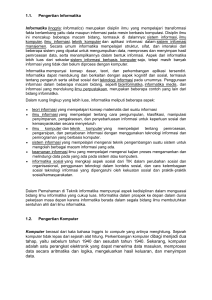
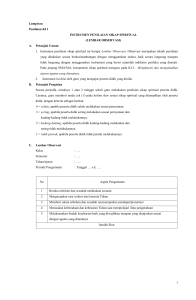
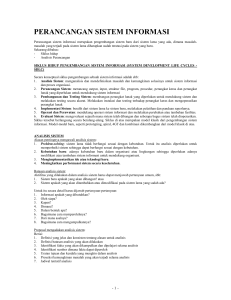
1 KATA PENGANTAR Puji syukur kami ucapkan kepada Allah SWT yang telah memberikan banyak nikmat dan karunia, sehingga kami bisa menyelesaikan laporan “Pemrosesan Material Gelas” dengan baik tanpa ada halangan yang berarti. Laporan ini telah kami selesaikan dengan maksimal berkat kerjasama dan bantuan dari berbagai pihak. Dalam penyusunan laporan, penulis mengucapkan terimakasih yang sebesar – besarnya kepada : 1. Bapak Ade Wahyu Yusariarta P.P., S.T.,M.T selaku dosen pengampu mata kuliah Teknologi Pemrosesan Keramik B, juga telah memberikan pengetahuan dan membantu dalam mengoreksi dan memperbaiki penulisan laporan ini. 2. Ibu Gusti Umindya Nur Tajalla, S.T., M.T selaku dosen pengampu mata kuliah Teknologi Pemrosesan Keramik A yang telah memberi motivasi dan pengetahuannya kepada tim penulis. 3. Keluarga yang telah memberikan dorongan dan bantuan kepada penulis untuk menyelesaikan laporan ini. 4. Semua pihak yang belum tersebutkan namanya, yang telah andil membantu penulis dalam penyusunan laporan ini. Diluar itu, tim penulis sebagai manusia biasa menyadari sepenuhnya bahwa masih banyak kekurangan dalam penulisan laporan ini, baik dari segi tata bahasa, susunan kalimat maupun isi. Oleh sebab itu dengan segala kerendahan hati, kami selaku penyusun menerima segala kritik dan saran yang membangun dari pembaca. Demikian yang bisa kami sampaikan, semoga dari pembuatan laporan ini pembaca dapat lebih terbuka wawasannya tentang Pemrosesan Material Gelas. Balikpapan, 26 April 2021 Tim Penulis i TEKNOLOGI PEMROSESAN KERAMIK DAFTAR ISI KATA PENGANTAR ................................................................................................................... i DAFTAR ISI ............................................................................................................................... ii DAFTAR GAMBAR ................................................................................................................... iii DAFTAR TABEL ........................................................................................................................ v BAB I PENDAHULUAN............................................................................................................. 1 1.1 Latar Belakang ............................................................................................................. 1 1.2 Permasalahan ............................................................................................................... 1 1.3 Tujuan ......................................................................................................................... 1 BAB II TINJAUAN PUSTAKA ................................................................................................... 3 2.1 Material Gelas .............................................................................................................. 3 2.2 Mekanisme Pembentukan Gelas .................................................................................... 4 2.2.1 Nukleasi ................................................................................................................ 4 2.2.2 Pertumbuhan Kristal ............................................................................................. 6 2.3 Viskositas ..................................................................................................................... 7 2.4 Viskoelastisitas ............................................................................................................. 9 2.5 Jenis proses pembentukan gelas dan aplikasinya...........................................................11 2.5.1 Produk per Unit ( casting, pressing, blowing ) ...............................................................11 Proses Perlakuan Panas Pada Pemrosesan Gelas ..........................................................12 2.6 2.6.1 Annealing .............................................................................................................14 2.6.2 Glass Tempering...................................................................................................14 BAB III PEMBAHASAN ...........................................................................................................16 3.1 Cacat Manufaktur pada Gelas: Blister,Double seam,dan Stone ......................................16 3.1.1 Blister ..................................................................................................................16 3.1.2 Double Seam ........................................................................................................17 3.1.3 Stone ....................................................................................................................17 3.2 Parameter Proses Yang Mempengaruhi kualitas Gelas .................................................18 3.3 Metode Inspeksi...........................................................................................................18 ii TEKNOLOGI PEMROSESAN KERAMIK BAB IV KESIMPULAN.............................................................................................................23 4.1 Kesimpulan .................................................................................................................23 DAFTAR PUSTAKA .................................................................................................................25 DAFTAR GAMBAR iii TEKNOLOGI PEMROSESAN KERAMIK Gambar 2.1 Efek dari temperatur pada laju nukleasi dan pertumbuhan kristal untuk glass forming melt ................................................................................................................................................. 