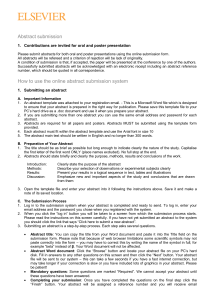
Logic to Ladder Diagram There are some methods to do PLC programming. The programming methods can be with Logic Ladder Diagram, mneumonic (statement list), and / or function block diagram. One of the PLC programming methods that are very commonly used programming using PLC ladder diagram. The method is practical and easy to understand. The programmer in charge of writing a program should describe an electronic switch circuit. It can be designed to perform the conversion of electronic circuits that already exist, then replace the switch function according to the functions available to software programmers. A ladder diagram consists of a downward line on the left side with lines branching to the right. Existing line on the left side is called the bus bar, whereas the branching lines are lines of instructions or steps. Instructions are placed along the line of a variety of conditions linked to the other instructions on the right side. Logic combination of the conditions stated when and how the existing instructions on the right side is done. Ada beberapa metode untuk melakukan pemrograman PLC. Metode pemrograman dapat dengan logika Ladder Diagram, mneumonic (pernyataan daftar), dan / atau fungsi blok diagram. Salah satu metode pemrograman PLC yang sangat sering digunakan pemrograman menggunakan PLC ladder diagram. Metode praktis dan mudah dipahami. Programmer bertugas menulis program harus menggambarkan sebuah saklar elektronik sirkuit. Ini dapat dirancang untuk melakukan konversi sirkuit elektronik yang sudah ada, kemudian menggantikan fungsi switch sesuai dengan fungsi yang tersedia untuk programmer perangkat lunak. Diagram tangga terdiri dari garis menurun di sisi kiri dengan garis-garis yang bercabang ke kanan. Sudah ada baris di sisi kiri disebut bus bar, sedangkan garis bercabang garis petunjuk atau langkah-langkah. Instruksi ditempatkan sepanjang garis berbagai kondisi terkait dengan petunjuk lainnya di sisi kanan. Logika kombinasi dari kondisi yang dinyatakan Kapan dan bagaimana instr yang ada... Figure 1. Example of ladder diagram As shown in Figure 1 is, along the lines of instructions can branch out again and then joined again. The lines of vertical pairs (such as capacitors symbol) is called the condition. The pair of vertical lines no diagonal line called the Normal Open Normally Open or NO and related instruction LOAD (LD), AND or OR. While the couple have a vertical line was a diagonal line called the Normal Closed - Normally Close or NC, and related instructions LD NOT, AND NOT or OR NOT. Seperti yang ditunjukkan dalam gambar 1 adalah, sepanjang garis petunjuk dapat cabang keluar lagi dan kemudian bergabung kembali. Garis vertikal pasang (seperti simbol kapasitor) disebut kondisi. Sepasang vertikal baris ada garis diagonal yang disebut Normal terbuka - biasanya buka atau tidak dan terkait instruksi beban (LD), dan atau OR. Sementara pasangan memiliki garis vertikal garis diagonal disebut Normal ditutup - biasanya dekat atau NC, dan petunjuk yang terkait LD tidak, dan tidak atau atau tidak. PLC is still used mostly