sliding end fittings (fork end type). Unscrew the threaded hexagon plug from the body, screw the lock nut right back, and pass the cable through the plug. Screw the lock spring on to the end of the cable so that 3/16-in. of cable projects. Insert the cable end, with its lock spring, into the bore of the body of the end fitting, and screw the hexagon plug tight down, preventing the body from rotating. Check that the free end of the cable is beyond the inspection hole, but not beyond the fork gap (for a fork end fitting). Tighten the lock nut and turn up the tat washer. Check that the distance from the face of the body to the end of the sliding tube does not exceed 0.45 in. (0.35-in. old type, without tab washer). This ensures that the lock spring is tightly compressed. Page | 134 Revision : 00 Date : 15 April 2016 TRAINING MANUAL MAINTENANCE PRACTICE (Vol.2) APM-M07 Figure 13.19: Teleflex end fitting assembly In assembling, the body of the end fitting must not be screwed on to the hexagon plug. The plug should be screwed into the fork, not fork into plug. Failure to apply this rule will result in the lock spring unscrewing. The same method should be used when removing the fork, and care should be taken not to jam the spring and foul up the wire wrap. Page | 135 Revision : 00 Date : 15 April 2016