5 Gambar 2.2 Model Maxwell ......................................................................................................... 10 Gambar 2.3 Kontras perilaku volume-versus-temperatur tertentu dari bahan kristal dan nonkristalin. Bahan Kristal mengeras pada temperature leleh Tm. Karakteristik dari keadaan nonkristalin adalah temperatur transisi gelas Tg (Callister, 2014). .............................. 12 Gambar 2.4 Logaritma viskositas versus temperatur untuk silika leburan dan tiga gelas silika (Callister, 2014). ........................................................................................................................... 13 Gambar 2. 5 Distribusi tegangan sisa suhu kamar di atas penampang pelat kaca temper.(Callister, 2014). ............................................................................................................................................ 15 Gambar 3.1 Cacat Blister...............................................................................................................16 Gambar 3.2 Penampakan visual cacat stone ................................................................................. 17 Gambar 33 Logical Diagram dari inspeksi visual system ............................................................ 19 Gambar 3.4 Prinsip kerja dari visual system ................................................................................ 20 Gambar 3.5 Metode Pengambilan gambar metode visual system ................................................ 20 Gambar 3. 6 Mekanisme pemeriksaan sisi (side) dari botol kaca metode visual system ............. 21 Gambar 3.7 Hasil gambar bagian leher (neck), bawah (bottom) dan samping (side) botol kaca dengan menggunakan metode visual system ............................................................................... 21 Gambar 3.8 Contoh area yang diperiksa pada setiap tampilan bottle neck, bottle bottom, dan bottle side ...................................................................................................................................... 22 iv TEKNOLOGI PEMROSESAN KERAMIK DAFTAR TABEL Tabel 2.1 Komposisi Gelas (Callister, 2014). ................................................................................... 3 v TEKNOLOGI PEMROSESAN KERAMIK BAB I PENDAHULUAN 1.1 Latar Belakang Gelas yang umum kita ketahui adalah suatu benda yang dipakai untuk minum, jauh daripada itu gelas merupakan material yang dibutuhkan secara besar. Produk berbahan dasar gelas sudah ada sejak berabad-abad silam. Namun, seiring perkebangan global yang semakin cepat dalam bidang manufaktur banyak inovasi yang meningkatkan nilai estetika dan meningkatkan nilai jual. Perkembangan industri pembuatan glass saat telah sangat maju, industri kerajinan gelas merupakan jenis kerajinan yang menggunakan kaca sebagai bahan dasar utama dalam pembuatan produknya hingga terkesan mewah dan antik. Dengan macam-macam kerajinan dari gelas seperti akuarium hias, piring, lampu hias, dan lain sebagainya. Produk gelas yang kuat, mewah, dan tahan lama tidak lepas dari penelitian yang mendalam mengenai proses pembuatan nya, material penyusun, hal yang mempengaruhi produksi, bahkan jenis cacat yang timbul dan cara menanganinya dalam proses pembuatan gelas. Maka dari itu, dalam laporan ini membahas mengenai cacat pada material gelas, parameter proses yang mempengaruhi kualitas gelas, metode inspeksi yang digunakan untuk mendeteksi cacat, serta metode yang digunakan untuk menurunkan kecacatan pada gelas 1.2 Permasalahan Adapun rumusan masalah dalam laporan Pemrosesan Gelas adalah sebagai berikut: 1. Apa saja jenis - jenis cacat pada manufaktur gelas? 2. Apa parameter proses yang mempengaruhi kualitas gelas? 3. Bagaimana metode inspeksi yang dilakukan untuk mengindikasikan adanya cacat pada gelas? 1.3 Tujuan Tujuan dari laporan ini adalah sebagai berikut: 1. Mengetahui jenis - jenis cacat pada manufaktur gelas. 1 TEKNOLOGI PEMROSESAN KERAMIK 2. Mengetahuin parameter proses yang mempengaruhi kualitas gelas. 3. Mengetahuin metode inspeksi yang dilakukan untuk mengidikasikan adanya cacat pada gelas. 2 TEKNOLOGI PEMROSESAN KERAMIK BAB II TINJAUAN PUSTAKA 2.1 Material Gelas Gelas adalah benda yang transparan, cukup kuat, biasanya tidak bereaksi dengan barang kimia, dan tidak aktif secara biologi yang bisa dibentuk dengan permukaan yang sangat halus dan kedap air. Oleh karena sifatnya yang sangat ideal gelas banyak digunakan di banyak bidang kehidupan. Tetapi gelas bisa pecah menjadi pecahan yang tajam. Sifat kaca ini bisa dimodifikasi dan bahkan bisa diubah seluruhnya dengan proses kimia atau dengan pemanasan (Fellows, 2000). Gelas adalah kelompok keramik yang sudah dikenal seperti wadah, lensa, dan fiberglass mewakili aplikasi tipikal. Seperti yang telah disebutkan, mereka adalah silikat nonkristalin yang mengandung oksida lain, terutama CaO, Na2O, K2O, dan Al2O3, yang properti kaca. Gelas sodajeruk nipis biasanya mengandung sekitar 70% berat SiO2, sisanya terutama Na2O (soda) dan CaO (kapur). Komposisi beberapa bahan kaca yang umum terdapat pada Tabel 13.1. Mungkin dua prima sebagai set bahan-bahan ini adalah transparansi optiknya dan kemudahan relatifnya mereka mungkin dibuat-buat (Callister, 2014). Tabel 2.1 Komposisi Gelas (Callister, 2014). 