as a strand of logic, as generally in strings of logic / digital solutions to these problems will be easier if each input and output components are presented in digital logic, involving the truth table, set the output equation in the table are based on binary numbers, then simplify the equation by using Karnaugh Map. Here are some examples of conversion from basic logic gates in the Ladder Diagram. (Example given has 2 inputs and 1 output). PLC masih digunakan sebagian besar sebagai seuntai logika, seperti pada umumnya dalam string logika / digital solusi untuk masalah ini akan lebih mudah jika setiap input dan output komponen disajikan dalam logika digital, melibatkan tabel kebenaran, set persamaan output dalam tabel didasarkan pada Bilangan Biner, kemudian menyederhanakan persamaan dengan menggunakan peta Karnaugh. Berikut adalah beberapa contoh dari konversi dari Gerbang logika dasar dalam Diagram tangga. (Contoh yang diberikan mempunyai 2 input dan 1 output Logic AND The truth table of logic AND is as follows, Conversion to Ladder Diagram, Logic OR The truth table of logic OR is as follows, Conversion to Ladder Diagram, Logic NOT The truth table of logic NOT is as follows, Conversion to Ladder Diagram, Logic NAND Logic NAND is a development of logic AND, OR and NOT. The truth table is as follows, The truth table above have the following equation, O = (A.B) '= A' + B ' So the conversion to Ladder Diagram, Logic NOR This logic is also the development of the logic AND, OR and NOT. The truth table is as follows, The truth table above have the following equation, O = (A + B) '= A'. B ' So the conversion to Ladder Diagram, Logic XOR Similarly, the logic of the previous ones. This logic is also the development of AND, OR and NOT. This logic is widely used in summing strand (adder). The truth table is as follows, The truth table above have the following equation, O = A o B = A '. B + A. B' So the conversion to Ladder Diagram, Mitsubishi PLC Control For 3 Movement PLC Type FX, Name Input / Output PLC : INPUT PLC : X000 ; Push Button Start X001 ; Sensor1 Reverse X002 ; Sensor1 Forward X003 ; Sensor2 Reverse X004 ; Sensor2 Forward X005 ; Emergency Stop (Push Button) OUTPUT PLC : Y000 ; Cylinder1 Forward Y001 ; Cylinder1 Reverse Y002 ; Cylinder2 Forward Y003 ; Cylinder2 Reverse Download PDF File: Mitsubishi PLC For 3 Movement(.pdf) Please Download Programming for GX Developer : Mitsubishi PLC Control for 3 movement Reading Ladder PLC Programming for 3 movement with Standard Sequence Programming : 1. INPUT CONDITION a.If X005 = ON Then M0 = ON b.If M0 = ON Then RST C0 or C0 = 0 (Only STEP0 = ON) c.If X001 = ON AND X003 = ON Then M1 = ON ( ALL ORIGIN = ON) d.If X000 = ON Then M2 = ON (Start = ON) 2. TRIGGER AND SENSOR CONDITION a.If M10 = ON AND M1 = ON AND M2 = ON Then M3 = ON AND M11 = ON (STEP1 = ON) b.If M11 = ON AND X002 = OFF Then M3 = OFF AND Waiting STEP1 c.If M11 = ON AND X002 = ON Then M3 = ON AND M12 = ON (STEP2 = ON) d.If M12 = ON AND X004 = OFF Then M3 = OFF AND Waiting STEP2 e.If M12 = ON AND X004 = ON Then M3 = ON AND M13 = ON (STEP3 = ON) f.If M13 = ON AND