3 TEKNOLOGI PEMROSESAN KERAMIK Gelas terdiri dari oksida-oksida logam dan non logam. Bahan baku pembuatan gelas adalah pasir silika (SiO2). Soda abu (Na2CO3) yang dengan pembakaran pada suhu tinggi akan terbentuk Na2O sehingga gelas tampak jernih. Batu kapur (CaO) yang berfungsi untuk memperkuat gelas. Pecahan gelas (kaca) disebut cullet (calcin), untuk memudahkan proses peleburan. Cullet kadangkadang ditambahkan dengan persentase 15-20%. Al2O3 dan boraksida (B2O3), titanium dan zirconium untuk meningkatkan ketahanan dan kekerasan gelas. Borax oksida pada gelas boroksilikat seperti pyrex berfungsi agar gelas lebih tahan pada suhu tinggi. Na2SO4 atau As2O3 untuk menghaluskan dan menjernihkan. Senyawa-senyawa kimia ini dapat dibagi menjadi 3 bagian besar, yaitu: Bahan pembentuk gelas (glass former) yang mempunyai sifat membentuk gelas. Bahan antara (Intermediate) yang mempunyai sifat pembentuk gelas, tetapi tidak mutlak. Bahan pelengkap (modifier) yang tidak mempunyai sifat membentuk gelas. Berdasarkan jumlahnya, maka bahan dasar pembentuk gelas dapat dibedakan menjadi 2, yaitu 1. Major material (berjumlah besar), yaitu pasir silika, soda abu, batu kapur, feldspar dan pecahan gelas (cullet). 2. Minor material (berjumlah kecil), yaitu natrium sulfat, natrium bikroma, selenium dan arang. Pasir silika tanpa bahan lain dapat dibuat menjadi wadah gelas tapi tidak praktis karena untuk peleburannya diperlukan suhu 1760-1870oC. Penambahan soda abu akan menurunkan suhu peleburan pada keadaan yang mudah dipraktekkan yaitu 1426-1538oC, sehingga soda abu disebut juga FLUXING AGENT. Untuk membuat agar kemasan gelas bersifat inert dan netral maka gelas dicelupkan dalam larutan asam. Untuk melindungi permukaan kemasan gelas maka diberi laminasi silikon polietilen glikol. 2.2 Mekanisme Pembentukan Gelas 2.2.1 Nukleasi Istilah "kristal" sebenarnya mengacu pada kombinasi dua hal Proses: nukleasi dan pertumbuhan kristal. Kristalisasi membutuhkan adanya nukleus (nukleasi), di mana kristal akan tumbuh dengan cepat (pertumbuhan kristal) ke ukuran yang dapat dideteksi. Inti atom dapat bersifat homogen, misalnya terbentuk secara spontan dalam lelehan atau terbentuk secara 4 TEKNOLOGI PEMROSESAN KERAMIK heterogen, misalnya terbentuk pada suatu permukaan yang disebabkan oleh ketidakmurnian, dinding wadah, dan sejenisnya. Jika tidak ada inti, tidak akan terjadi pertumbuhan kristal dan bahan akan membentuk kaca. Sekalipun ada beberapa inti, tetapi tidak terjadi pertumbuhan, ukuran kecil dan fraksi volume kecil dari inti mencegah pendeteksiannya, jadi untuk semua tujuan praktis, padatan tersebut masih berupa kaca. Teori nukleasi klasik melibatkan proses nukleasi homogen, dimana nukleasi terbentuk dengan probabilitas yang sama di semua fuse. Inti sangat kecil, setidaknya dalam kasus nukleasi seragam, biasanya tidak dapat dideteksi secara langsung. Konsentrasinya biasanya ditentukan oleh eksperimen yang kompleks. Eksperimen ini mencakup perlakuan panas isotermal pada suhu nukleasi, memadamkan sampel untuk membekukannya di dalam nukleus, dan kemudian memanaskan sampel agar nukleus tumbuh ke ukuran yang dapat dideteksi. Suhu analisis. Karena asumsi bahwa tidak ada perubahan konsentrasi inti selama fase quenching atau pertumbuhan kristal selalu mencurigakan, eksperimen ini dapat menyebabkan kesalahan besar. Laju nukleasi I (jumlah inti yang terbentuk per satuan volume per satuan waktu) kemudian ditentukan dengan membagi konsentrasi inti dengan total waktu perlakuan panas isotermal pada suhu nukleasi (Shelby, 2005). Gambar 2.1 Efek dari temperatur pada laju nukleasi dan pertumbuhan kristal untuk glass forming melt Selama lelehan ditahan pada temperatur yang lebih tinggi dari Tm, tidak akan ada kecenderungan nukleasi. Ketika temperatur turun menjadi, energi bebas mengubah sistem, sehingga inti magnet 5 TEKNOLOGI PEMROSESAN KERAMIK menjadi stabil. Jika suhu sangat mendekati Tm, tetapi nilai AG sangat kecil. Oleh karena itu, jarijari kritis inti stabil ditentukan oleh persamaan. 2.6, akan sangat besar. Karena penguatan untuk mencapai ukuran inti sebesar itu sangat rendah, pabrik peleburan akan secara efektif mempertahankan kondisi tanpa biji meskipun suhunya lebih rendah dari Tm. Ketika suhu semakin menurun, AGv akan meningkat, sehingga mengurangi nilai radius kritis. Akhirnya, radius kritis akan menjadi sangat kecil (biasanya hanya sepersepuluh nanometer), sehingga kemungkinan pembentukan nukleus yang cukup besar untuk melebihi radius kritis akan besar, dan nukleus akan mulai terbentuk dalam jumlah yang dapat dideteksi (Shelby, 2005). 2.2.2 Pertumbuhan Kristal Sejumlah besar ekspresi yang menggambarkan pertumbuhan kristal juga dapat ditemukan dalam literatur. Banyak dari persamaan ini berhubungan dengan model spesifik untuk mekanisme pertumbuhan kristal yang berbeda. Namun, model umum sederhana dapat diturunkan menggunakan argumen yang mirip dengan yang digunakan untuk laju nukleasi. Ketergantungan suhu dari laju pertumbuhan kristal, seperti yang diungkapkan dengan Persamaan. 2.21, sangat mirip dengan laju nukleasi, seperti yang ditunjukkan pada Gambar 2.1. Perbedaan utama terletak pada kurangnya zona metastabil untuk pertumbuhan kristal. Karena pertumbuhan dapat terjadi pada suhu berapapun di bawah Tm, selama nukleus tersedia, dan nukleus tidak perlu terbentuk selama pendinginan, laju pertumbuhan yang dapat dideteksi dapat terjadi pada suhu berapapun. < Tm ,. Inti yang terlibat bahkan tidak perlu memiliki komposisi yang sama dengan kristal yang tumbuh, yang sering terjadi pada nukleasi heterogen, terutama pada permukaan. Sekali lagi, jika viskositas rendah, laju pertumbuhan akan ditentukan oleh nilai termodinamika dan 6 TEKNOLOGI PEMROSESAN KERAMIK cenderung besar. Saat suhu menurun, viskositas akan meningkat dengan cepat, memperlambat dan akhirnya menghentikan pertumbuhan kristal. Kurva yang dihasilkan dari U versus suhu akan menunjukkan nilai maksimum dan akhirnya turun menjadi nol pada suhu yang lebih rendah (Shelby, 2005). 2.3 Viskositas Viskositas ialah suatu istilah ilmiah yang menggambarkan suatu resistensi terhadap suatu aliran fluida. Fluida itu dapat menjadi cair atau juga gas, Namun istilah ini lebih sering dihubungkan dengan cairan.Sebagai contoh, sirup itu mempunyai viskositas lebih tinggi dari pada air : kekuatan lebih diperlukan untuk dapat memindahkan sesendok dengan melalui botol sirup dari dalam botol air disebabkan karena sirup tersebut lebih susah untuk mengalir di sekitar sendok. Resistensi tersebut disebabkan dengan gesekan yang dihasilkan oleh molekul cairan serta juga mempengaruhi baik sejauh mana cairan tersebut akan menentang gerakan obyek dengan melalui itu serta juga tekanan yang dibutuhkan untuk dapat menggerakan cairan dengan melalui tabung atau juga pipa. Viskositas tersebut dipengaruhi dengan sejumlah faktor, termasuk ukuran serta bentuk molekul, interaksi antara mereka, dan juga suhu. Dalam suatu fluida ideal (fluida tidak kental) tidak ada viskositas (kekentalan) yang menghambat lapisan-lapisan fluida ketika lapisan-lapisan tersebut menggeser satu diatas lainnya. Dalam suatu pipa yang luas penampangnya seragam (serba sama), setiap lapisan fluida ideal bergerak dengan kecepatan yang sama, demikian juga lapisan fluida yang dekat dengan dinding pipa. Ketika viskositas (kekentalan) hadir, kecepatan lapisan-lapisan fluida tidak seluruhnya sama, lapisan fluida yang terdekat dengan dinding pipa bahkan sama sekali tidak bergerak (v = 0), sedangkan lapisan fluida pada pusat pipa memiliki kecepatan terbesar. Viskositas secara mudah dimengerti dengan memperhatikan percobaan yang menunjukan suatu fluida kental diantara dua keping sejajar. Keping yang atas bebas bergerak sedangkan keping yang bawah stasioner (diam). Jika keping atas digerakkan dengan kecepatan v relatif te rhadap keping bawah, maka suatu gaya F diperlukan. Untuk fluida yang sangat kental, seperti madu, diperlukan gaya yang lebih besar; sedangkan untuk fluida yang kurang kental (viskositasnya kecil), seperti air, diperlukan gaya yang lebih besar Besar gaya F yang diperlukan untuk menarik keping atas melawan gaya gesekan yang diakibatkan fluida kental sehingga keping atas bergerak dengan kecepatan tetap v bergantung pada 7 TEKNOLOGI PEMROSESAN KERAMIK beberapa faktor. Makin besar lus keping A yang bersentuhan dengan fluida, makin besar gaya F yang diperlukan sehingga gaya sebanding dengan luas sentuh ( F ∞ A ). Untuk luas sentuh A yang tertentun ternyata kelajuan v yang lebih besar memerlukan gaya Fyang lebih besar, sehingga gaya sebanding dengan kelajuan ( F ∞ v ). Gaya juga berbanding terbalik dengan jarak y antara keping atas dan keping bawah. Makin besar jarak, makin kecil gaya yang diperlukan untuk kelajuan dan lus sentuh yang tetrtentu. Ketiga pernyataan tersebut dapat digabungkan bersama dengan pernyataan F ∞ Av/y. Yang menyatakan hubungan ini dengan bantuan konstanta kesebandingan η (huruf yunani dibaca eta), yang disebut koefisien viskositas. Besar gaya F yang diperlukan untuk menggerakan suatu lapisan fluida dengan kelajuan tetap v untuk luas lapisan A dan letaknya pada jarak y dari suatu permukaan yang tidak bergerak. Secara matematis, besarnya viskositas dinyatakan dengan gaya yang diperlukan untuk menggerakan lapisan fluida: F = kηv Dengan: F = gaya untuk menggerakan lapisan fluida (N) v = kecepatan fluida (m/s) η = koefisien viskositas (Ns/m2) Zat cair yang kental memiliki η> dari zat cair yang encer. Menurut hukum stokes: “Benda yang bergerak dengan kecepatan v tertentu dalam fluida kental akan mengalami gaya gesekan oleh fluida”. Koefisien k bergantung pada bentuk geometri benda. Untuk benda yang berbentuk bola sehingga k = 6πr. F = 6πηrv (dikenal dengan gaya Stokes) Dengan r = jari-jari (m) Jika benda dijatuhkan bebas dalam suatu fluida kental, benda tidak hanya mendapatkan gaya apung, tapi juga mendapatkan gaya yang berlawanan dengan gerak benda yaitu gaya gesekan fluida (gaya Stokes). Benda yang tercelup memilki kecepatan yang semakin besar dan pada suatu 8 TEKNOLOGI PEMROSESAN KERAMIK saat dicapai kecepatan terbesar yang nilainya tetap. Kecepatan tetap ini disebut dengan kecepatan terminal (vT). Faktor yang mempengaruhi viskositas antara lain adalah (a) Luas lapisan bergerak, Berbanding lurus, (b) Selisih kecepatan antara dua lapisan zat cair, Berbanding lurus, (c) Koefisien viskositas untuk banyak cairan berbeda atau satu cairan pada temperatur berbeda, Berbanding lurus, (d) Jarak tegak lurus antara dua lapisan, Berbanding terbalik (Shelby, 2005). 