X001 = ON AND X003 = ON Then M10 = ON (STEP0 = ON) Else Waiting STEP3 3. OUTPUT CONDITION a.If M11 = ON Then Y000 = ON b.If M13 = ON Then Y001 = ON c.If M12 = ON Then Y002 = ON d.If M13 = ON Then Y003 = ON 4. CONTROLLER a.If M11 = OFF AND M12 = OFF AND M13 = OFF Then M4 = ON (Only STEP0 = ON) b.If M4 = ON AND C0 Not Equal 0 (Null) Then RST C0 or C0 = 0 (Only STEP0 = ON) c.If M3 = ON (Trigger) Then Count Up C0 d.If M0 = ON (Emergency Stop) Then RST C0 or C0 = 0 (Only STEP0 = ON) e.If C0 = 0 Then M10 = ON (STEP0 = ON) f.If C0 = 1 Then M11 = ON (STEP1 = ON) g.If C0 = 2 Then M12 = ON (STEP2 = ON) h.If C0 = 3 Then M13 = ON (STEP3 = ON) Mitsubishi PLC programming for Control 3 movement with Standard Sequence Programming Elevator with PLC Program Simulation : elevator plc program for one Floor Detail Elevator with PLC: Information on Drawing Numbers for Elevator PLC Program: (1). Push Button Switch ( Push Button Switch with Light ) In Floor B Outside. (2). Light Push Button Switch ( Push Button Switch with Light ) In Floor B Outside. (3). Push Button Switch ( Push Button Switch with Light ) In Floor 1 Outside. (4). Light Push Button Switch ( Push Button Switch with Light ) In Floor 1 Outside. (5). Push Button Switch ( Push Button Switch with Light ) In B Inside. (6). Light Push Button Switch ( Push Button Switch with Light ) In B Inside. (7). Push Button Switch ( Push Button Switch with Light ) In 1 Inside. (8). Light Push Button Switch ( Push Button Switch with Light ) In 1 Inside. (9). Limit Switch for Position 1 (10). Limit Switch for Position B (11). Limit Switch for Door Open (12). Limit Switch for Door Close (13). Safety Sensor Number Of Inputs and Output PLC applied : 1. Number Of Inputs PLC is 9 Input : --- 1 Unit Input for Push Button Switch In Floor B Outside. --- 1 Unit Input for Push Button Switch In Floor B Inside. --- 1 Unit Input for Push Button Switch In Floor 1 Outside. --- 1 Unit Input for Push Button Switch In Floor 1 Inside. --- 1 Unit Input for Limit Switch Position 1. --- 1 Unit Input for Limit Switch Position B. --- 1 Unit Input for Limit Switch Door Open. --- 1 Unit Input for Limit Switch Door Close. --- 1 Unit Input for Safety Sensor. --- Total Number Of Inputs PLC is Minimum 9 Input Unit. 2. Number Of Output PLC is 8 Output : --- 1 Unit Output for Electric Motors ( Move To Position B ) --- 1 Unit Output for Electric Motors ( Move To Position 1 ) --- 1 Unit Output for Move the Door Open --- 1 Unit Output for Move the Door Close --- 1 Unit Output for Light Push Button Switch in B Inside --- 1 Unit Output for Light Push Button Switch in 1 Inside --- 1 Unit Output for Light Push Button Switch in B Outside --- 1 Unit Output for Light Push Button Switch in 1 Outside --- Total Number Of Outputs PLC is Minimum 8 Output Unit. Sequence PLC Programming for Elevator PLC Program: Step 1 : Elevator Up - Down ( 1 - B ) a. If Push Button B Outside = ON And the elevator was not in a position B Then elevator Move to B. b. If Push Button B Inside = ON And the elevator was not in a position B Then elevator Move to B. c. If Push Button 1 Outside = ON And the elevator