2.4 Viskoelastisitas Viskositas kaca secara signifikan mempengaruhi sifat fisik lainnya, seperti karakteristik pelunakan, peleburan dan kristalisasi, serta kisaran temperatur dan tekanan di mana kaca dapat dikerjakan. Mengetahui hubungan antara temperatur dan viskositas adalah kunci untuk menentukan jenis peleburan dan perlakuan panas yang benar dalam produksi dan pemrosesan kaca. Produsen memantau temperatur dan viskositas selama proses pembuatan untuk mengetahui bagaimana kaca akan berperilaku. Misalnya, viskositas dapat secara langsung mempengaruhi korosi tahan api dan kemampuan untuk menghomogenkan lelehan. Penting selama proses fining untuk memastikan bahan kimia batch benar-benar meleleh dan gelembung udara keluar secara paksa. Selain itu, viskositas kaca memberikan kemampuan bagi produsen untuk memprediksi bagaimana kinerja kaca dalam proses pembentukan kaca seperti pengecoran bagian monolitik, speroidisasi, atau pembentukan serat. Viskositas adalah ukuran ketahanan cairan terhadap deformasi geser, yaitu, ukuran rasio antara gaya geser yang ditetapkan dan laju aliran cairan. Jika perbedaan gaya tangensial, F, diterapkan dua bidang bidang sejajar, A, yang dipisahkan oleh jarak, d, viskositas, q, diberikan oleh ekspresi: di mana v adalah kecepatan relatif kedua bidang. Jika kecepatan bervariasi langsung dengan gaya geser yang diterapkan, viskositas tidak bergantung gaya dan zat cair dikatakan berperilaku sebagai zat cair Newtonian. Di tempat tinggi tegangan geser, banyak lelehan pembentuk kaca menunjukkan penurunan yang nyata viskositas dengan meningkatnya tegangan geser. Bentuk non-Newtonian perilaku ini dikenal sebagai aliran pseudoplastik, atau penipisan geser, dan penting dalam proses pembentukan laju geser tinggi. Satuan viskositas dalam SI diberikan dengan N s m-2 atau sekarang disebut pascal yang berarti N m-2. banyak juga yang menggunakan satuan poise atau P hingga sekarang. Sehingga satuan yang dapat di konversikan 1 Pa s = 10 P. 9 TEKNOLOGI PEMROSESAN KERAMIK Pada viskositas rendah, lelehan pembentuk kaca biasanya berperilaku seperti Newtonian cairan yang segera rileks untuk menghilangkan stres yang diberikan. Namun, pada viskositas yang sangat tinggi, cairan ini merespons penerapan tegangan yang cepat seolah-olah itu benar-benar bahan elastis. Oleh karena itu, harus ada kisaran antara viskositas di mana respons lelehan ini terhadap penerapan tegangan adalah perantara antara perilaku cairan murni dan padatan elastis. Karena perilaku ini memiliki aspek aliran viskos dan respons elastis, maka perilaku ini dikenal sebagai viskoelastisitas, atau perilaku viskoelastik. Karena respons cairan terhadap penerapan tegangan eksternal bergantung pada laju penerapan tegangan tersebut, viskoelastisitas dapat terjadi pada berbagai viskositas. Untuk tingkat umum penerapan tegangan, viskositas ini terletak di wilayah transformasi kaca kisaran, terutama dalam kisaran 1013-108 Pa.s. Model dasar umum untuk viskoelastisitas, yang dikenal sebagai model Maxwell, ditunjukkan pada Gambar dibawah ini. Gambar 2.2 Model Maxwell Sampel terdiri dari elemen elastis, diwakili oleh pegas, secara seri dengan elemen aliran kental, diwakili oleh piston dalam silinder berisi cairan kental. Karena susunan silinder piston dikenal sebagai dasbor, model yang didasarkan pada dua elemen ini sering disebut model pegas dan dasbor. Pegas gabungan secara seri dengan pengaturan dashpot dikenal sebagai elemen Maxwell. Jika kita mempertimbangkan penerapan gaya ke elemen Maxwell, kita temukan bahwa ada perpindahan sesaat dari titik A di dasar elemen ke titik B. Jika viskositas zat cair tidak terbatas, perpindahan seluruhnya disebabkan oleh regangan pegas dan responnya dikatakan elastis sempurna. Jika gaya dihilangkan, bagian bawah elemen akan kembali ke titik A. Respon sebaliknya akan terjadi jika viskositas zat cair sangat kecil. Dashpot tidak akan memberikan resistansi terhadap perpindahan, pegas tidak akan meregang, dan titik A akan secara permanen 10 TEKNOLOGI PEMROSESAN KERAMIK dipindahkan ke titik B. Tidak akan ada pemulihan elastis setelah gaya dihilangkan. Terakhir, pertimbangkan kasus di mana viskositas zat cair memiliki nilai antara. Karena aliran membutuhkan waktu, respons sesaat elemen terhadap perpindahan akan sama dengan respons murni bahan elastis, Penerapan gaya ke piston, bagaimanapun, akan menghasilkan aliran cairan untuk menghilangkan ketegangan di pegas dan piston akan naik di dasbor. Akhirnya, gaya akan berkurang menjadi nol saat pegas pulih ke panjang aslinya dan perpindahan bagian bawah elemen ke titik B akan permanen (James, 1995). 2.5 Jenis proses pembentukan gelas dan aplikasinya 2.5.1 Produk per Unit ( casting, pressing, blowing ) 2.5.1.1 Casting Penuangan cairan glass ke dalam cetakan dan didinginkan perlahan untuk finishing produk untuk selanjutnya dilapping dan polishing. Proses seperti ini biasanya dipakai untuk proses pembuatan lensa. 2.5.1.2. Pressing Dengan memberikan tekanan yang mampu menghasilkan pola yang rumit dan akurat di kaca permukaan. Pada proses ini yang dihasilkan adalah ketebalan dinding yang lebih presisi dan akurat. Pengaplikasiannya biasanya terjadi pada peralatan untuk makan. 2.6.1.3 Blowing Proses Blowing ini digunakan untuk membuat produk-produk barang yang memiliki ruang dengan mengumpulkan gumpalan kaca atau yang biasa disebut gob dan dikumpulkan di ujung seperti pipa lalu dicelupkan kedalam lelehan kaca dengan udara yang masuk kedalam gob dengan meniup melalui pipa. Kemudian benda terus diputar dan dibentuk contoh halnya adalah botol kaca, toples,akuarium hias, dsb (Shelby, 2005). 11 TEKNOLOGI PEMROSESAN KERAMIK 2.6 Proses Perlakuan Panas Pada Pemrosesan Gelas Sebelum kita membahas teknik pembentukan kaca tertentu, beberapa sifat bahan kaca yang sensitif terhadap suhu harus disajikan. Bahan seperti kaca, atau nonkristalin, tidak mengeras seperti halnya bahan yang berbentuk kristal. Setelah pendinginan, gelas menjadi semakin kental secara terus menerus dengan penurunan suhu; tidak ada suhu pasti di mana cairan berubah menjadi padatan seperti pada bahan kristal. Faktanya, salah satu perbedaan antara bahan kristal dan nonkristalin terletak pada ketergantungan volume spesifik (atau volume per satuan massa, kebalikan dari kerapatan) pada suhu, seperti yang diilustrasikan pada Gambar 2.1. Untuk bahan kristal, terjadi penurunan volume yang tidak kontinyu pada suhu leleh Tm. Namun, untuk bahan kaca, volume menurun terus menerus dengan penurunan temperatur; sedikit penurunan kemiringan kurva terjadi pada apa yang disebut temperatur transisi gelas, atau temperatur fiktif, Tg. Di bawah suhu ini, material dianggap gelas; di atasnya, bahan pertama adalah cairan superdingin dan, terakhir, cairan (Callister, 2014). Gambar 2.3 Kontras perilaku volume-versus-temperatur tertentu dari bahan kristal dan nonkristalin. Bahan Kristal mengeras pada temperature leleh Tm. Karakteristik dari keadaan nonkristalin adalah temperatur transisi gelas Tg (Callister, 2014). Yang juga penting dalam operasi pembentukan kaca adalah karakteristik viskositas-suhu kaca. Gambar 2.4 plot logaritma viskositas versus temperatur untuk silika leburan, silika tinggi, borosilikat, dan gelas soda-kapur (Callister, 2014). 12 TEKNOLOGI PEMROSESAN KERAMIK Gambar 2.4 Logaritma viskositas versus temperatur untuk silika leburan dan tiga gelas silika (Callister, 2014). Pada skala viskositas, beberapa poin spesifik yang penting dalam fabrikasi dan pemrosesan gelas diberi label: 1. Melting point sesuai dengan temperatur di mana viskositasnya adalah 10 Pa.s (100 P); gelasnya cukup cair untuk dianggap cairan. 2. Working point mewakili temperatur di mana viskositasnya 103 Pa.s (104 P); kaca dengan mudah berubah bentuk pada viskositas ini. 3. Softening point, temperatur di mana viskositas adalah 4 X 106 Pa.s (4 X 107 P), adalah temperatur maksimum di mana sepotong kaca dapat ditangani tanpa menyebabkan perubahan dimensi yang berarti. 4. Annealing point adalah temperatur di mana viskositasnya adalah 1012 Pa.s (1013 P); pada temperatur ini, difusi atom cukup cepat sehingga setiap tegangan sisa dapat dihilangkan dalam waktu sekitar 15 menit. 5. Strain point sesuai dengan temperatur di mana viskositas menjadi 3 X 1013 Pa.s (3 X 1014 P); untuk temperatur di bawah strain point, fracture akan terjadi sebelum terjadinya plastic deformation. Temperatur transisi gelas akan berada di atas strain point. 13 TEKNOLOGI PEMROSESAN KERAMIK Sebagian besar operasi pembentukan kaca dilakukan dalam kisaran antara temperatur kerja (working temperature) dan temperatur pelunakan (softening temperature). Temperatur di mana masing-masing titik ini terjadi bergantung pada komposisi kaca. Misalnya, dari Gambar 2.4, titik pelunakan untuk soda-kapur (soda-lime) dan 96% gelas silika (silica glasses) masing-masing adalah sekitar 700oC dan 1550oC (1300oF dan 2825oF). Artinya, operasi pembentukan dapat dilakukan pada suhu yang jauh lebih rendah untuk gelas soda-kapur. Kemampuan bentuk kaca sebagian besar disesuaikan dengan komposisinya (Callister, 2014). 2.6.1 Annealing Ketika bahan keramik didinginkan dari temperatur tinggi, tegangan internal, yang disebut tegangan termal, dapat dimasukkan sebagai akibat dari perbedaan laju pendinginan dan kontraksi termal antara permukaan dan daerah interior. Tekanan termal ini penting dalam keramik rapuh, terutama kaca, karena dapat melemahkan material atau, dalam kasus ekstrim, menyebabkan patah, yang disebut kejutan termal. Biasanya, upaya dilakukan untuk menghindari tekanan termal, yang dapat dilakukan dengan mendinginkan bagian pada kecepatan yang cukup lambat. Namun, setelah tekanan tersebut dimasukkan, eliminasi, atau setidaknya pengurangan besarannya, dimungkinkan dengan perlakuan panas annealing di mana peralatan gelas dipanaskan hingga titik annealing, kemudian didinginkan secara perlahan hingga suhu kamar (Callister, 2014). 2.6.2 Glass Tempering Kekuatan potongan kaca dapat ditingkatkan dengan secara sengaja menginduksi tegangan permukaan sisa tekan. Ini dapat dilakukan dengan prosedur perlakuan panas yang disebut thermal tempering. Dengan teknik ini, peralatan gelas dipanaskan sampai suhu di atas daerah transisi gelas tetapi masih di bawah titik lunak (softening point). Kemudian didinginkan hingga suhu kamar dalam semburan udara atau, dalam beberapa kasus, penangas minyak (oil bath). Tegangan sisa timbul dari perbedaan laju pendinginan untuk daerah permukaan dan interior. Awalnya, permukaan mendingin lebih cepat dan, setelah turun ke suhu di bawah titik regangan (strain point), permukaan menjadi kaku. Pada saat ini, bagian dalam, setelah mendingin kurang cepat, berada pada suhu yang lebih tinggi (di atas titik regangan) dan, oleh karena itu, masih berupa plastik. Dengan pendinginan yang berkelanjutan, interior berusaha untuk berkontraksi ke tingkat yang 14 TEKNOLOGI PEMROSESAN KERAMIK lebih besar daripada yang dimungkinkan oleh eksterior yang sekarang kaku. Jadi, bagian dalam cenderung menarik ke luar, atau memaksakan tekanan radial ke dalam. Akibatnya, setelah potongan kaca didinginkan hingga suhu kamar, ia menahan tegangan tekan di permukaan dan tegangan tarik di bagian dalam. Distribusi tegangan suhu kamar di atas penampang pelat kaca disajikan secara skematis pada Gambar 2.5 (Callister, 2014). Gambar 2. 