was not in a position 1 Then elevator Move to 1. d. If Push Button 1 Inside = ON And the elevator was not in a position 1 Then elevator Move to 1. Step 2 : Door Open - Close a. IF Limit Switch Position B = ON (Pulse / diff.Up) Or Limit Switch Position 1 = ON (Pulse / diff.Up) then Door Open. b. IF Limit Switch Door Open = ON Or Safety Sensor = ON then Door Close. c. Continuously to Step 1 Download Simulation Elevator PLC Program : Elevator PLC Program Can You make Program Ladder PLC ? Elevator PLC Program with PLC Keyence PLC Type KV Keyence , Name Input / Output PLC : INPUT PLC : 0000 ;Push Button Switch In Floor B Outside. 0001 ;Push Button Switch In Floor B Inside. 0002 ;Push Button Switch In Floor 1 Outside. 0003 ;Push Button Switch In Floor 1 Inside. 0004 ;Limit Switch Position 1. 0005 ;Limit Switch Position B. 0006 ;Limit Switch Door Open. 0007 ;Limit Switch Door Close. 0008 ;Safety Sensor. OUTPUT PLC : 0500 ;Electric Motors ( Move To Position B ) 0501 ;Electric Motors ( Move To Position 1 ) 0502 ;Move the Door Open 0503 ;Move the Door Close 0504 ;Light Push Button Switch in B Inside 0505 ;Light Push Button Switch in 1 Inside 0506 ;Light Push Button Switch in B Outside 0507 ;Light Push Button Switch in 1 Outside Please Download Picture Elevator PLC Program with PLC Keyence : Elevator PLC Program with PLC Keyence Reading Ladder PLC Programming for Elevator PLC Program with PLC Keyence : Step 1 : a.If 1101 = Diff. Up ON Then 1011 = ON . Request from Inside the Elevator b.If 0001 = ON And 0004 = ON Or 0005 = OFF Then 1000 = ON (Hold ON) . c.If 0003 = ON And 0005 = ON Or 0004 = OFF Then 1001 = ON (Hold ON) . Request from Outside the Elevator d.If 0000 = ON And 0005 = OFF Then 1002 = ON (Hold ON) . e.If 0002 = ON And 0004 = OFF Then 1003 = ON (Hold ON) . Step 2 : Elevator doors open and close a.If 0004 = ON Then 1004 = Diff. Up ON. b.If 0005 = ON Then 1005 = Diff. Up ON. c.If 1004 = ON Or 1005 = ON And 1013 = ON And 1014 = ON And 1007 = OFF Then 1006 = ON (Hold ON). d.If 1006 = ON And 0006 = ON And 1010 = OFF Then 1007 = ON (Hold ON). e.If 1007 = ON And 0008 = ON And 1009 = OFF Then 1008 = ON. f.If 1007 = ON And 0008 = OFF Then 1009 = ON. g.If 1007 = ON And 0005 = ON And ( 0000 = ON Or 0001 = ON ) Then 1009 = ON. h.If 1007 = ON And 0004 = ON And ( 0002 = ON Or 0003 = ON ) Then 1009 = ON. i.If 1007 = ON And 0007 = ON And 1011 = OFF And 1012 = OFF Then 1010 = ON (Hold ON). Step 3 : Elevator moving up and down a.If 1010 = ON And ( 1000 = ON And 1002 = ON ) And 0005 = OFF And 1012 = OFF Then 1011 = ON (Hold ON). b.If 1101 = ON Then 1011 = ON (Hold ON). c.If 1010 = ON And ( 1001 = ON And 1003 = ON ) And 0004 = OFF And 1011 = OFF Then 1012 = ON (Hold ON). Step 4 : Output PLC a.If 1011 = ON Then 0500 = ON. b.If 1012 = ON Then 0501 = ON. c.If 1006 = ON Or 1009 = ON Then 0502 = ON. d.If 1008 = ON Then 0503 = ON. e.If 1000 = ON Or 0001 = ON Then 0504 = ON. f.If 1001 = ON Or 0003 = ON Then 0505 = ON. g.If 1002 = ON Or 0000 = ON Then 0506 = ON. h.If 1003 = ON Or 0002 = ON Then 0507 = ON. Step 5 : If no person in the elevator a.If 1010 = ON And 1011 = OFF And 1012 = OFF And 0000 = ON And 0005 = ON Then 1013 = Diff. Up ON. b.If 1013 = ON Then 1010 = OFF And 1006 = ON. c.If 1010 = ON And 1011 = OFF And 1012 = OFF And 0002 = ON And 0004 = ON Then 1014 = Diff. Up ON. d.If 1014 = ON Then 1010 = OFF And 1006 = ON. Elevator PLC Program with PLC Omron PLC Type Series-CV Omron , Name Input / Output PLC : INPUT PLC : 0000.00 ;Push Button Switch In Floor B Outside. 