5 Distribusi tegangan sisa suhu kamar di atas penampang pelat kaca temper.(Callister, 2014). 15 TEKNOLOGI PEMROSESAN KERAMIK BAB III PEMBAHASAN 3.1 Cacat Manufaktur pada Gelas: Blister,Double seam,dan Stone 3.1.1 Blister Merupakan cacat kaca yang selama pembuatan botol kaca berupa benjolan atau tonjolan pada permukaan kaca yang disebabkan oleh gelembung udara yang terperangkap pada lapisan bagian dalam. Blister biasanya memanjang atau bisa berupa titik yang cukup besar (Berlin,2019). Gambar 3.1 Cacat Blister Blister atau gelembung terjadi ketika material refraktori bersentuhan dengan gelas, dimana material refraktori akan bereaksi dengan gelas yang melebur dan perlahan-lahan ikut larut pada peleburannya. pori-pori yang tertutup akan terbuka dan kemudian melepaskan kandungan gasnya, membentuk blister atau gelembung. Sebagian besar gelembung yang naik pada temperatur di atas 1400oC adalah gelembung oksigen yang terbentuk dari mekanisme elektrokimia saat material refraktori bersentuhan dengan gas cair. Interaksi antara gas cair dan material refraktori pada industri gelas memiliki dampak yang sangat besar terhadap kualitas gelas yang dihasilkan. Akibat interaksi antara gas cair dan material refraktori, terjadi berbagai macam inhomogeneities seperti stones, knots, cords dan bubbles. Blister mungkin saja bisa dikurangi dengan tegangan eksternal, dimana material yang memiliki permukaan krusibel sebagai kutub negatif, maka mungkin untuk mengurangi jumlah gelembung oksigen yang dihasilkan oleh material gelas. Perhitungan dan 16 TEKNOLOGI PEMROSESAN KERAMIK pengamatan ini juga mengonfirmasi mekanisme yang diusulkan, dalam proses industri cara ini akan sedikit sulit menggunakan tegangan eksternal untuk mengurangi gelembung karena pada kutub positif gelembung oksigen akan terbentuk. (Van Dijk,1994). 3.1.2 Double Seam Pada kaca ada banyak cacat yang terjadi salah satunya double seam atau lipatan. Double seam adalah cacat jahitan ganda atau terlipat yang mana penyebab utamanya adalah pengaturan dan operasi mesin seperti misalignment separuh cetakan, jahitan kosong keluar dari garis dan proses aliran tekanan yang tidak tepat (Awaj,2013). 3.1.3 Stone Stone menggambarkan inklusi kristal yang kompak dan lebih besar dalam kaca. Cacat kristal dapat disebabkan oleh kristalisasi kristal kaca itu sendiri atau oleh pembentukan kristal dari kaca reaksi dengan bahan tahan api atau kontaminasi, atau dari bahan mentah yang belum larut, dll. Stone mungkin disebabkan oleh penguapan komponen kaca, yang menyebabkan ketidakhomogenan komposisi di permukaan bebas, dengan reaksi kaca panas dan agresif meleleh dengan berbagai jenis bahan tahan api, atau dengan homogenisasi yang tidak memadai. Berikut ini gambar penampakan visual cacat stone. Gambar 3.2 Penampakan visual cacat stone 17 TEKNOLOGI PEMROSESAN KERAMIK 3.2 Parameter Proses Yang Mempengaruhi kualitas Gelas Parameter proses yang mempengaruhi kualitas gelas kaca merupakan termasuk ke dalam material yang rapuh yaitu mudah pecah atau bisa disebut kekuatan pecah atau fracture strength, hal tersebut dikendalikan oleh adanya cacat mikro dalam struktur kaca dan bukan dari sifat warisan yang ditentukan kekuatan antar atomnya. kekuatan kaca bisa berkurang melalui interaksi dengan lingkungan, kaca rentan terhadap thermal shock dan thermal stress, kaca memiliki perilaku isotropis dimana sifat material ini tidak bergantung pada arah (Mediastika, 2018). Adapun 2 parameter proses yang penting dalam pemrosesan kaca/gelas yaitu temperatur dan lama proses nya, yang menjelaskan mengenai ukuran kekuatan gelas atau (modulus of rupture) mengatur sifat akhir produk sehingga diperoleh rentang kekuatan (modulus of rupture) yang bervariasi antara tegangan tarik pada bagian tengah beserta kedalaman lapisan permukaan dengan tegangan tekan. Setiap temperatur terdapat waktunya masing-masing untuk mencapai (modulus of rupture) secara maksimal. Dengan semakin tingginya temperatur maka semakin singkat waktu yang diperlukan untuk mencapai kekuatan maksimum akan tetapi kekuatan maksimum akan semakin berkurang sesuai dengan peningkatan temperatur, hal tersebut dapat dijelaskan bahwa laju peningkatan tegangan secara keseluruhan proporsional dengan laju pertukaran ion minus hilangnya tegangan hasil reaksi kaca dan hilangnya kekuatan adalah karena temperatur tinggi yang dipertahankan selama proses (Mediastika, 2018). 3.3 Metode Inspeksi Salah metode inspeksi cacat yang digunakan dalam industri pembuatan botol kaca adalah visual system dimana cacat pada botol kaca dideteksi dengan bantuan kamera, sensor dan komputer. Berikut ini logical diagram dari inspeksi cacat pada botol kaca dengan metode visual system. 18 TEKNOLOGI PEMROSESAN KERAMIK Gambar 33 Logical Diagram dari inspeksi visual system Berikut ini beberapa kelebihan inspeksi cacat pada botol kaca dengan menggunakan metode visual system. 1. Kinerja lini produksi dari 10.000 hingga 72.000 botol per jam tergantung pada jenis pabrik. 2. Visual system dapat memeriksa bagian leher, bawah dan samping botol - sistem mencari berbagai cacat seperti kotoran, goresan, sisa label, bagian leher botol yang rusak sebagian atau seluruhnya, dll. 3. Botol yang ditandai dengan algorithmic routine dari visual system sebagai "botol rusak" akan dikeluarkan dari jalur produksi di belakang mesin inspeksi. 4. Sisi botol diperiksa apakah ada kerusakan pada dua posisi, pada input mesin oleh dua kamera dan pada sisi berlawanan mesin oleh dua kamera lainnya (botol diputar 90°). Berikut ini prinsip kerja dari inspeksi cacat pada botol kaca dengan menggunakan metode visual system. 19 TEKNOLOGI PEMROSESAN KERAMIK Gambar 3.4 Prinsip kerja dari visual system Berikut ini metode pengambilan gambar pada bagian leher (neck), bawah (bottom) dan samping (side) botol kaca dari metode visual system. Gambar 3.5 Metode Pengambilan gambar metode visual system 20 TEKNOLOGI PEMROSESAN KERAMIK Berikut ini mekanisme pemeriksaan sisi (side) botol kaca dari metode visual system. Gambar 3. 6 Mekanisme pemeriksaan sisi (side) dari botol kaca metode visual system Dibawah ini merupakan hasil pengambilan gambar pada bagian leher (neck), bawah (bottom) dan samping (side) botol kaca dari metode visual system. Gambar 3.7 Hasil gambar bagian leher (neck), bawah (bottom) dan samping (side) botol kaca dengan menggunakan metode visual system 21 TEKNOLOGI PEMROSESAN KERAMIK Akurasi dari visual system sendiri seperti disebutkan sebelumnya, kinerja jalur produksi adalah dari 10.000 hingga 72.000 botol per jam. Visual system harus sinkron tanpa syarat dengan jalur produksi. Algoritme harus dioptimalkan waktu, karena antrian hasil pemrosesan gambar tidak diizinkan, mesin harus synchronous. Pada gambar di bawah ini ditunjukkan loop pemrosesan gambar (area) dan gambar di atas ditampilkan dengan akurasi yang dapat dicapai - kasus ekstrim - kesalahan terkecil yang dapat dideteksi (dalam milimeter). Di belakang garis miring disebutkan waktu algoritme rata-rata yang relevan (dalam milidetik). Gambar 3.8 Contoh area yang diperiksa pada setiap tampilan bottle neck, bottle bottom, dan bottle side Inspeksi cacat pada botol kaca dengan menggunakan metode visual system sendiri memiliki efisiensi sistem tergantung pada jenis pabrik faktual. Efisiensi biasanya antara 95% dan 99,5% sesuai dengan jenis pabrik (kualitas botol). Mesin inspeksinya sendiri dapat diproduksi sekitar dua bulan termasuk pemasangan dan penyesuaian di pabrik pelanggan. Dan visual system sendiri memiliki kelebihan yaitu kecepatan, akurasi, durasi pemeriksaan inspeksi cacat pada botol kaca. 22 TEKNOLOGI PEMROSESAN KERAMIK BAB IV KESIMPULAN 4.1 Kesimpulan Adapun kesimpulan yang dapat diambil dari pembuatan laporan pemrosesan gelas antara lain sebagai berikut : 1. Gelas adalah benda yang transparan, cukup kuat, biasanya tidak bereaksi dengan barang kimia, dan tidak aktif secara biologi yang bisa dibentuk dengan permukaan yang sangat halus dan kedap air. Oleh karena sifatnya yang sangat ideal gelas banyak digunakan di banyak bidang kehidupan. Tetapi gelas bisa pecah menjadi pecahan yang tajam. Sifat kaca ini bisa dimodifikasi dan bahkan bisa diubah seluruhnya dengan proses kimia atau dengan pemanasan. 2. Parameter proses yang mempengaruhi kualitas gelas kaca merupakan termasuk ke dalam material yang rapuh yaitu mudah pecah atau bisa disebut kekuatan pecah atau fracture strength, hal tersebut dikendalikan oleh adanya cacat mikro dalam struktur kaca dan bukan dari sifat warisan yang ditentukan kekuatan antar atom nya. kekuatan kaca bisa berkurang melalui interaksi dengan lingkungan, kaca rentan terhadap thermal shock dan thermal stress, kaca memiliki perilaku isotropis dimana sifat material ini tidak bergantung pada arah. Adapun 2 parameter proses yang penting dalam pemrosesan kaca/gelas yaitu temperatur dan lama prosesnya. 3. Salah metode inspeksi cacat yang digunakan dalam industri pembuatan botol kaca adalah visual system dimana cacat pada botol kaca dideteksi dengan bantuan kamera, sensor dan komputer. 4. Inspeksi cacat pada botol kaca dengan menggunakan metode visual system sendiri memiliki efisiensi sistem tergantung pada jenis pabrik faktual. Efisiensi biasanya antara 95% dan 99,5% sesuai dengan jenis pabrik (kualitas botol). Mesin inspeksinya sendiri dapat diproduksi sekitar dua bulan termasuk pemasangan dan penyesuaian di pabrik 23 TEKNOLOGI PEMROSESAN KERAMIK pelanggan. Dan visual system sendiri memiliki kelebihan yaitu kecepatan, akurasi, durasi pemeriksaan inspeksi cacat pada botol kaca. 24 TEKNOLOGI PEMROSESAN KERAMIK DAFTAR PUSTAKA Applied Methods for Transparent Materials Inspection. BRNO UNIVERSITY OF TECHNOLOGY. Brno Czech Republic. Awaj, Yonatan Mengesha, dkk. STATISTICALPROCESS 2013. CONTROL “QUALITY TOOLS IMPROVEMENT IN GLASS USING BOTTLES MANUFACTURING COMPANY”. International Journal for Quality Research. Callister William D. Jr, David G. Retwisch. 2014. ― “Materials Science and Engineering”. John Wiley & Sons, Inc. H. Müller. (2000). "Characterization and identification of glass defects". Research and Technology Development, Schott Glas, Mainz, Germany. Reed, James Stalford. 1995. “Principles of Ceramics Processing”. John Wiley & Sons, Inc. (US) Shelby, James E. 2005. “Introduction to Glass Science and Technology (RSC Paperbacks Series)”. The Royal Society of Chemistry, UK. 25 TEKNOLOGI PEMROSESAN KERAMIK