0000.01 ;Push Button Switch In Floor B Inside. 0000.02 ;Push Button Switch In Floor 1 Outside. 0000.03 ;Push Button Switch In Floor 1 Inside. 0000.04 ;Limit Switch Position 1. 0000.05 ;Limit Switch Position B. 0000.06 ;Limit Switch Door Open. 0000.07 ;Limit Switch Door Close. 0000.08 ;Safety Sensor. OUTPUT PLC : 0005.00 ;Electric Motors ( Move To Position B ) 0005.01 ;Electric Motors ( Move To Position 1 ) 0005.02 ;Move the Door Open 0005.03 ;Move the Door Close 0005.04 ;Light Push Button Switch in B Inside 0005.05 ;Light Push Button Switch in 1 Inside 0005.06 ;Light Push Button Switch in B Outside 0005.07 ;Light Push Button Switch in 1 Outside Please Download Picture Elevator PLC Program with PLC Omron : Elevator PLC Program with PLC Omron Reading Ladder PLC Programming for Elevator PLC Program with PLC Omron : Step 1 : a.If 0011.01 = Diff. Up ON Then 0010.11 = ON . Request from Inside the Elevator b.If 0000.01 = ON And 0000.04 = ON Or 0000.05 = OFF Then 0010.00 = ON (Hold ON) . c.If 0000.03 = ON And 0000.05 = ON Or 0000.04 = OFF Then 0010.01 = ON (Hold ON) . Request from Outside the Elevator d.If 0000.00 = ON And 0000.05 = OFF Then 0010.02 = ON (Hold ON) . e.If 0000.02 = ON And 0000.04 = OFF Then 0010.03 = ON (Hold ON) . Step 2 : Elevator doors open and close a.If 0000.04 = ON Then 0010.04 = Diff. Up ON. b.If 0000.05 = ON Then 0010.05 = Diff. Up ON. c.If 0010.04 = ON Or 0010.05 = ON And 0010.13 = ON And 0010.14 = ON And 0010.07 = OFF Then 0010.06 = ON (Hold ON). d.If 0010.06 = ON And 0000.06 = ON And 0010.10 = OFF Then 0010.07 = ON (Hold ON). e.If 0010.07 = ON And 0000.08 = ON And 0010.09 = OFF Then 0010.08 = ON. f.If 0010.07 = ON And 0000.08 = OFF Then 0010.09 = ON. g.If 0010.07 = ON And 0000.05 = ON And ( 0000.00 = ON Or 0000.01 = ON ) Then 0010.09 = ON. h.If 0010.07 = ON And 0000.04 = ON And ( 0000.02 = ON Or 0000.03 = ON ) Then 0010.09 = ON. i.If 0010.07 = ON And 0000.07 = ON And 0010.11 = OFF And 0010.12 = OFF Then 0010.10 = ON (Hold ON). Step 3 : Elevator moving up and down a.If 0010.10 = ON And ( 0010.00 = ON And 0010.02 = ON ) And 0000.05 = OFF And 0010.12 = OFF Then 0010.11 = ON (Hold ON). b.If 0011.01 = ON Then 0010.11 = ON (Hold ON). c.If 0010.10 = ON And ( 0010.01 = ON And 0010.03 = ON ) And 0000.04 = OFF And 0010.11 = OFF Then 0010.12 = ON (Hold ON). Step 4 : Output PLC a.If 0010.11 = ON Then 0005.00 = ON. b.If 0010.12 = ON Then 0005.01 = ON. c.If 0010.06 = ON Or 0010.09 = ON Then 0005.02 = ON. d.If 0010.08 = ON Then 0005.03 = ON. e.If 0010.00 = ON Or 0000.01 = ON Then 0005.04 = ON. f.If 0010.01 = ON Or 0000.03 = ON Then 0005.05 = ON. g.If 0010.02 = ON Or 0000.00 = ON Then 0005.06 = ON. h.If 0010.03 = ON Or 0000.02 = ON Then 0005.07 = ON. Step 5 : If no person in the elevator a.If 0010.10 = ON And 0010.11 = OFF And 0010.12 = OFF And 0000.00 = ON And 0000.05 = ON Then 0010.13 = Diff. Up ON. b.If 0010.13 = ON Then 0010.10 = OFF And 0010.06 = ON. c.If 0010.10 = ON And 0010.11 = OFF And 0010.12 = OFF And 0000.02 = ON And 0000.04 = ON Then 0010.14 = Diff. Up ON. d.If 0010.14 = ON Then 0010.10 = OFF And 0010.06 = ON. Elevator PLC Program with PLC Mitsubishi PLC Type FX-Mitsubishi , Name Input / Output PLC : INPUT PLC : X000 ;Push Button Switch In Floor B Outside. X001 ;Push Button Switch In Floor B Inside. X002 ;Push Button Switch In Floor 1 Outside. X003 ;Push Button Switch In Floor 1 Inside. X004 ;Limit Switch Position 1. X005 ;Limit Switch Position B. X006 ;Limit Switch Door Open. X007 ;Limit Switch Door Close. X010 ;Safety Sensor. OUTPUT PLC : Y000 ;Electric Motors ( Move To Position B ) Y001 ;Electric Motors ( Move To Position 1 ) Y002 ;Move the Door Open Y003 ;Move the Door Close Y004 ;Light Push Button Switch in B Inside Y005 ;Light Push Button Switch in 1 Inside Y006 ;Light Push Button Switch in B Outside Y007 ;Light Push Button Switch in 1 Outside Please Download Picture Elevator PLC Program with PLC Mitsubishi : Elevator PLC Program with PLC Mitsubishi Reading Ladder PLC Programming for Elevator PLC Program with PLC Mitsubishi : Step 1 : a.If M17 = Pulse ON Then M11 = ON . Request from Inside the Elevator b.If X001 = ON And X004 = ON Or X005 = OFF Then M0 = ON (Hold ON) . c.If X003 = ON And X005 = ON Or X004 = OFF Then M1 = ON (Hold ON) . Request from Outside the Elevator d.If X000 = ON And X005 = OFF Then M2 = ON (Hold ON) . e.If X002 = ON And X004 = OFF Then M3 = ON (Hold ON) . Step 2 : Elevator doors open and close a.If X004 = ON Then M4 = Pulse ON. b.If X005 = ON Then M5 = Pulse ON. c.If M4 = ON Or M5 = ON And M13 = ON And M14 = OFF And M7 = OFF Then M6 = ON (Hold ON). d.If M6 = ON And X006 = ON And M10 = OFF Then M7 = ON (Hold ON). e.If M7 = ON And X010 = ON And M9 = OFF Then M8 = ON. f.If M7 = ON And X010 = OFF Then M9 = ON. g.If M7 = ON And X005 = ON And ( X000 = ON Or X001 = ON ) Then M9 = ON. h.If M7 = ON And X004 = ON And ( X002 = ON Or X003 = ON ) Then M9 = ON. i.If M7 = ON And X007 = ON And M11 = OFF And M12 = OFF Then M10 = ON (Hold ON). Step 3 : Elevator moving up and down a.If M10 = ON And ( M0 = ON And M2 = ON ) And X005 = OFF And M12 = OFF Then M11 = ON (Hold ON). b.If M17 = ON Then M11 = ON (Hold ON). c.If M10 = ON And ( M1 = ON And M3 = ON ) And X004 = OFF And M11 = OFF Then M12 = ON (Hold ON). Step 4 : Output PLC a.If M11 = ON Then Y000 = ON. b.If M12 = ON Then Y001 = ON. c.If M6 = ON Or M9 = ON Then Y002 = ON. d.If M8 = ON Then Y003 = ON. e.If M0 = ON Or X001 = ON Then Y004 = ON. f.If M1 = ON Or X003 = ON Then Y005 = ON. g.If M2 = ON Or X000 = ON Then Y006 = ON. h.If M3 = ON Or X002 = ON Then Y007 = ON. Step 5 : If no person in the elevator a.If M10 = ON And M11 = OFF And M12 = OFF And X000 = ON And X005 = ON Then M13 = Diff. Up ON. b.If M13 = ON Then M10 = OFF And M6 = ON. c.If M10 = ON And M11 = OFF And M12 = OFF And X002 = ON And X004 = ON Then M14 = Diff. Up ON. d.If M14 = ON Then M10 = OFF And M6 = ON.